傳動(dòng)可靠度約束下RV減速器加工精度等級(jí)優(yōu)選方法
2023-01-31 07:47:16宿月文郭彩霞王參軍朱愛(ài)斌
振動(dòng)與沖擊 2023年2期
宿月文, 郭彩霞, 王參軍, 朱愛(ài)斌
(1. 寶雞文理學(xué)院 陜西省機(jī)器人關(guān)鍵零部件先進(jìn)制造與評(píng)估省市共建重點(diǎn)實(shí)驗(yàn)室,陜西 寶雞 721016; 2. 西安交通大學(xué) 陜西省智能機(jī)器人重點(diǎn)實(shí)驗(yàn)室,西安 710049)
RV減速器屬于擺線針輪行星傳動(dòng)機(jī)構(gòu),具有高減速比、高傳動(dòng)效率、高過(guò)載能力且低噪音的優(yōu)勢(shì),被廣泛應(yīng)用于工業(yè)機(jī)器人、機(jī)床以及其他高精度傳動(dòng)領(lǐng)域[1]。
RV減速器的制造誤差對(duì)其傳動(dòng)精度有重要影響[2-3]。國(guó)內(nèi)外學(xué)者對(duì)擺線針輪機(jī)構(gòu)傳動(dòng)精度分析主要從3個(gè)方面展開(kāi):第一類是通過(guò)動(dòng)力學(xué)建模和求解的方法獲取傳動(dòng)誤差;第二類是基于多體動(dòng)力學(xué)和虛擬樣機(jī)技術(shù)(如MSC.ADAMS軟件)的系統(tǒng)仿真方法;第三類是基于輪齒接觸分析(tooth contact analysis, TCA)方法的研究。
動(dòng)力學(xué)方法是研究RV減速器傳動(dòng)性能的有效途徑之一。集中質(zhì)量法和動(dòng)力子結(jié)構(gòu)法是一種建立RV減速器的簡(jiǎn)明力學(xué)方法,在理論模型的基礎(chǔ)引入誤差因素進(jìn)行分析,研究各種誤差對(duì)RV減速器傳動(dòng)精度的影響[4-5]。Shan等[6]將RV減速器中輪齒嚙合和軸承支撐用彈簧阻尼代替,同時(shí)將各零件的加工和裝配誤差等效到理論模型中,進(jìn)而分析RV減速器的傳動(dòng)性能。但是動(dòng)力學(xué)方法在考慮幾何誤差,特別是輪廓誤差方面存在較大難度。
此外,在多體動(dòng)力學(xué)及虛擬樣機(jī)技術(shù)方面,Xu等[7]提出了考慮軸承的擺線針輪傳動(dòng)接觸模型,采用含接觸的多體動(dòng)力學(xué)架構(gòu),對(duì)多齒接觸和嚙合特性進(jìn)行計(jì)算,但并未引入加工誤差;吳鑫輝等[8]綜合考慮間隙、加工誤差、裝配誤差、彈性變形等因素建立了虛擬樣機(jī)模型并通過(guò)實(shí)測(cè)驗(yàn)證了虛擬樣機(jī)的可靠性;劉華明等[9]在UG環(huán)境下建立了RV減速器的三維模型并導(dǎo)入MSC.ADAMS軟件進(jìn)行多體動(dòng)力學(xué)仿真,并得出了主要加工誤差對(duì)RV減速器傳動(dòng)誤差的影響情況。但是虛擬樣機(jī)仿真軟件對(duì)含多個(gè)接觸環(huán)節(jié)的模型計(jì)算效率很低[10],為了提高接觸碰撞的求解速度,采用RAPID幾何引擎[11-12],通過(guò)三角形或多邊形等幾何圖元拼接擬合物體表面來(lái)描述物體三維幾何結(jié)構(gòu),犧牲了幾何精度,從而無(wú)法精確地描述幾何誤差的影響。
在TCA方面,Litvin等[13]改變擺線齒輪輪廓既有的向量式表示法,基于齒輪嚙合原理與坐標(biāo)轉(zhuǎn)換法,推導(dǎo)出考慮齒廓修形的擺線輪廓的參數(shù)式,進(jìn)而建立完整的TCA流程,并利用該流程求出擺線減速機(jī)運(yùn)轉(zhuǎn)時(shí)的傳動(dòng)誤差;李軒[14]應(yīng)用齒面接觸分析原理,建立了有側(cè)隙嚙合擺線針輪嚙合副TCA模型及LTCA(loaded tooth contact analysis)模型,計(jì)算擺線齒輪輸出角度及擺線輪輪齒與針齒之間背隙角,得到了有/無(wú)負(fù)載時(shí)傳動(dòng)誤差、嚙合剛度、傳動(dòng)比波動(dòng)等傳動(dòng)性能指標(biāo);Huang等[15]提出一種基于影響系數(shù)法的LTCA方法,首先利用剛體平面運(yùn)動(dòng)的瞬時(shí)速度中心定理確定接觸點(diǎn),然后根據(jù)赫茲理論與載荷平衡的關(guān)系,將多齒接觸問(wèn)題描述為一個(gè)方程組并進(jìn)行數(shù)值求解計(jì)算,得到了載荷分布和接觸應(yīng)力情況。上述研究均未在TCA中融入加工誤差。張也等[16]通過(guò)TCA的方法構(gòu)建考慮齒廓修形、加工誤差和裝配誤差等綜合因素的擺線齒輪齒廓方程,得到多因素綜合作用下的擺線針輪嚙合副誤差分析模型,但是其模型并未涵蓋第一級(jí)漸開(kāi)線齒輪傳動(dòng)。
上述研究表明,針對(duì)RV減速器傳動(dòng)精度分析,虛擬樣機(jī)技術(shù)存在模型靈活性不足和計(jì)算效率低的問(wèn)題,而動(dòng)力學(xué)方法比較難于融入齒廓幾何誤差因素,以及鮮有實(shí)現(xiàn)RV減速器的完整TCA建模與分析。因此,本文根據(jù)RV減速器的傳動(dòng)原理,建立了考慮齒廓修形、加工誤差的TCA法,然后針對(duì)各加工誤差對(duì)整機(jī)傳動(dòng)誤差的靈敏度進(jìn)行分析,并以靈敏度為依據(jù)對(duì)不同零件設(shè)置不同公差等級(jí),通過(guò)公差等級(jí)優(yōu)化配置,實(shí)現(xiàn)滿足傳動(dòng)可靠度約束的加工質(zhì)量與成本控制。
1 綜合齒廓修形的RV減速器幾何建模
1.1 漸開(kāi)線齒廓幾何方程
RV減速器第一級(jí)傳動(dòng)采用漸開(kāi)線齒輪的形式。根據(jù)漸開(kāi)線齒形創(chuàng)成法,如圖1所示。圖1中:Sf(XfOfYf)為大地坐標(biāo)系;Sw(XwOwYw)為漸開(kāi)線齒輪坐標(biāo)系;St(XtOtYt)為齒條刀坐標(biāo)系;θ為Sw相對(duì)Sf的轉(zhuǎn)角;s為齒條自大地坐標(biāo)移動(dòng)的距離;m為齒輪模數(shù);αn為壓力角;ρ為節(jié)圓半徑;u為齒條刀輪廓位置變量。齒輪齒廓為齒輪坐標(biāo)上刀具的輪廓形成軌跡,表達(dá)式為
rw(u,θ)=
(1)
其中,
(2)
1.2 考慮修形的擺線輪的幾何模型
RV減速器的第二級(jí)傳動(dòng)采用擺線針輪傳動(dòng)形式。針對(duì)擺線輪齒廓進(jìn)行修形,可使擺線輪易于裝配,提升其可加工性能。常見(jiàn)的擺線輪齒廓修形方法有針齒半徑修形、針齒位置修形和偏心量修形[17]。前兩種方法較為常用,因此綜合這兩種修形方法可得到擺線輪齒廓。
擺線輪齒廓坐標(biāo)系示意圖,如圖2所示。圖2中:φc為Sc的旋轉(zhuǎn)角度;φp為Sp的旋轉(zhuǎn)角度;Rp為針齒中心到Op的距離;Rrp為針齒半徑;P為針齒上與擺線齒輪接觸的一點(diǎn);α為P點(diǎn)在針齒上的角度參數(shù);Sc(Xc-Oc-Yc)為擺線輪坐標(biāo)系,Oc為原點(diǎn);Sp(Xp-Op-Yp)為針齒坐標(biāo)系,Op為原點(diǎn)。其中:Oc與Of重合;Op與Of相距一個(gè)曲柄偏心量e。根據(jù)嚙合原理,可將擺線輪與針齒視為一對(duì)嚙合齒輪,則假定nc為擺線輪齒數(shù),np為針齒數(shù),二者轉(zhuǎn)角和齒數(shù)符合關(guān)系式為φcnc=φpnp。依據(jù)此關(guān)系式,并考慮針齒半徑修形和位置修形,可得到擺線輪齒廓方程的參數(shù)式為rc=[xc,yc,1]T,其中

圖2 擺線輪齒廓坐標(biāo)系示意圖Fig.2 Definition of coordinate system for cycloidal gear
(3)
式中:ΔRp為移距修形量;ΔRrp為等距修形量;α為角度參數(shù),其表達(dá)式為
(4)
在擺線齒輪參數(shù)式(3)和式(4)中,參數(shù)np和nc在設(shè)計(jì)初期決定減速比后,則不能改動(dòng),故而有Rp,Rrp與e可作為擺線輪齒廓修形的依據(jù),通過(guò)不同修形參數(shù)組合,可達(dá)到不同的修形效果。若專門針對(duì)修形參數(shù),擺線輪齒廓參數(shù)式可簡(jiǎn)化為
rc=rc(φp, ΔRp, ΔRrp)
(5)
2 RV減速器的輪齒接觸分析
2.1 輪齒接觸分析的坐標(biāo)系統(tǒng)
RV減速器的第一級(jí)傳動(dòng)為漸開(kāi)線行星齒輪系。以一個(gè)行星輪與太陽(yáng)輪嚙合為例,如圖3所示。圖3中坐標(biāo)系統(tǒng)定義如下:X1O1Y1與X2O2Y2分別為固定在太陽(yáng)齒輪及行星齒輪上的坐標(biāo)系;φ1為太陽(yáng)齒輪輸入角(順時(shí)針為正);φ2為行星齒輪的轉(zhuǎn)角(逆時(shí)針為正);φout為行星架的轉(zhuǎn)角(順時(shí)針為正)。

圖3 太陽(yáng)輪與行星輪嚙合分析的坐標(biāo)系定義Fig.3 Coordinate system for meshing analysis between sun gear and planetary gear
RV減速器的第二級(jí)采用擺線針輪傳動(dòng)形式,如圖4所示。圖4中擺線輪與針齒嚙合如下:φTC為擺線齒輪坐標(biāo)系中擺線齒輪上接觸點(diǎn)的位置角度參數(shù);β為針齒上真實(shí)接觸點(diǎn)的位置角度參數(shù);i為針齒編號(hào),并令最后一顆針齒位于Xp軸上,接著依序命名為第1顆~第i顆針齒(逆時(shí)鐘方向遞加)。

圖4 擺線輪與針齒嚙合坐標(biāo)系定義Fig.4 Coordinate system for meshing analysis between cycloidal gear and pins
2.2 RV減速器的TCA方程構(gòu)建與求解
RV減速器共有兩級(jí)傳動(dòng),因此必須將兩級(jí)傳動(dòng)過(guò)程的齒面接觸方程進(jìn)行集成,以獲得最終傳動(dòng)誤差。RV減速器的TCA方程的構(gòu)建,首先要將幾何接觸模型統(tǒng)一到固定坐標(biāo)系下。針對(duì)第一級(jí)傳動(dòng),根據(jù)漸開(kāi)線齒廓方程式(1)及相應(yīng)坐標(biāo)變換可得到在固定坐標(biāo)系下的太陽(yáng)輪齒廓rf1及行星輪齒廓rf2的參數(shù)式,即
rf1(u1,φ1)=Mf1(φ1)r1(u1)
(6)
rf2(u2,φ2,φout)=Mf2(φ2,φout)r2(u2)
(7)
式中:Mf1為坐標(biāo)系S1向Sf的變換矩陣;Mf2為坐標(biāo)系S2向Sf的變換矩陣。Mf1和Mf2的表達(dá)式分別為
(8)
(9)
針對(duì)太陽(yáng)輪齒廓r1及行星輪齒廓r2的參數(shù)式進(jìn)行微分運(yùn)算,可分別得到其齒廓任一點(diǎn)的切向量,并與垂直XY平面單位矢量k外積后計(jì)算出各自齒廓的單位法矢量n1和n2,其表達(dá)式分別為
(10)
(11)
根據(jù)式(10)和式(11)及相應(yīng)坐標(biāo)變換可得到在固定坐標(biāo)系下的太陽(yáng)輪齒廓及行星輪齒廓的單位法向量,即
nf1(u1,φ1)=Lf1(φ1)n1(u1)
(12)
nf2(u2,φ2,φout)=Lf2(φ2,φout)n2(u2)
(13)
式中,Lf1和Lf2分別為太陽(yáng)輪和行星輪自身坐標(biāo)系向固定坐標(biāo)系的變換矩陣,可通過(guò)取Mf1和Mf2的前3行與前3列元素得到。
TCA的齒面接觸條件:(a)兩齒面接觸點(diǎn)在同一坐標(biāo)系下的位置矢量必須相同;(b)兩齒面接觸點(diǎn)在同一坐標(biāo)系下的單位法矢量必須相等,可表述為
rf1(u1,φ1)=rf2(u2,φ2,φout)
(14)
nf1(u1,φ1)=nf2(u2,φ2,φout)
(15)
式(14)和式(15)共包括3個(gè)方程,而在輸入角φ1確定的情況下,仍有4個(gè)未知數(shù)。因此,該方程組為不定方程組,仍需考慮擺線輪齒面接觸分析。
根據(jù)擺線齒廓方程式(5),經(jīng)坐標(biāo)變換得到固定坐標(biāo)系擺線輪齒廓方程為
rfc(φTC,φ2,φout)=Mfc(φ2,φout)rc(φTC)
(16)
式中,Mfc為坐標(biāo)變換矩陣,其表達(dá)式為
(17)
類似漸開(kāi)線齒輪,得到固定坐標(biāo)系下的擺線輪齒廓的單位法向量為
nfc(φTC,φ2,φout)=Lfc(φ2,φout)nc(φTC)
(18)
式中:Lfc為由擺線坐標(biāo)系轉(zhuǎn)換至固定坐標(biāo)系的旋轉(zhuǎn)矩陣;nc為擺線輪自身坐標(biāo)系下的齒廓單位法向量,其表達(dá)式為
(19)
第i號(hào)針齒外輪廓方程式及外法矢量可分別表示為
(20)
(21)
擺線輪與針齒的TCA方程式分別為
rp(β)=rfc(φTC,φ2,φout)
(22)
np(β)=nfc(φTC,φ2,φout)
(23)
綜合漸開(kāi)線輪齒接觸方程式(14)、式(15)和擺線輪針齒接觸方程式(22)、式(23),共6個(gè)方程,涉及φout,φTC,φ2,β,u1,u26個(gè)未知數(shù),因此該方程組可解。
2.3 傳動(dòng)誤差計(jì)算
在理想狀況下,RV減速器的輸入角度與輸出角度的比值為定值。當(dāng)減速器具有傳動(dòng)運(yùn)動(dòng)誤差時(shí),實(shí)際輸出轉(zhuǎn)角并不等于理想輸出轉(zhuǎn)角。若RV減速器的理論傳動(dòng)比為z,則根據(jù)上述齒面接觸分析后可得具有修形及加工誤差影響的RV減速器的實(shí)際輸出角φout,其與理想輸出角之間的差值即為傳動(dòng)誤差Δφout,如式(24)所示
(24)
3 RV減速器的主要加工誤差
RV減速器包含諸多零件,如:太陽(yáng)輪、行星輪、擺線輪、針齒、曲柄軸、軸承及箱體等。其中,標(biāo)準(zhǔn)件的精密度較高,其制造誤差不予考慮,本文僅考慮非標(biāo)準(zhǔn)件的制造誤差,如:第一級(jí)漸開(kāi)線齒輪傳動(dòng)的零件加工誤差為太陽(yáng)齒輪偏心誤差、行星齒輪偏心誤差及二者的齒距誤差;第二級(jí)擺線針輪傳動(dòng)的零件加工誤差為擺線輪齒距誤差、針齒半徑誤差、針齒位置度誤差及曲柄軸偏心量誤差等。
3.1 擺線針輪傳動(dòng)的主要加工誤差
(1) 針齒制造誤差:包括針齒半徑誤差dr、針齒分布位置度誤差Re和針齒分布角誤差θe。將此三種誤差融入式(20)后構(gòu)成考慮新的針齒廓參數(shù)化表達(dá)式為
(25)
(2) 擺線齒輪齒距誤差Epr:如圖5所示,齒距誤差Epr可通過(guò)式(26)轉(zhuǎn)化為角誤差θc。依據(jù)此角度誤差建立旋轉(zhuǎn)坐標(biāo)變換矩陣,并且將擺線齒形輪廓參數(shù)前乘此變換矩陣,即可得到具有齒距誤差的擺線輪齒形。
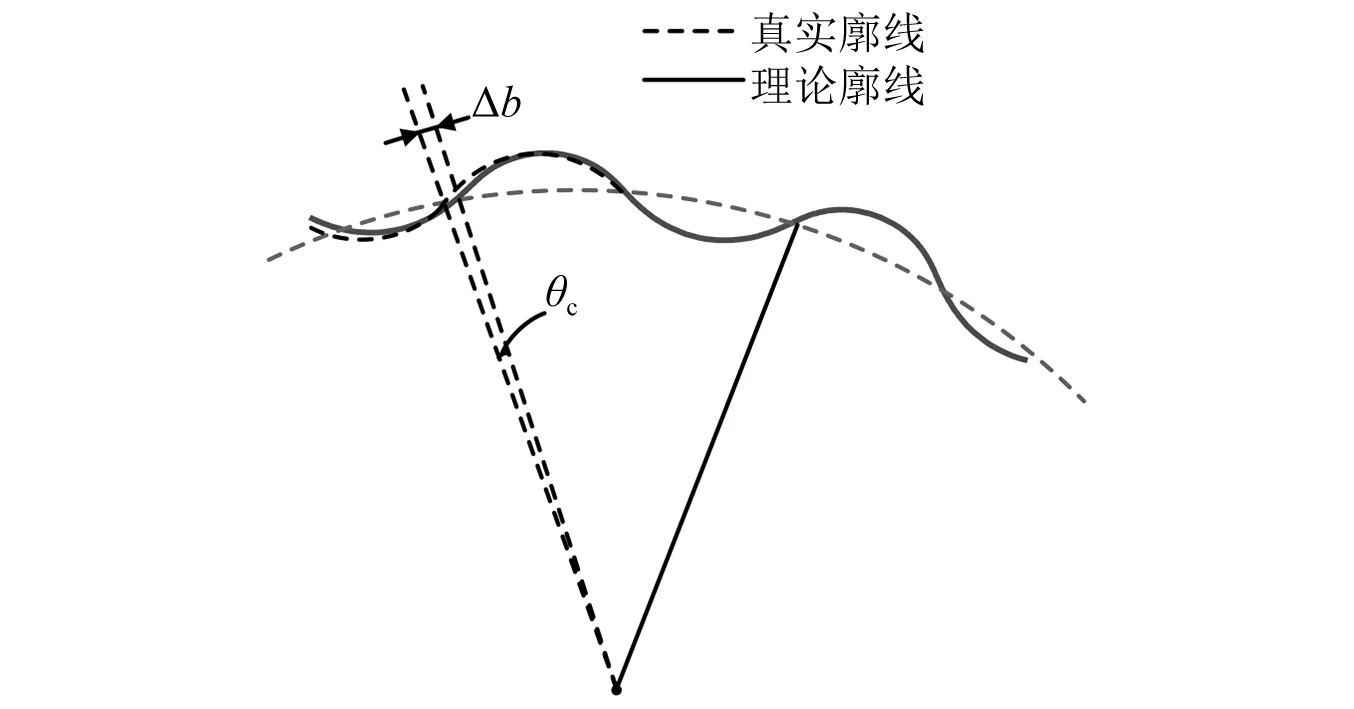
圖5 擺線輪齒距誤差示意圖Fig.5 Pitch error of cycloidal profile
(26)
(3) 曲柄軸偏心量誤差dec:將矩陣Mfc的偏心量e加上誤差dec,如式(27)所示
(27)
3.2 漸開(kāi)線齒輪傳動(dòng)的主要加工誤差
(1) 太陽(yáng)輪偏心誤差:如圖6所示,太陽(yáng)輪理論中心為Of,實(shí)際中心點(diǎn)為O1,偏心誤差為des。因此可將坐標(biāo)變換矩陣改為

圖6 太陽(yáng)輪偏心誤差示意圖Fig.6 Eccentric error of sun gear
(28)
(2) 行星輪偏心誤差:如圖7所示,行星齒輪中心孔偏心誤差為dep,具有誤差的轉(zhuǎn)移矩陣可以改寫為

圖7 行星輪偏心誤差示意圖Fig.7 Eccentric error of planetary gear
Mf2=
(29)
(3) 漸開(kāi)線齒輪齒距誤差:太陽(yáng)輪與行星輪等漸開(kāi)線齒輪在制造工程中會(huì)產(chǎn)生齒距誤差。設(shè)定最大累積齒距誤差為Em,且假定各齒的齒距誤差Et服從正弦規(guī)律,即可表示為
(30)
式中:n為漸開(kāi)線齒輪齒數(shù);下標(biāo)k為s或p,其中,s和p分別為太陽(yáng)輪和行星輪;通過(guò)弧角關(guān)系可將齒距誤差轉(zhuǎn)換成角度誤差,并以旋轉(zhuǎn)矩陣的形式疊加到齒形方程式(1),即可得到考慮齒距誤差的新齒形。
3.3 各項(xiàng)加工誤差的影響分析
依據(jù)第2章、3.1節(jié)和3.2節(jié)所提出的考慮多種加工誤差綜合作用下的傳動(dòng)誤差計(jì)算方法,考察各項(xiàng)加工誤差對(duì)傳動(dòng)誤差的影響。具體的RV減速器設(shè)計(jì)參數(shù)如表1所示。其中,針齒數(shù)為11,取較少的針齒數(shù)可實(shí)現(xiàn)當(dāng)各項(xiàng)加工誤差發(fā)生微小變化時(shí)傳動(dòng)誤差具有較顯著變動(dòng),利于分析且不失一般性。
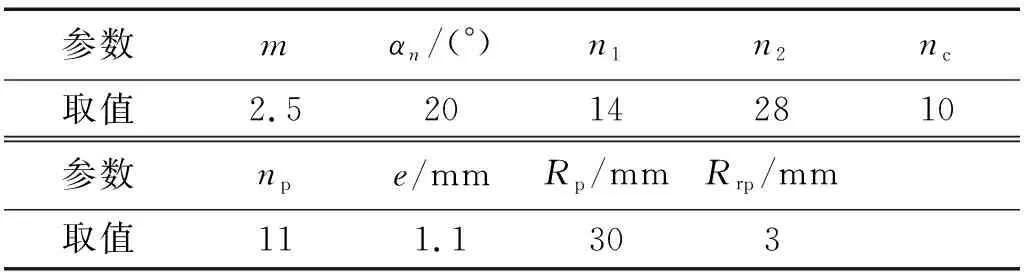
表1 RV減速器設(shè)計(jì)參數(shù)Tab.1 Design parameters of RV reducer
(1) 針齒半徑誤差dr的影響
設(shè)定針齒半徑誤差dr從-0.01 mm增加到0.01 mm,分析該誤差變化對(duì)傳動(dòng)誤差的影響。針齒半徑對(duì)傳動(dòng)誤差的變化,如圖8所示,基本符合線性關(guān)系,即隨著針齒半徑的增加,擺線輪和針齒的間隙變小進(jìn)而使最大傳動(dòng)誤差下降,圖8中實(shí)線為線性回歸曲線,其斜率即為針齒半徑誤差的靈敏度。

圖8 針齒半徑誤差對(duì)傳動(dòng)誤差的曲線Fig.8 Curve of pin radius error to transmission error
(2) 針齒位置度的靈敏度
分析當(dāng)針齒分布圓半徑誤差dR在0~0.01 mm內(nèi)變化時(shí),傳動(dòng)誤差的變化情況,如圖9所示。可見(jiàn),針齒分布圓半徑誤差越大,傳動(dòng)誤差越大,二者呈線性關(guān)系。
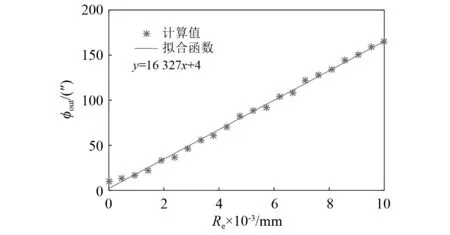
圖9 針齒位置半徑誤差對(duì)傳動(dòng)誤差的曲線Fig.9 Curve of pin positon radius error to transmission error
(3) 曲柄軸偏心量誤差的靈敏度
設(shè)定曲柄軸偏心量誤差dec從-0.01 mm增加到0.01 mm,分析其對(duì)傳動(dòng)誤差的影響,如圖10所示。可見(jiàn),隨著dec的增大,傳動(dòng)誤差以近似指數(shù)形式增大。圖10所示曲線的斜率并非定值,故而取其梯度即可得到靈敏度及其線性回歸曲線,如圖11所示。
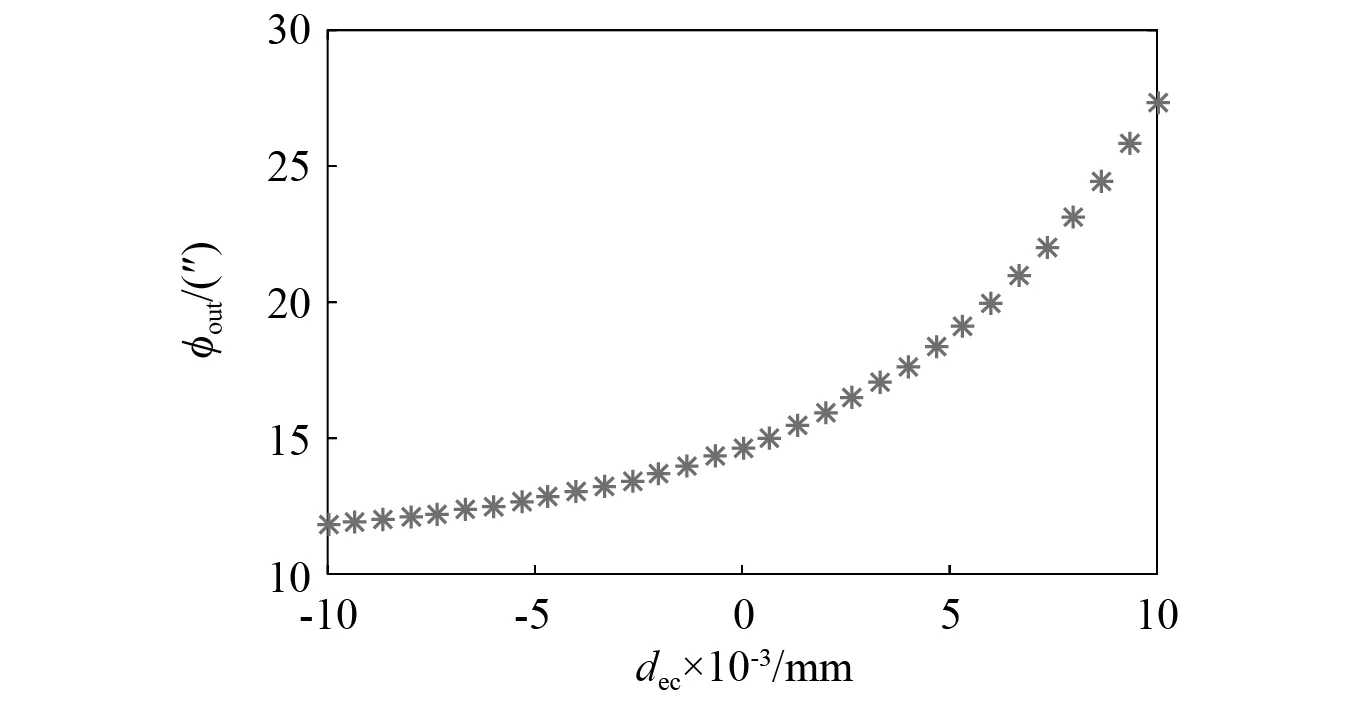
圖10 曲柄軸偏心量誤差對(duì)傳動(dòng)誤差的影響Fig.10 Variations of eccentricity error of crank shaft to transmission

圖11 曲柄軸偏心量誤差的靈敏度Fig.11 Sensitity of eccentricity error of crank shaft to transmission
(4) 擺線齒輪齒距的靈敏度
擺線輪的最大累加齒距誤差Epr變化對(duì)傳動(dòng)誤差的影響,如圖12所示。Epr在-0.01 mm~0.01 mm內(nèi)變化。Epr正負(fù)號(hào)只會(huì)改變起始齒距偏移方向,并不影響整體最大運(yùn)動(dòng)誤差,故而成對(duì)稱關(guān)系。此外,Epr的絕對(duì)值越大,傳動(dòng)誤差也越大,基本呈線性關(guān)系。

圖12 擺線輪齒距誤差對(duì)傳動(dòng)誤差的影響Fig.12 Curve of pitch error of cycloidal profile to transmission error
(5) 漸開(kāi)線齒輪偏心量的影響
RV減速機(jī)的太陽(yáng)輪及行星輪皆為漸開(kāi)線齒輪,設(shè)定二者偏心量誤差在0~0.01 mm內(nèi)變化,其對(duì)傳動(dòng)誤差的影響如圖13所示。太陽(yáng)輪與行星輪的偏心量增大均可導(dǎo)致傳動(dòng)誤差的增大,影響程度大致相同,且均呈線性關(guān)系。

圖13 漸開(kāi)線齒輪偏心量對(duì)傳動(dòng)誤差的影響Fig.13 Curve of eccentricity error of involute gear to transmission error
(6) 漸開(kāi)線齒輪齒距誤差的靈敏度
太陽(yáng)輪與行星輪的累加齒距誤差Ep1和Ep2變化對(duì)傳動(dòng)誤差的影響,如圖14所示。二者累加齒距誤差在-0.01 mm~0.01 mm內(nèi)變化。可見(jiàn)左右兩端如同擺線齒輪齒距誤差約略成對(duì)稱之線性關(guān)系。

圖14 漸開(kāi)線齒輪齒距誤差對(duì)傳動(dòng)誤差的影響Fig.14 Curve of pitch error of involute gear profile to transmission error
3.4 加工誤差的靈敏度對(duì)比
將3.3節(jié)得到的各項(xiàng)加工誤差對(duì)RV減速器傳動(dòng)誤差的靈敏度匯總,如表2所示。由表2可知,針齒位置度誤差、擺線輪累積齒距誤差的影響較大,而針齒半徑誤差、曲柄軸偏心量誤差、漸開(kāi)線齒輪齒距誤差及偏心誤差的影響較小。根據(jù)各項(xiàng)誤差對(duì)傳動(dòng)誤差的影響程度,可選用不同的加工精度等級(jí),既可保證加工質(zhì)量,又可控制加工成本。

表2 各項(xiàng)加工誤差對(duì)傳動(dòng)誤差的靈敏度Tab.2 Sensitivities of each manufacturing errors to trasimission error 單位:(″)/mm
4 基于可靠度的RV減速器加工精度優(yōu)選方法
4.1 可靠度分析方法
根據(jù)RV減速器的結(jié)構(gòu)尺寸、各項(xiàng)加工誤差,通過(guò)第2章和第3章所構(gòu)建的傳動(dòng)誤差分析方法進(jìn)行可靠度分析。該可靠度分析流程如圖15所示。首先,根據(jù)RV減速器的結(jié)構(gòu)尺寸及加工精度等級(jí),生成給定數(shù)量的誤差樣本;然后,針對(duì)每組樣本進(jìn)行干涉分析,若無(wú)干涉則繼續(xù)進(jìn)行傳動(dòng)誤差計(jì)算。由于可靠度分析通過(guò)隨機(jī)抽樣來(lái)進(jìn)行,因此需要足夠大的樣本數(shù)才能盡可能降低可靠度誤差。根據(jù)文獻(xiàn)[18],可靠度誤差ε%表示為

圖15 RV減速器傳動(dòng)可靠度的計(jì)算流程Fig.15 Flowchart of transmission reliability analysis for RV reducer
(31)
式中:Ms為樣本總數(shù);p為可靠度。一般情況下,可靠度誤差不超過(guò)10%。假定RV減速器的傳動(dòng)可靠度為0.98,則可根據(jù)式(31)得到該可靠度下所需樣本數(shù)為20 000。因此設(shè)定樣本數(shù)為20 000組,并計(jì)算各組加工誤差下RV減速器在輸入角旋轉(zhuǎn)360°不會(huì)產(chǎn)生干涉的概率,即為該誤差等級(jí)下的可靠度。
當(dāng)零件批量加工時(shí),其尺寸公差需滿足一定公差等級(jí)。加工等級(jí)的選用,可綜合考慮加工誤差靈敏度及制造成本。RV減速器為精密傳動(dòng)機(jī)構(gòu),故其加工精度設(shè)置為IT5和IT6。為了便于對(duì)比,公差等級(jí)分為三類,即所有誤差均采用IT5、IT6及IT5/IT6混合使用三種情況。基于靈敏度分析結(jié)果并依據(jù)國(guó)際標(biāo)準(zhǔn)公差等級(jí)[19],設(shè)定各項(xiàng)加工誤差的等級(jí)及誤差尺寸范圍,如表3所示。因針齒位置度誤差無(wú)法通過(guò)查表獲得其標(biāo)準(zhǔn)公差,可預(yù)設(shè)為0.02 mm。雖然曲柄軸偏心量誤差的靈敏度較小,但對(duì)其所連接軸承壽命有重大影響,故設(shè)置為IT5級(jí)精度。具體計(jì)算時(shí),運(yùn)用MATLAB軟件中的“normrnd” 指令來(lái)產(chǎn)生符合高斯分布的各零件加工誤差。

表3 各項(xiàng)加工誤差的對(duì)應(yīng)公差等級(jí)選定Tab.3 Selection of accuracy grades for different manufacturing errors
采用隨機(jī)抽樣生成的加工誤差來(lái)形成設(shè)計(jì)尺寸,可能會(huì)使機(jī)構(gòu)運(yùn)動(dòng)時(shí)存在干涉。因此,在傳動(dòng)誤差分析前,需進(jìn)行干涉檢測(cè)。干涉檢查采用距離判別法,即當(dāng)針齒中心到擺線輪廓上的各個(gè)點(diǎn)距離L都大于針齒半徑時(shí),則表示針齒與擺線盤并未接觸;而當(dāng)針齒中心到擺線輪廓上有任何一點(diǎn)小于針齒半徑時(shí),則代表針齒和擺線盤發(fā)生干涉,具體L的計(jì)算方法為
L2=[xc(φTC)-xp]2+[yc(φTC)-yp]2
(32)
因此,可通過(guò)計(jì)算擺線輪廓到針齒中心最短距離點(diǎn)來(lái)作為判定準(zhǔn)則。但是式(32)涉及平方及開(kāi)方運(yùn)算,在大樣本量的情況下,勢(shì)必耗費(fèi)巨大計(jì)算時(shí)間。因此,將式(32)進(jìn)行微分處理得到
(33)
由式(33)并根據(jù)極值定理,得到極值條件下的φTC,并將其重新代入式(32)即可得到最短距離。
4.2 不同公差等級(jí)下的可靠度評(píng)估
以20 000樣本量為基準(zhǔn),針對(duì)表3的公差等級(jí),分別進(jìn)行RV減速器的可靠度分析,結(jié)果如表4所示。由表4可知,在IT5以及IT5/IT6混合使用的情況下,可靠度均超過(guò)98%;當(dāng)精度等級(jí)為IT6時(shí),可靠度為96%。可見(jiàn)為了控制加工成本,不必全部零件都采用IT5級(jí)精度,而將對(duì)傳動(dòng)誤差影響較小的漸開(kāi)線齒輪加工精度降低一個(gè)等級(jí),采用IT5/IT6混合使用,也可滿足傳動(dòng)精度要求。

表4 不同加工誤差等級(jí)的RV減速器傳動(dòng)可靠度及可靠度誤差Tab.4 Transmission reliabilities and errors of RV reducer under different manufacturing error grades 單位:%
傳動(dòng)誤差方面,分別在IT5、IT6及IT5/IT6三種情況下的各自20 000組樣本數(shù)中,輸入角旋轉(zhuǎn)360°,在擺線輪與針齒未發(fā)生干涉時(shí)對(duì)RV減速器的傳動(dòng)誤差進(jìn)行統(tǒng)計(jì),得到落在某傳動(dòng)誤差區(qū)間且未發(fā)生干涉的樣本組數(shù)Ns,如圖16所示。由圖16可知,在IT5與IT6等級(jí)下RV減速器的傳動(dòng)誤差分布并不完全相同。IT5等級(jí)下最大運(yùn)動(dòng)誤差集中分布在60″~100″;IT6 等級(jí)下最大運(yùn)動(dòng)誤差集中分布在80″~100″。此外,相對(duì)IT6級(jí),IT5級(jí)下傳動(dòng)誤差整體趨勢(shì)較集中,且主要分布在較小區(qū)間。

圖16 在IT5、IT6及IT5/IT6情況下,RV減速器傳動(dòng)誤差分布圖Fig.16 Distribution of transmission error of RV reducer when manufacturing error IT5, IT6 and IT5/IT6
在IT5與IT5/IT6兩種情況下,最大傳動(dòng)誤差分布幾乎相同,可靠度也較為接近。因此,將太陽(yáng)輪和行星輪的加工等級(jí)改為IT6等級(jí)后,對(duì)RV減速器的傳動(dòng)精度影響很小。因此在實(shí)際加工中,可通過(guò)選配不同的加工等級(jí)來(lái)實(shí)現(xiàn)既可滿足傳動(dòng)要求,又可降低加工成本的目的。
5 結(jié) 論
本文以輪齒接觸分析方法構(gòu)建了考慮齒廓修形、加工誤差等因素的RV減速器傳動(dòng)誤差分析模型,以及比較各加工誤差的靈敏度,最后提出了在滿足傳動(dòng)可靠度的前提下,主要加工誤差的公差等級(jí)優(yōu)選方法,總結(jié)如下:
(1) 綜合對(duì)比各項(xiàng)加工誤差對(duì)傳動(dòng)誤差的影響,表明針齒半徑誤差、針齒位置度誤差、擺線輪齒距累積誤差、漸開(kāi)線齒輪偏心量誤差和累積齒距誤差均勻與傳動(dòng)誤差近似呈線性關(guān)系;曲柄軸偏心量誤差與傳動(dòng)誤差近似呈指數(shù)關(guān)系。
(2) 通過(guò)對(duì)比各加工誤差對(duì)傳動(dòng)誤差的靈敏度可知,針齒位置度誤差、擺線輪累積齒距誤差的影響較大,而針齒半徑誤差、曲柄軸偏心量誤差、漸開(kāi)線齒輪齒距誤差及偏心誤差的影響較小。
(3) 當(dāng)可靠度滿足0.98和可靠度誤差小于10%時(shí),隨機(jī)樣本總量需大于20 000。基于該樣本量進(jìn)行IT5級(jí)和IT6級(jí)公差下RV減速器傳動(dòng)誤差分析,結(jié)果表明,漸開(kāi)線齒輪與針齒半徑采用IT6級(jí)精度、擺線輪與曲柄軸采用IT5級(jí)精度,可得到與所有零件均采用IT5級(jí)精度下的相同的傳動(dòng)誤差分布,從而得到不同公差等級(jí)搭配可滿足傳動(dòng)要求,且能降低加工成本的結(jié)論。