大型鋁合金鍛件熱處理過程內應力模擬研究*
2023-01-18 03:00:12龔利華
現(xiàn)代機械 2022年6期
龔利華,郭 容
(宜賓職業(yè)技術學院 智能制造學院,四川 宜賓 644003)
7系高強鋁合金是飛機結構件主要材料[1],其工作時必然承受較大的應力載荷。因此,控制可以提高綜合性能的鍛造、熱處理過程尤為關鍵。鍛件生產過程中不均勻的塑性變形和溫差均可使內部產生較大的內應力,并殘留于合金內部,使整個鍛件表層到心部性能不穩(wěn)定[2],尤其是結構相對較大的航空結構件。鍛件尺寸越大,塑性變形及溫差越大,其內應力分布狀態(tài)越復雜,殘留的內應力更大,造成后續(xù)加工時尺寸穩(wěn)定性差,發(fā)生翹曲變形等缺陷[3-5]。因此,有必要研究鍛件在鍛造、固溶及淬火整個過程中內應力的變化規(guī)律。
目前數(shù)值分析淬火過程的溫度場、應力場的變化規(guī)律研究較多[6-8]。但同時結合淬火鍛造、固溶處理殘留內應力耦合因素的分析較少。而實際生產過程中淬火前鍛件仍有內應力存在。因此,準確模擬淬火過程殘留內應力必須綜合考慮淬火前鍛件的內應力分布。本文借助Deform-3D軟件,以飛機結構件長緣條鍛件為研究對象,7050鋁合金為研究材料,耦合模擬長緣條鍛造、固溶、淬火過程的內應力。優(yōu)化長緣條鍛件熱處理制度,減少殘留內應力,提高鍛件的使用性能。
1 鍛造殘留內應力分析
為了分析經過鍛壓后長緣條鍛件殘留的內應力,建立長緣條鍛件模擬分析幾何模型,如圖1(a)。該緣條形鍛件具有一定幅度,整個長緣條長寬高尺寸為3500 mm×480 mm×100 mm。借助Deform-3D軟件,導入模擬所需的模具與坯料,由于長緣條坯料寬度方向上左右對稱,為了簡化計算,節(jié)省時間,分析時取坯料一半進行鍛造模擬,模擬時定義模具為剛性,坯料為彈塑性體,模具坯料溫度分別為440 ℃和350 ℃。材料其他模擬參數(shù)參考相關文獻[9]。圖1(b)為Z向鍛后殘留的內應力分布規(guī)律,可以看出,不均勻塑性變形使長緣條鍛件引入大量鍛造應力,于長緣條表面引入大量殘留壓應力,緣條變形幅度最大的部位,殘留壓應力最大,顏色最深,整個鍛件壓應力最大值達到240 MPa,而在鍛造飛邊處呈現(xiàn)拉應力狀態(tài)。

圖1 鍛造模型及鍛后應力分布
2 鍛件固溶處理內應力分析
塑性變形時粗大第二相阻礙位錯運動,產生應力集中使金屬過早斷裂。因此,需要進一步的固溶時效熱處理,在固溶處理階段,固溶溫度應盡可能最大限度提高,促使粗大第二相最大限度地回溶入基體,以改善合金的綜合性能。直接將鍛后長緣條的“.db”模型文件導入DEFORM-3D 軟件,進行固溶過程熱處理模擬分析。經過差熱分析和掃描電鏡觀察,得到7050鋁合金DSC分析曲線及478 ℃固溶后的第二相SEM,如圖2。由圖可以看出,合金過燒溫度為486 ℃,固溶處理模擬溫度應低于過燒溫度,當固溶溫度為478 ℃時,大部分粗大第二相回已溶入基體。因此,本模擬固溶溫度設定為478 ℃,假設長緣條與空氣表面換熱系數(shù)為0.2 N/(s·mm·℃),模擬時長1 h。
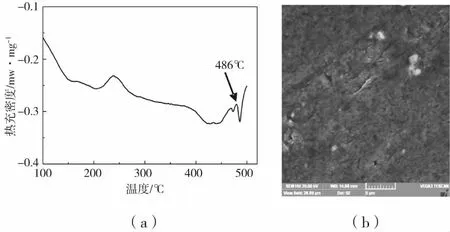
圖2 7050鋁合金DSC曲線及第二相SEM
長緣條鍛造后立即固溶可以縮短固溶時間,節(jié)約生產成本,分析時忽略轉移時間,直接進行固溶處理模擬。固溶過程中,長緣條表面與芯部位置處,其溫度隨時間的變化規(guī)律如圖3(a)所示。從圖可以看出,鍛后長緣條溫度仍較高,約為420 ℃,經過20 min固溶后,幾乎整個長緣條均達到固溶溫度,達到固溶溫度時間較短。為了研究長緣條構件表面各點Z向內應力變化規(guī)律,于長緣條表面沿緣條方向均勻選取A、B、C、D、E、F、G點,如圖1(b)所示。表面各點的內應力變化曲線如圖3(b)。從曲線變化可知,固溶過程表面各處大部分Z向殘留壓應力逐漸得到釋放,鍛造后表面壓應力為180 MPa左右,固溶后下降至50 MPa左右,不同部位的釋放量均在100 MPa以上,完成固溶過程后,整個長緣條仍呈壓應力狀態(tài)。
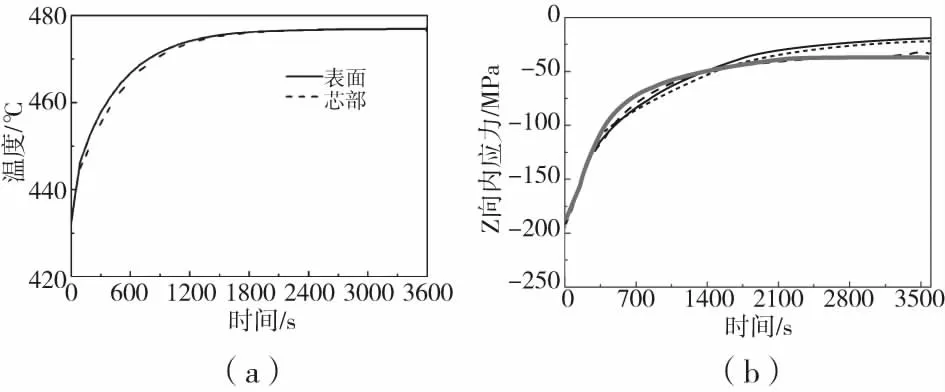
圖3 固溶過程鍛件溫度及Z向內應力演變規(guī)律
3 淬火數(shù)值模擬分析場
3.1 淬火過程參數(shù)設置
不同淬火水溫冷卻能力由鍛件表面與水的換熱系數(shù)體現(xiàn),模擬時對鍛件施加不同溫度下的換熱系數(shù)即可建立淬火邊界條件。淬火時表面換熱系數(shù)參考文獻[10],直接導入固溶后“.db”模型文件,以保證模擬過程中內應力的遺傳性。在deform-3D參數(shù)設置中輸入劃分網格的數(shù)量100000,設置時間步長為1 s,添加邊界條件及對稱面等,其他熱物性能及力學性能參數(shù)均參考文獻[11]。淬火時假設為理想狀態(tài),即內部溫度一致,水溫恒定,忽略極微小的相變和空中轉移時間。淬火內應力主要是由溫度差引起的熱應力,因此,研究淬火過程溫度場變化規(guī)律尤為重要,設定淬火水溫為20 ℃、35 ℃、60 ℃。
3.2 淬火過程溫度場模擬
由于熱處理過程后的內應力與變形均為溫差造成的不均勻收縮導致,因此,有必要分析長緣條鍛件表層金屬和芯部的溫度演變規(guī)律。圖4為淬火過程長緣條表層和中心的溫度下降規(guī)律模擬結果,從圖可以得出,鍛件金屬表層到芯部溫度變化不規(guī)律,呈現(xiàn)非線性的特性。與35 ℃、60 ℃淬火水溫相比,20 ℃時內外溫差最大,溫度下降的斜率最大,溫度下降更不均,由此產生的熱應力更大。提高淬火至35 ℃和60 ℃時,內外溫差逐漸下降,兩淬火溫度下降斜率變化相近,而淬火水溫越低,淬火效果越好,綜合考慮選擇淬火水溫為35 ℃較合理。
3.3 淬火過程殘留內應力模擬
為了研究長緣條構件35 ℃淬火時表面和芯部Z向內應力變化規(guī)律,沿緣條方向分別選取表面點A、B、C、D、E、F、G點和芯部點A′、B′、C′、D′、E′、F′,如圖1(b)所示。表面和芯部各點的內應力變化曲線分別如圖5(a)和圖5(b)。由圖可以看出,緣條方向上表面各點呈現(xiàn)出的變化規(guī)律基本一致,芯部各點變化規(guī)律也基本相同。圖5(a)可以看出,在淬火的幾秒內,長緣條表層的壓應力即變?yōu)槔瓚Γ? s時,表層拉應力增至最大60 MPa,隨后不斷下降,使內應力又轉變?yōu)閴簯Γ髩簯﹄S淬火過程進行不斷增大,15 s時壓應力增至最大180 MPa,并最終殘留于長緣條表層。剛淬火時長緣條表層金屬溫度急降,收縮量大于內層金屬而呈現(xiàn)拉應力狀態(tài)。隨后內部金屬收縮量大于表層,對表層金屬呈現(xiàn)壓應力狀態(tài),并不斷增加殘留于鍛件。芯部各處點Z向內應力的變化曲線如圖5(b)所示,剛淬火時,長緣條芯部壓應力有所增加,淬火至4 s時壓應力最高,達到90 MPa。而后金屬受到拉應力并不斷增加,15 s時增至最大120 MPa。由于剛淬火鍛件芯部金屬處于高溫,其收縮速度遠小于表層金屬,芯部金屬受到表面金屬收縮產生的壓應力。當淬火至芯部金屬溫降速度高于表層時,此時芯部金屬更快,對芯部金屬呈現(xiàn)拉應力狀態(tài),使長緣條心部的應力狀態(tài)由壓應力轉變?yōu)槔瓚顟B(tài)。最終在整個長緣條形成表面受壓、芯部受拉的應力分布特征。
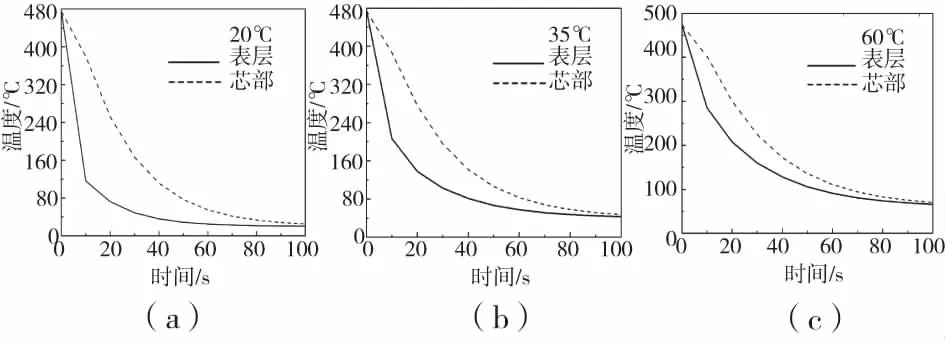
圖4 淬火過程溫度變化

圖5 淬火過程Z向內應力演變規(guī)律
4 結論
利用Deform-3D可預測大型鍛件制造過程中溫度與內應力演變規(guī)律,長緣條鍛件在鍛造后產生較大的壓應力,其值高達240 MPa。固溶處理可以釋放大部分Z向殘留的壓應力,固溶后整個長緣條鍛件仍呈壓應力狀態(tài)。淬火時鍛件溫度由外向內呈非線性復雜變化,與淬火水溫為20 ℃相比,35 ℃水溫時,溫差明顯減小,由溫差導致的熱應力減少。淬火時,長緣條表面各點均由拉應力轉變?yōu)閴簯Γ静拷饘俎D變狀態(tài)則相反。最終于長緣條表面殘留180 MPa的壓應力,芯部殘留120 MPa的拉應力。因此,淬火過程產生內應力對鍛件尺寸穩(wěn)定性影響最大。
