內嚙合強力珩齒工件齒面珩削紋理預測與控制方法研究
2023-01-16 03:02:28李振富田曉青費寧忠
中國機械工程 2023年1期
韓 江 李振富 田曉青 費寧忠 夏 鏈
1.合肥工業大學機械工程學院,合肥,230009 2.安徽省智能數控技術及裝備工程實驗室,合肥,230009 3.上海納鐵福傳動系統有限公司,上海,201315
0 引言
隨著新能源汽車的飛速發展,傳統內燃機逐漸被電機取代,汽車傳動裝置的噪聲開始受到重點關注,齒輪作為汽車變速箱的重要零部件,其加工精度和表面質量對變速箱噪聲有重要影響。目前大多數齒輪在熱處理后常采用磨齒和珩齒等精加工工藝來獲得較高的加工精度和表面質量[1]。磨齒加工的精度一般可達5級,但齒面產生的平行紋理在高速齒輪副嚙合過程中容易發生周期諧振,產生噪聲;內嚙合強力珩齒是目前工業中應用最多的珩齒工藝,由于其特殊的加工形式,具有較高的加工效率,同時形成特殊的弧線紋理能有效避免諧振問題、提高齒面的儲油能力[2],因此高性能變速器齒輪副常采用珩齒工藝或一磨一珩的工藝組合[3]。齒輪表面加工紋理對齒輪嚙合噪聲有重要影響,為降低變速器噪聲,需對齒面紋理進行設計及優化。
在珩齒加工過程中,珩磨輪易發生磨損,使被珩工件的加工精度和表面質量下降[4],嚴重時可導致工件不合格或珩磨輪報廢,為保證加工過程的正常進行,需要定期對珩磨輪進行修整,利用金剛修整環和金剛修整輪將珩磨輪表面材料去除,使其露出新的磨粒,重新獲得切削能力。但珩磨輪的修整會改變原始的加工條件,影響加工齒輪質量的一致性[4],因此,研究不同的加工條件對珩齒齒面紋理的影響對齒輪加工具有重要意義。
SCHWEICKERT[5]對比了工件與珩磨輪間不同軸交角對珩削紋理的影響,發現珩磨過程中形成紋理有利于存儲潤滑油,除節圓位置外,兩側的紋理分別向反方向延伸。JOLIVET等[6-7]研究宏觀和微觀幾何缺陷對振動的影響,開發了一級齒輪系統的二維有限元仿真模型,提出了區分磨齒和強力珩齒的影響單級直齒輪噪聲的精加工工藝,但齒面微尺度粗糙度對齒輪噪聲的影響尚未得到很好的研究和理解。韓江等[8]對內齒強力珩齒與蝸桿砂輪磨齒切削機理進行對比分析與試驗研究,得出兩種工藝對齒面幾何精度的影響規律。SCHENK等[9]設計一種無需修整的高性能珩磨輪,分析了軸交角對切削速度的影響,以及中心距和軸交角對珩削齒面紋理分布的影響關系。AMINI等[10]通過實驗證明了內嚙合強力珩齒加工的齒輪表面形貌是一種弧線幾何紋理,可以有效降低齒輪嚙合傳動噪聲。任強等[11]研究了珩削速度和磨粒粒度等因素對齒面粗糙度的影響,建立了工件表面各點運動線速度方程,探究不同齒高處粗糙度變化規律。LI等[12]研究了不同工況下齒面形貌引起的時變摩擦系數對直齒圓柱齒輪動態特性的影響,結果表明該影響主要體現在齒面摩擦力方向上。
本文根據內嚙合珩齒原理和空間曲面共軛嚙合理論,建立珩齒加工過程運動模型和接觸線模型,分析珩齒加工參數中心距和軸交角變化時珩磨輪與工件齒面接觸點的相對運動速度大小和方向,通過接觸點處珩削速度來模擬珩削軌跡,研究內嚙合強力珩齒加工時工件齒面紋理的形成機制,建立珩削齒面紋理的預測模型,提出一種對珩齒齒面紋理的分布及變化趨勢的主動控制方法,為齒輪優化設計及珩削加工提供理論依據。
1 內嚙合強力珩齒工件齒面紋理形成機制
珩齒過程中,內齒珩磨輪與工件齒輪在空間上呈交錯軸分布,在各自的電機驅動下,按一定的傳動比保持強制性聯動關系。內齒珩磨輪表面磨粒與工件齒輪齒面存在相對滑擦運動,并通過珩磨輪對工件齒輪齒面施加接觸壓力,使磨粒切入切出工件齒輪齒面,在工件齒面上留下一系列加工痕跡,最終形成齒面紋理。
由于工件齒輪與珩磨輪軸線間存在一夾角,珩輪與工件接觸點處的珩削速度vC由齒向速度vL和齒形速度vH疊加而成(圖1):
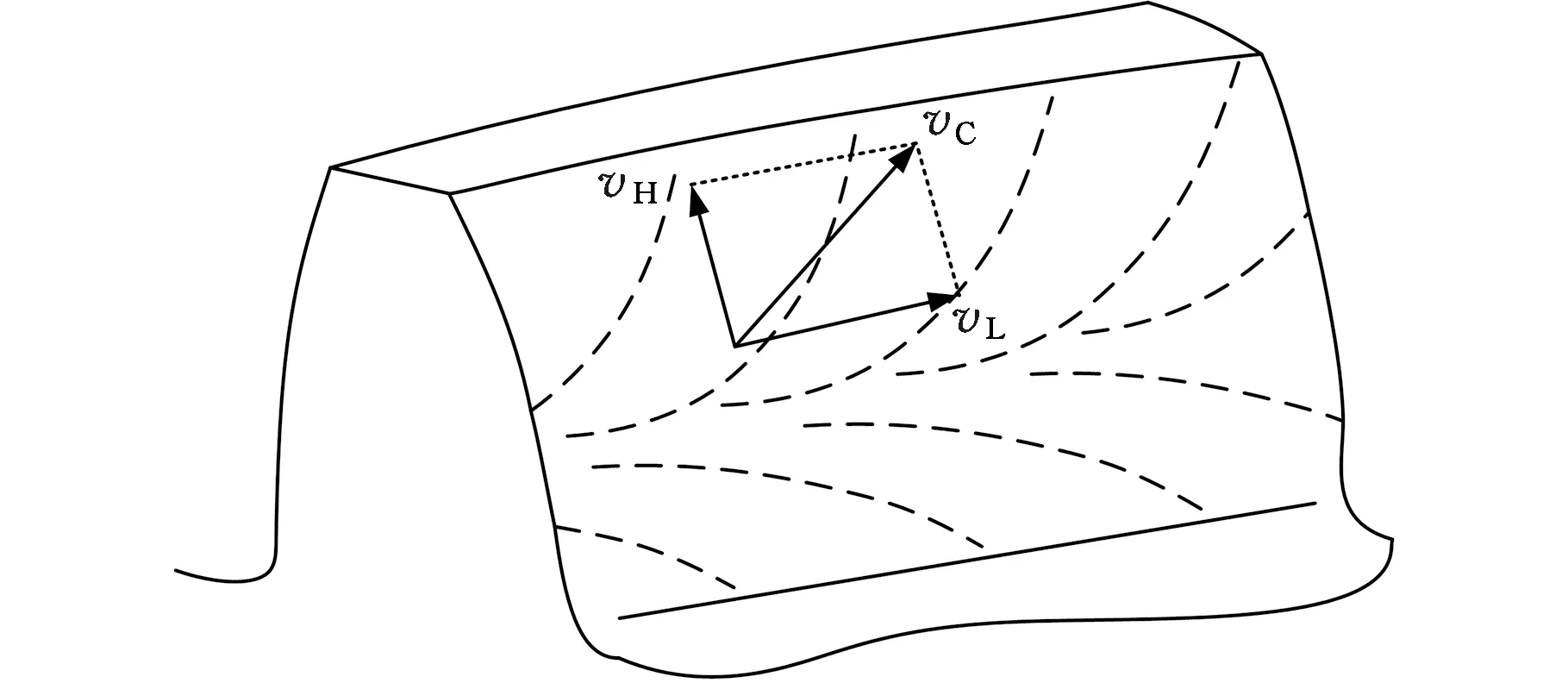
圖1 內嚙合強力珩齒工件齒面珩削速度Fig.1 Honing speed of gear surface during internal gearing power honing
vH=2π(ρWnW-ρHnH)
(1)
(2)
(3)
式中,ρW、ρH分別為工件齒輪與珩磨輪接觸點處的垂直于軸線剖面中的曲率半徑;nW、nH分別為工件齒輪與珩磨輪的工作轉速;rW為工件齒輪上接觸點到工件齒輪軸線的距離;Σ為工件齒輪與珩磨輪軸線的夾角(即軸交角);βH為珩磨輪的螺旋角。
在工件節圓位置,齒形速度vH為零,在節圓兩側速度逐漸增大,方向相反,齒向速度vL與工件接觸點到軸線的距離rW和珩磨輪螺旋角βH有關。因此在工件齒面上任意一點的珩削速度vC的大小和方向均不相同,這一特點使得珩削后的齒面紋理呈弧線。珩齒加工時工件與珩磨輪為線接觸[13],為研究工件齒面珩削紋理,需建立珩削時工件齒面接觸線模型。
2 工件齒面接觸線模型
珩齒加工時,工件齒面與珩磨輪齒面滿足共軛嚙合關系,通過建立工件與珩磨輪的空間坐標系和工件齒面數學方程,結合共軛嚙合條件,對工件齒面接觸線數學模型進行推導。
2.1 建立工件齒輪與珩磨輪空間坐標系
建立珩齒加工過程的空間坐標系,如圖2所示。SW(OWxWyWzW)和SH(OHxHyHzH)分別為工件齒輪和珩磨輪的固定坐標系,S1(O1x1y1z1)和S2(O2x2y2z2)分別為工件齒輪和珩磨輪的運動坐標系,ω1和φ1為工件齒輪的運動角速度和轉動角度,ω2和φ2為珩磨輪的運動角速度和轉動角度,a為工件齒輪與珩磨輪的中心距。
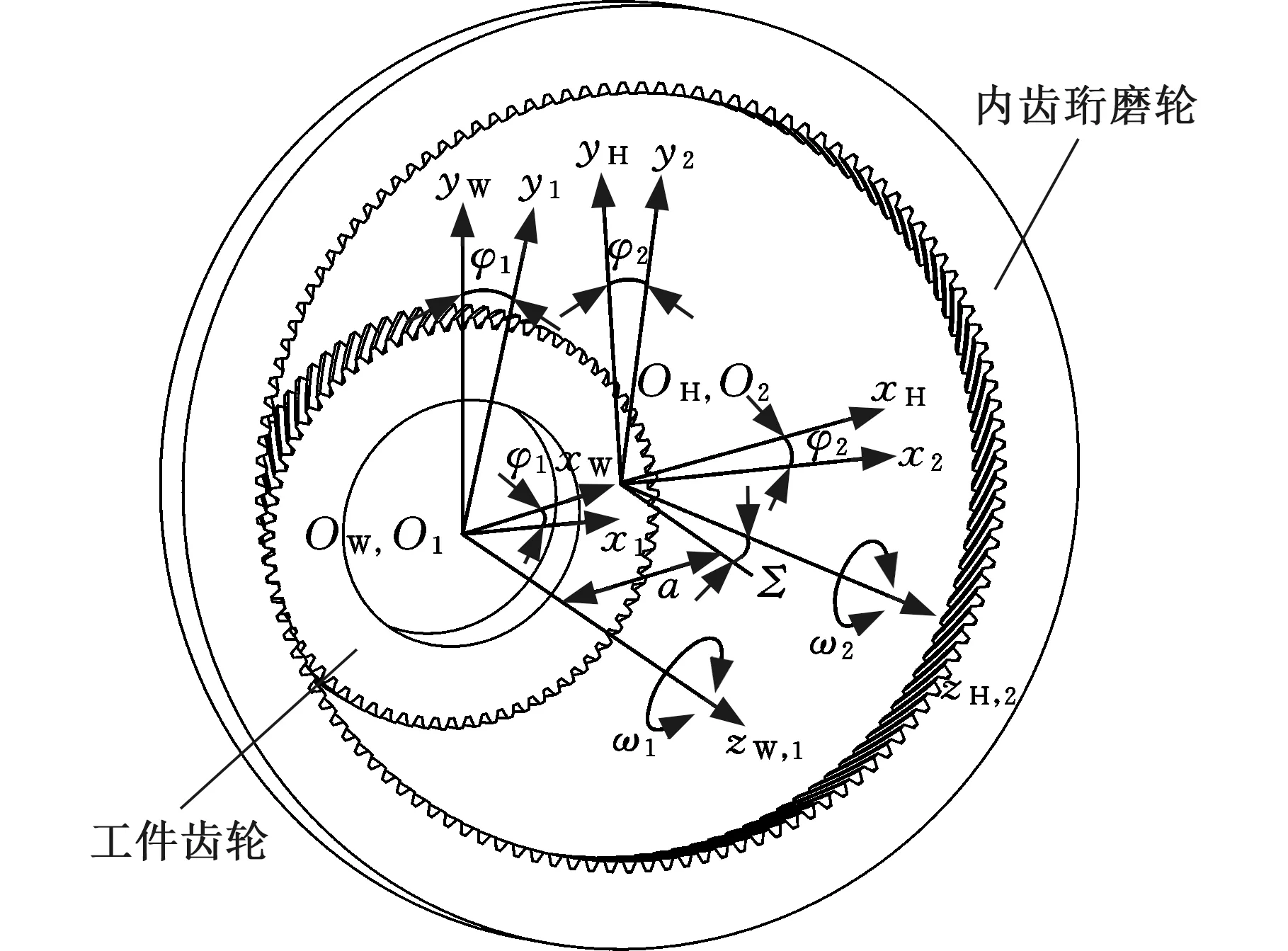
圖2 工件與珩磨輪空間坐標系Fig.2 Space coordinate system of workpiece and honing wheel
建立的運動坐標系間可以通過如下變換矩陣相互轉換:
M12=M1WMWHMH2
(4)
其中,M12表示珩磨輪運動坐標系與工件運動坐標系的坐標變換關系,其他坐標變換矩陣以此類推。
2.2 建立工件齒輪數學模型
工件齒面是標準的漸開線螺旋面,漸開線沿工件的螺旋線旋轉得到,建立工件齒面方程:
(5)
式中,rb1為工件齒輪基圓半徑;σ0為工件齒面漸開線起始角;θ為螺旋線增量角;λ為漸開線增量角;p為螺旋線參數。
2.3 建立工件齒面接觸線模型
珩磨輪齒面由與工件齒輪相同參數的標準金剛修整輪包絡形成,因此與工件齒面為一對交錯軸空間共軛嚙合曲面,齒面接觸點的相對運動速度v12與該點處的法向量n滿足共軛嚙合條件[14],即相對運動速度方向與曲面法向量相互垂直:
v12n=0
(6)
工件與珩磨輪接觸點處的相對運動速度需在同一參考坐標系下計算,此處以工件固定坐標系SW(OWxWyWzW)為參考分析,得到在任意接觸點的相對運動速度公式:
v12=ωWrW-ωHrH
(7)
式中,ωW和ωH分別為工件齒輪和珩輪接觸點在工件固定坐標系SW下的角速度矢量;rW和rH分別為工件齒輪和珩輪接觸點在工件固定坐標系SW下的位置矢量。
工件齒輪接觸點的法向量與齒面垂直:
(8)
rW=MW1r1
珩輪與工件齒輪在嚙合相鄰兩面為線接觸。在同一時刻,工件齒面上所有滿足共軛嚙合條件的點的集合構成該嚙合瞬間對應的接觸線。接觸線方程可用下式表示:
(9)
式中,i12為工件齒輪與衍磨輪的傳動比。
將工件齒面從開始嚙入到嚙出過程轉過的角度等分,可得到齒面上多條接觸線。沿齒寬方向等距取點,以該點的珩削速度方向為紋理方向,可以得到圖3所示的工件齒面珩削紋路模型。

圖3 工件齒面珩削紋路模型Fig.3 Honing texture model of workpiece gear surface
3 珩磨輪修整對珩齒加工參數的影響
在珩齒加工過程中,珩磨輪會發生磨損,為了使磨鈍后的珩磨輪重新獲得加工能力,需要對其進行修整,使其表面露出新的磨粒。常用的珩磨輪修整工藝主要有兩種:定軸交角修整和變軸交角修整。采用定軸交角修整珩磨輪時,金剛修整輪只做徑向進給運動將珩磨輪表面材料去除;采用變軸交角修整珩磨輪時,在金剛輪做徑向進給運動的同時,通過附加珩磨頭擺動來調整珩磨輪的螺旋角,大致修整過程如圖4所示。
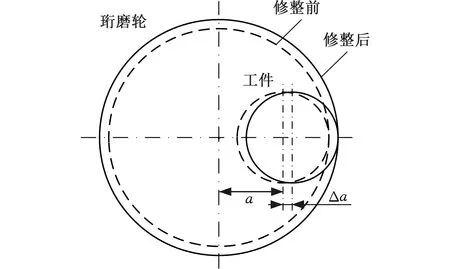
圖4 珩磨輪修整示意圖Fig.4 Schematic diagram of honing wheel dressing
變軸交角修整工藝可以增加珩磨輪修整次數,延長使用壽命。將軸交角作為中心距的函數,在對珩輪進行徑向修整的同時軸交角也隨之改變,改變后的軸交角Σ′函數關系如下:
(10)
式中,ω1、r01和β01分別為工件齒輪的角速度、珩削時的節圓半徑和螺旋角;ω2為珩磨輪的角速度;Δa為珩磨輪的徑向修整量,即中心距a的變化量。
無論是定軸交角修整還是變軸交角修整,在修整后珩磨輪的中心距和軸交角均會發生改變,會對加工出的齒輪質量產生影響。在實際生產過程中,珩磨輪在加工同一批齒輪時可能要經歷多次修整,調整加工參數以保證珩削質量穩定對實際生產加工具有重要意義。
4 珩削速度的影響因素分析和珩削紋理預測與控制方法
根據接觸點速度式(3),珩輪與工件的軸交角Σ和中心距a對齒面接觸點的相對運動速度的大小和方向有影響。以齒輪端面處的一條漸開線為研究對象,分析珩磨輪修整過程中,從齒根到齒頂相對運動速度的變化規律。
4.1 加工參數對珩削速度大小的影響
對珩磨輪進行修整以調整珩磨輪與工件間的加工參數,在不同的加工條件下加工相同參數的工件,參數如表1所示。得到相應的相對運動速度曲線,如圖5所示。
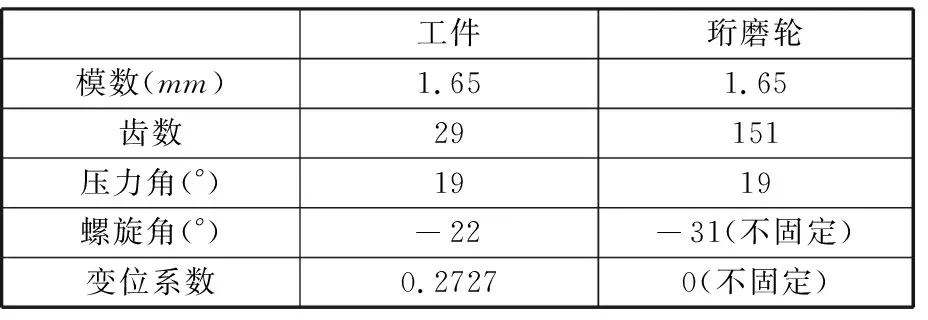
表1 工件與珩磨輪基本參數Tab.1 Basic parameters of workpiece and honing wheel
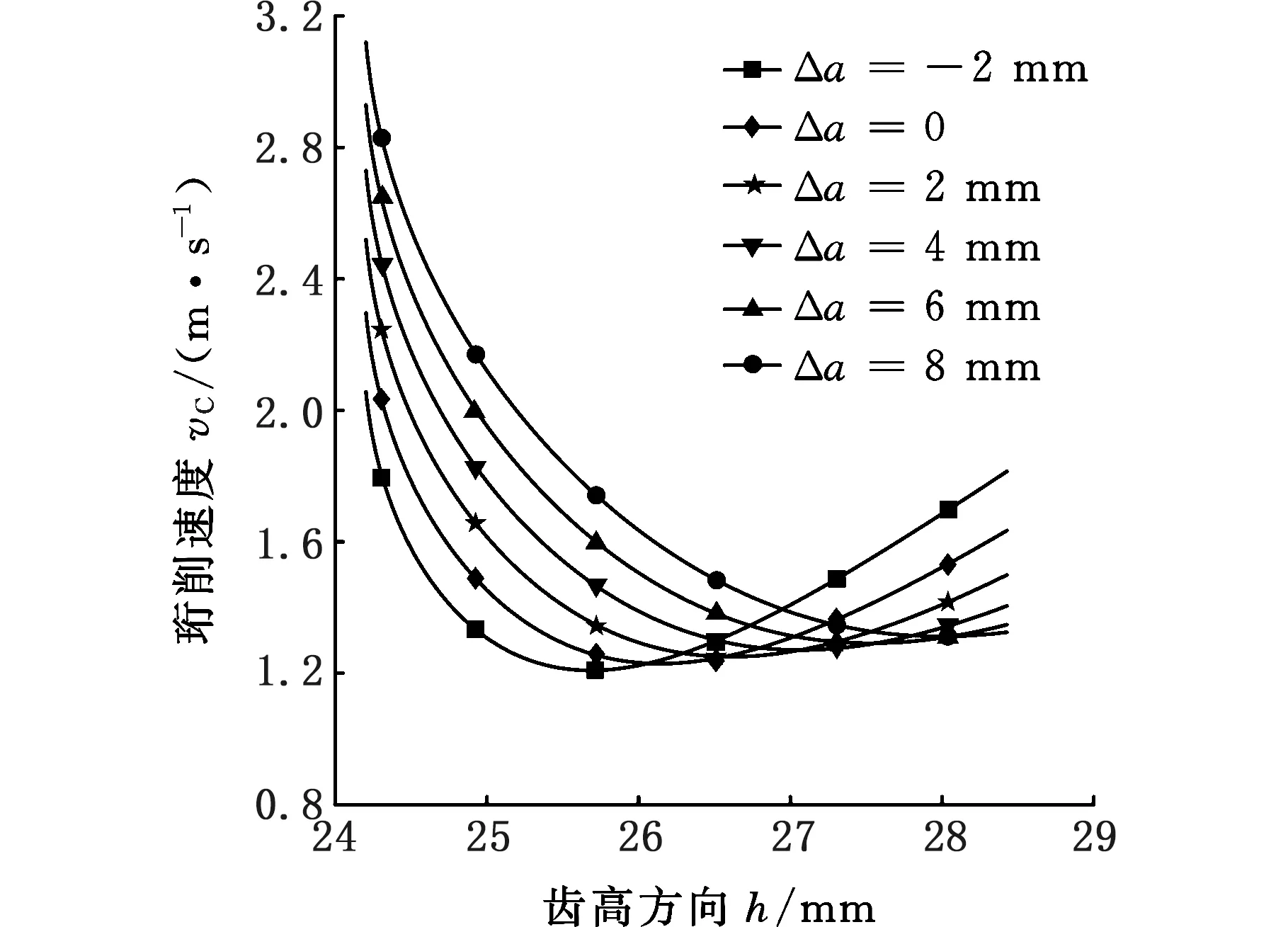
(a)改變中心距
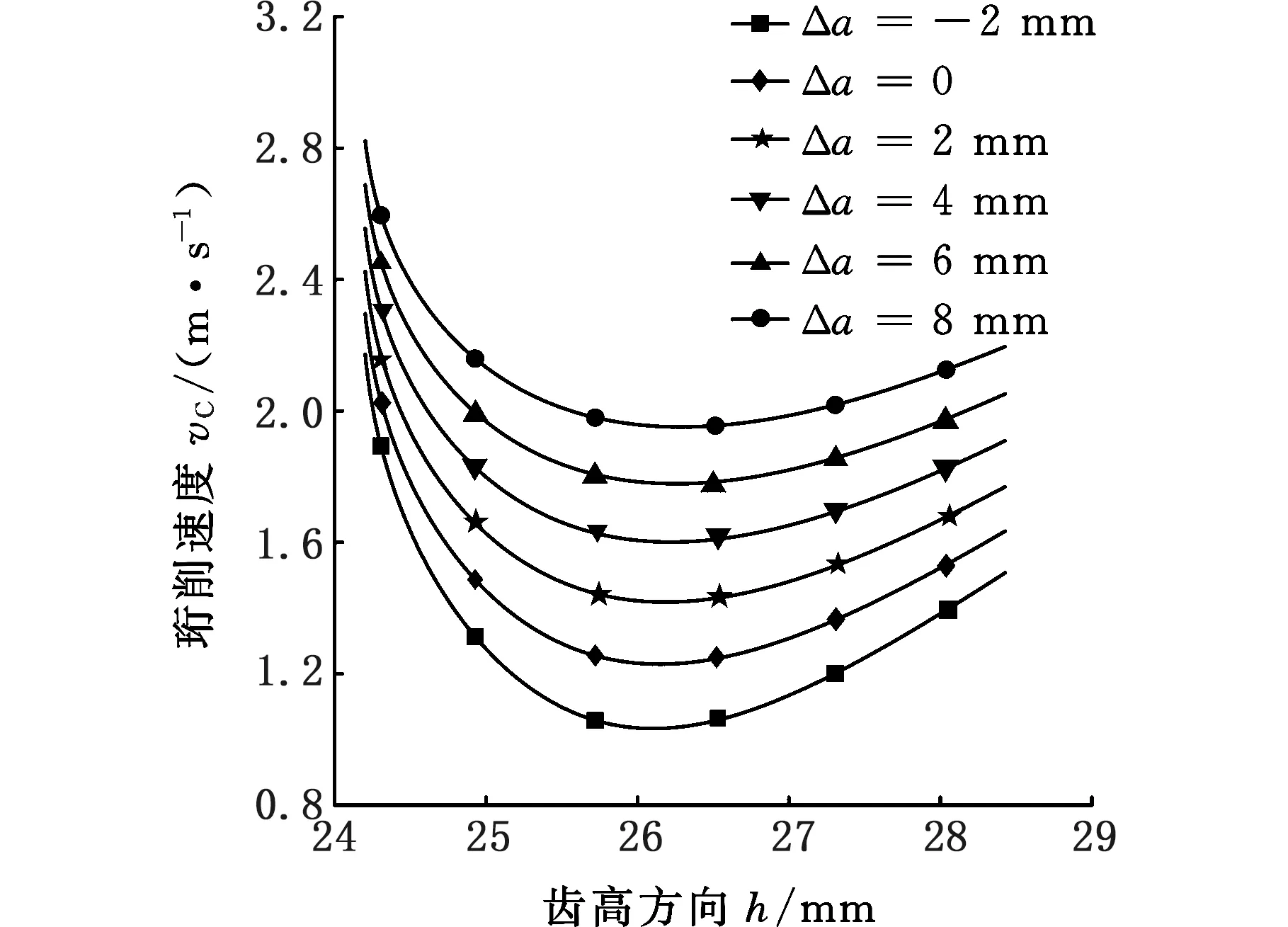
(b)改變中心距和軸交角圖5 不同加工參數對相對運動速度大小的影響Fig.5 Influence of different machining parameters on the magnitude of honing speed
當僅對珩磨輪進行徑向修整以改變珩輪與工件齒輪的中心距a時,接觸點的相對運動速度如圖5a所示。隨著珩磨輪的修整,中心距a不斷增大,整個漸開線上的相對運動速度發生較大改變,速度最小位置點不斷向齒頂方向移動,且從齒根到齒頂的速度差值不斷增大。珩削速度的大小對齒面加工質量有重要影響,速度的增大有利于珩齒加工時材料的去除,可以減小珩削力,增加珩削過程的穩定性,有助于獲得更好的表面加工質量。但較大的速度變化會導致加工過程中珩削力發生周期性變化,這種激勵會被機床結構放大,從而對加工過程造成破壞[15]。隨著珩輪修整量的增大,中心距變大,所加工工件齒輪在齒頂處的加工質量比齒根位置低,齒面精度不均勻,易造成齒輪工作不穩定。
對珩磨輪進行修整同時改變珩輪與工件齒輪的中心距a和軸交角Σ,軸交角與中心距滿足函數關系式(10),接觸點的相對運動速度如圖5b所示。隨著珩磨輪的修整,整個漸開線上的相對運動速度增大, 從齒根到齒頂的速度差值不斷減小,且速度最小位置點基本不變。此時改變加工參數后,在提高珩削速度的同時還減小了速度差,有利于珩削過程的穩定進行,獲得較好的加工質量,延長珩輪的使用壽命。
4.2 加工參數對珩削速度方向的影響
珩削后工件齒面加工紋理由大量的微小加工痕跡構成,加工痕跡的方向由珩削速度的方向決定。改變珩輪與工件的中心距與軸交角等加工參數,珩削速度的方向也會發生改變,使工件加工紋理發生變化。
對比不同參數下的珩削速度矢量,如圖6所示,箭頭方向表示速度方向,長度表示速度大小,當速度矢量豎直向下時代表該點只有齒形速度,而齒向速度為零,即該點為節點。圖6a所示為改變中心距時齒輪端面漸開線上的珩削速度矢量,隨著修整量Δa的增大,工件齒輪的加工節圓位置向齒頂方向移動,各點速度方向不斷變化,修整前后工件齒面加工紋理發生顯著變化。圖6b所示為同時改變中心距和軸交角時齒輪端面漸開線上的珩削速度矢量,工件節圓位置基本保持恒定,各點速度方向變化較小,齒面加工紋理變化最小。這一規律對實際的齒輪珩削生產加工具有重要意義,能夠保證在不同加工參數下達到相同的效果,可以用于珩磨輪的修整工藝。
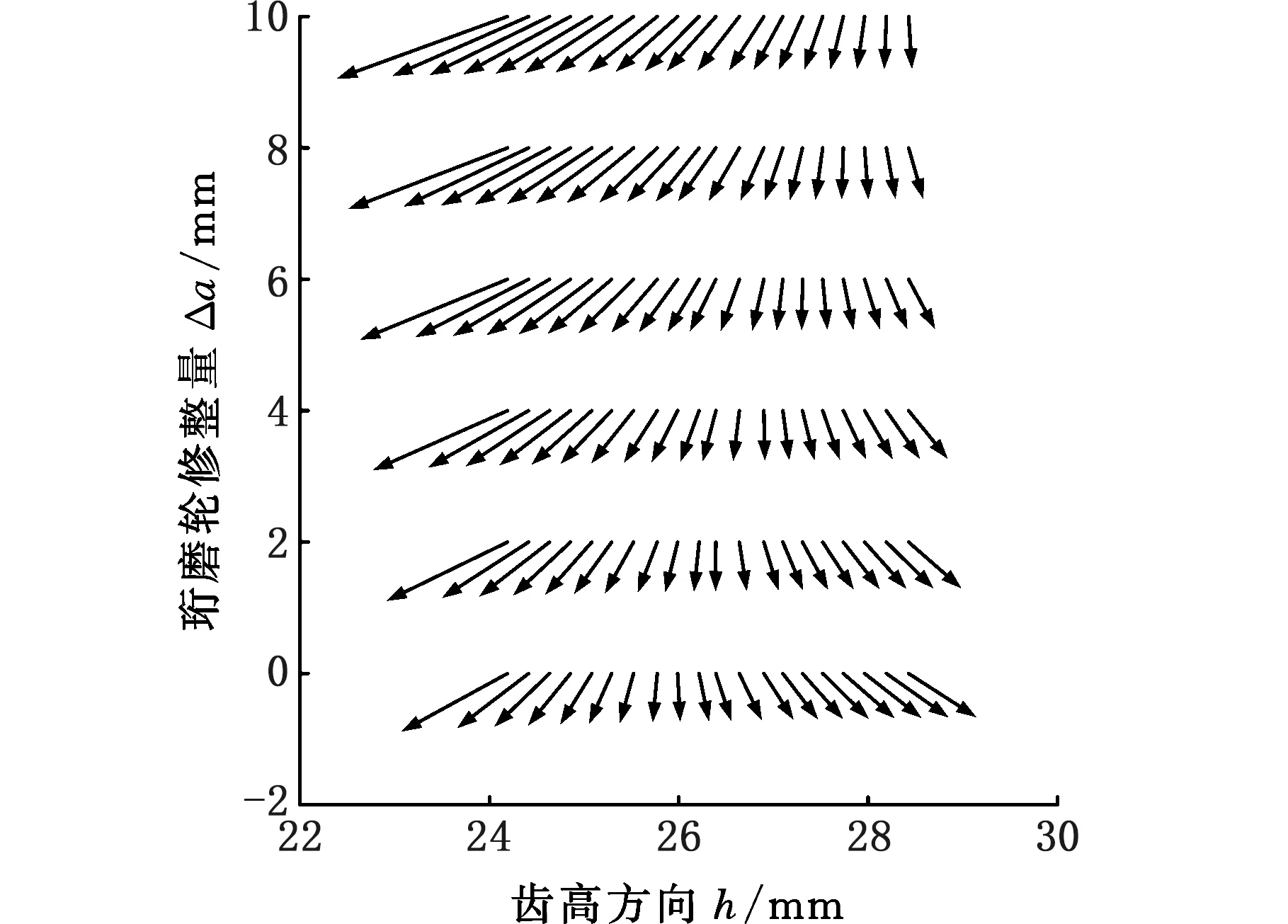
(a)改變中心距
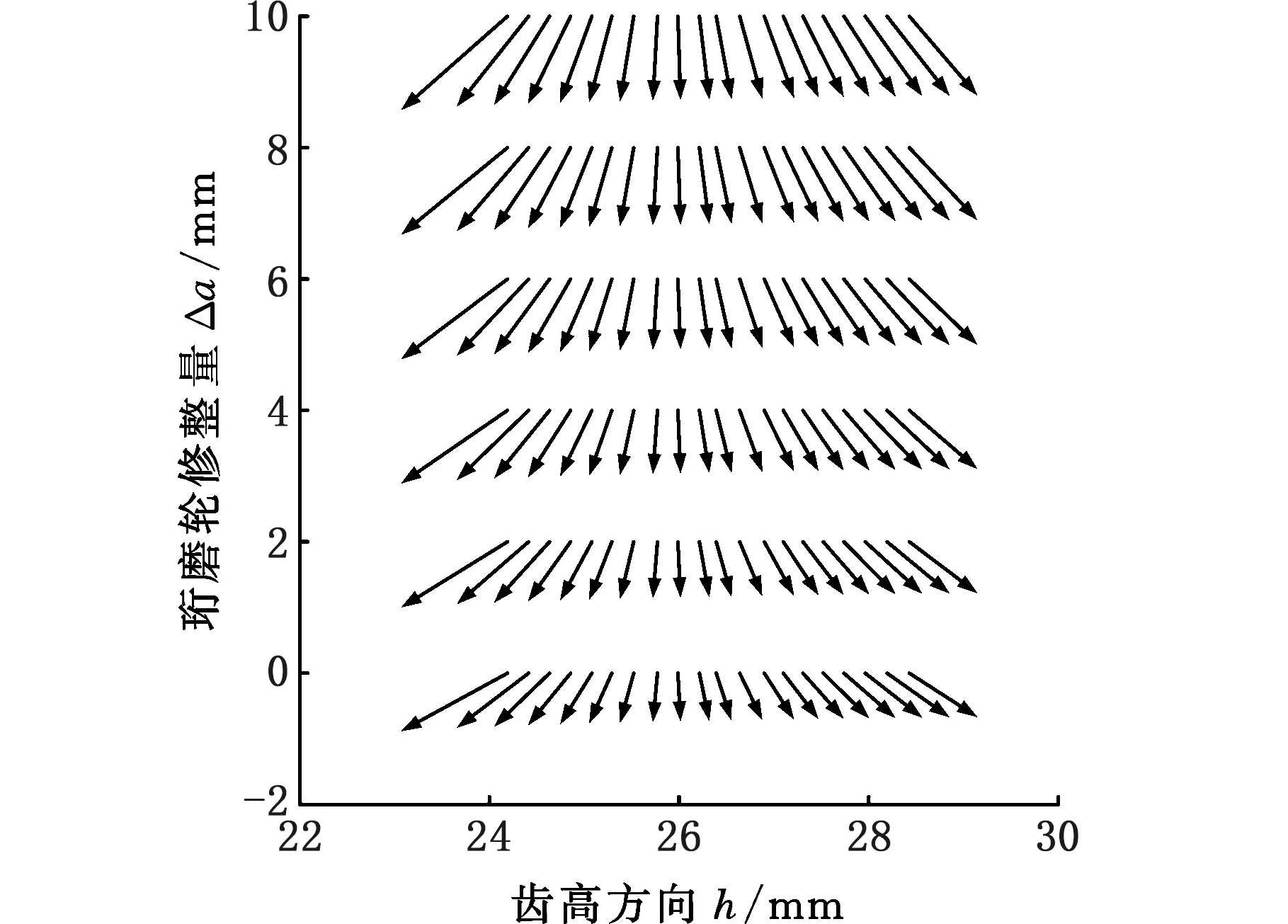
(b)改變中心距和軸交角圖6 不同加工參數對相對運動速度方向的影響Fig.6 Influence of different machining parameters on the direction of honing speed
4.3 珩齒工件齒面紋理主動控制的實現
調整珩輪與工件齒輪的軸交角和中心距大小,不僅可以改變加工時齒輪節圓位置,還能夠控制珩削速度方向的變化,得到不同的齒面紋理。為了描述這一變化,繪制了加工后有效齒根圓處紋理與齒向的夾角示意圖,見圖7。圖中路徑①代表僅調整珩輪與工件中心距而軸交角不變的過程,通過對珩輪進行徑向修整來實現。增大中心距可以使加工時工件節圓位置向齒頂方向移動,并且減小齒面加工紋理的曲率,使齒面紋理向齒廓方向靠近。路徑②代表同時改變中心距和軸交角的過程,通過在珩輪修整時同時對中心距和軸交角進行微量調整來實現。這種方法可以在改變參數后,使工件的加工節圓位置保持恒定,齒面珩削軌跡大致趨勢基本不變,加工紋理的變化最小。

圖7 中心距與軸交角對珩削紋理的影響Fig.7 Effect of center distance and crossed axes angle on honing texture
在某一加工參數下,如圖7中O點,改變珩磨輪的螺旋角βH可以調整工件與珩輪的軸交角Σ,保持中心距a不變,可以使O點沿軸交角方向移動;改變珩輪的變位系數xH可以調整工件與珩輪的中心距a,保持軸交角Σ不變,可以使O點沿中心距方向移動。基于此方法,通過合理選擇珩輪的螺旋角和變位系數,可以使位置點O在區域內移動,得到任意所需的加工紋理。
5 實驗驗證
采用不同的加工參數對相同參數的齒輪進行實際齒輪加工,工件與珩磨輪基本參數如表2所示。加工機床型號為F?ssler HMX-400,加工方式為內嚙合強力珩齒,加工出的齒輪工件如圖8所示。
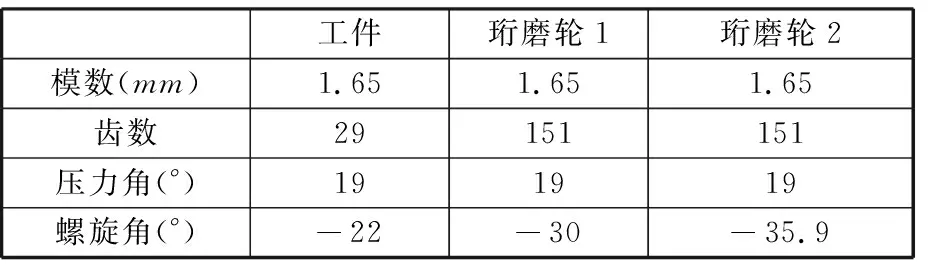
表2 實驗工件與珩磨輪基本參數Tab.2 Basic parameters of workpiece and honing wheel in experiments
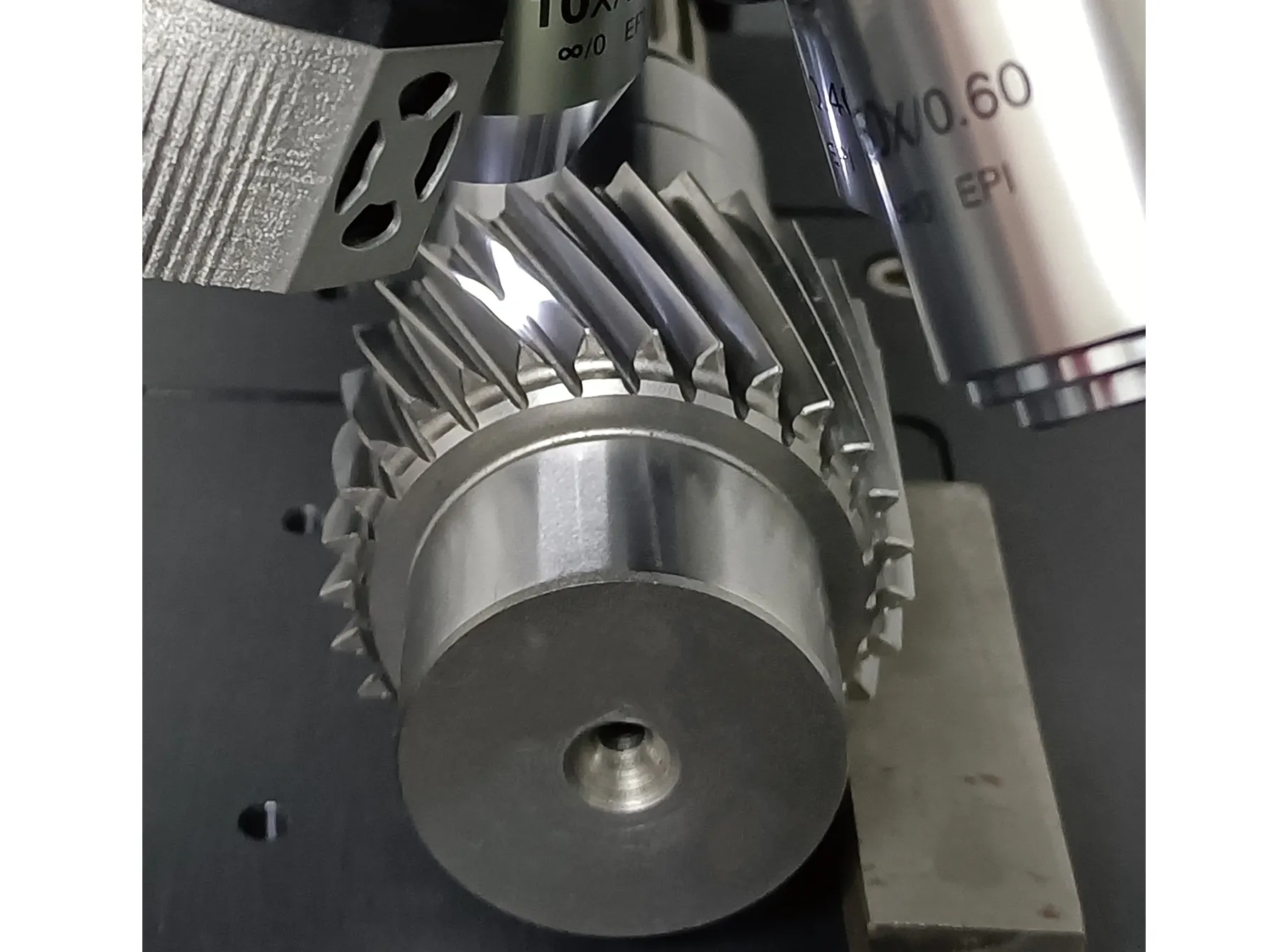
圖8 加工齒輪工件Fig.8 Machined gear workpiece
采用顯微鏡(EX30)對齒輪的左右齒面進行檢測,由于空間限制,觀察區域限定在分度圓與齒頂之間。
表3所示為不同加工參數下珩削工件齒輪齒面紋理預測模型與實際齒面形貌三維檢測結果。齒輪珩削加工紋理均呈弧線形,在不同加工參數下珩削紋理的分布和形狀不同。在軸交角Σ為8°、中心距a為118 mm時,珩削齒面紋理預測模型中,齒頂處紋理與齒向的夾角為49°,按該參數加工的齒輪表面紋理走勢與紅線一致,在齒頂位置處夾角為50°,與預測結果相差1°,誤差為2.0%;在軸交角Σ為13.9°、中心距a為128 mm時,珩削齒面紋理預測模型中,齒頂處紋理與齒向的夾角為30°,實驗齒輪表面紋理走勢與紅線一致,在齒頂位置處夾角為31°,與預測結果相差1°,誤差為3.3%。在誤差允許范圍內,不同加工參數下實際齒輪加工紋理與紋理預測模型基本一致,驗證了預測模型與控制方法的準確性。
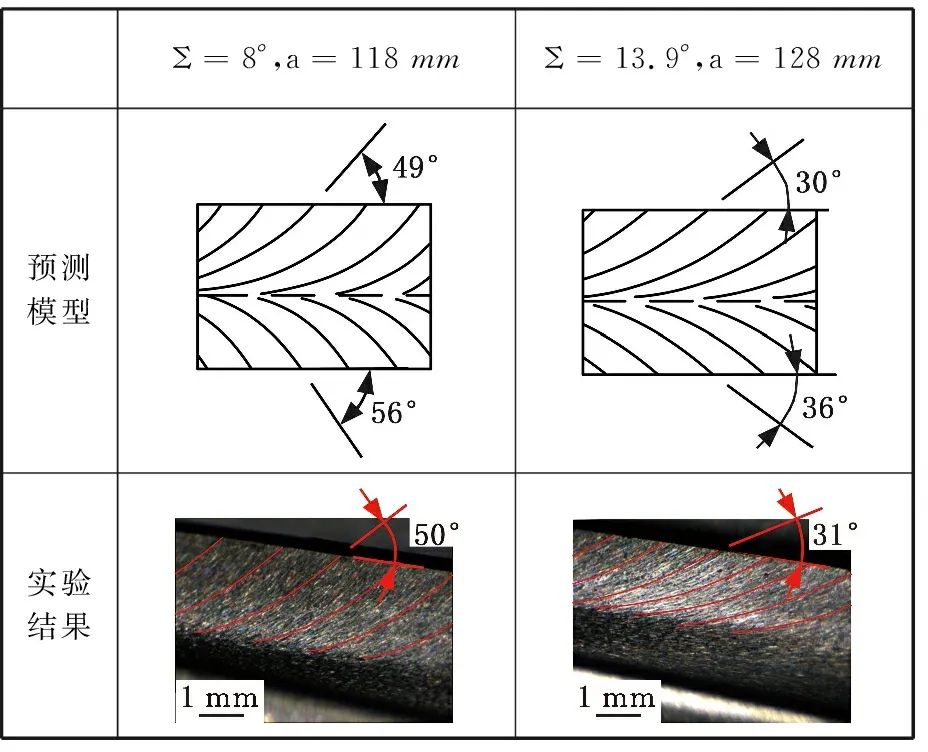
表3 不同加工參數下的預測模型與實驗結果Tab.3 Prediction model and experimental results under different machining parameters
6 結論
(1)本文根據珩齒加工原理建立工件齒面接觸線模型,分析珩磨輪修整原理,得出內嚙合強力珩齒紋理預測模型,并提出一種珩削紋理的主動控制方法。
(2)通過對珩削速度的研究,珩削紋理是接觸點速度方向的微觀表現形式,分析發現珩齒后工件齒面紋理的分布以及變化趨勢主要受工件與珩磨輪間的軸交角和中心距等加工參數的影響。
(3)建立內嚙合強力珩齒珩削紋理的預測模型,提出一種通過調整加工參數來調整珩削齒面紋理分布情況和紋理變化趨勢的控制方法。
(4)選取多組加工參數,在精密強力珩齒機上進行實際齒輪加工,并對其齒面進行三維形貌檢測,實際加工齒輪紋理分布與預期結果基本一致,證明了預測模型與控制方法的準確性。
(5)齒輪表面紋理對減小嚙合噪聲、提高儲油能力有重要影響,本研究提出的珩齒紋理預測及主動控制方法為齒輪設計優化及加工提供了理論依據。
