數字化擠壓梯度砂型性能及補壓距離研究
2023-01-16 03:02:50姜二彪單忠德楊浩秦
中國機械工程 2023年1期
關鍵詞:深度
姜二彪 單忠德, 程 光,3 楊浩秦
1.中國機械科學研究總院先進成形技術與裝備國家重點實驗室,北京,100044 2.南京航空航天大學機電學院,南京,210016 3.北京聯合大學前沿智能技術研究院,北京,100101
0 引言
砂型鑄造是金屬成形的主要方式之一,在汽車船舶、國防軍工、航空航天等領域應用廣泛。隨著市場對生產過程柔性、效率要求的提高,砂型擠壓切削一體化無模成形技術[1-2]應運而生,此技術相比基于選擇性激光燒結(SLS)原理[3-5]、3D打印原理(3DP)[6-8]的砂型無模成形技術,在加工范圍、成形精度和成形效率方面具有明顯優勢[9-11]。擠壓切削一體化成形技術首先由三維CAD模型計算得到近成形數據,隨后在近成形數據驅動下采用多點擠壓成形技術對砂型進行擠壓近成形[12],然后經過固化、保壓階段后脫模取出,最后對近成形毛坯進行CNC數控加工得到最終凈成形砂型。整個過程省去木模、金屬模等模具制模以及修模過程,制備過程生產柔性高,制備的砂型性能好,非常適合中小批量砂型的快速生產。
由于擠壓切削一體化成形技術采用砂型上方單面擠壓緊實方式,故散體砂粒相互作用時力傳導存在局限性,當砂型型腔深度比較大時,型腔底部受到的壓力作用急劇減小,從而導致砂型底部不能被緊實,引起物理和功能缺陷,如砂型強度、均質性、透氣性等缺陷[13-15]。為進一步完善此工藝,需對現有擠壓成形工藝進行改進。本文基于功能梯度材料[16-17],提出數字化擠壓成形梯度砂型概念,這種砂型物理結構類似“三明治”,可以分為型面層、過渡層和支撐層3層。其中,型面層強度較高以避免型面的損壞和澆注過程中由于熔融金屬的壓力和高溫造成的型面侵蝕和形狀變形;過渡層具有較好的退讓性和透氣性,避免鑄件表面產生裂紋和氣孔;支撐層能夠保證砂型的整體強度,避免在造型和搬運過程中的損壞[18]。
為制備梯度砂型,研究者提出二次補壓的方法對砂型型面層進行補壓,經過試驗發現,對砂型型面的不同部位進行不同程度的擠壓可以提高型面層的強度,還可以實現砂型的形性控制。此外,研究表明,不同深度的型腔需要不同的補壓程度,相同的補壓作用在不同型腔深度的砂型上形成的型面層厚度也是不同的,因此研究型面層二次補壓距離至關重要。同時通過切削力測試能夠得到補壓后每層的精確切削力,實現切削過程精確成形。本文從強度[7,19]、透氣性[20]和切削力[21-22]等方面對不同型腔深度砂型型面層進行了研究。通過對砂型型面層進行2~12 mm的補壓,制備出不同型腔深度不同梯度結構的砂型。通過對型面層的取樣,測試了不同型腔深度不同補壓程度的梯度砂型型面層性能,并對梯度結構砂型的型面層進行了每層2 mm的逐層切削力測試,得到了不同型腔深度砂型的最優補壓距離,為高性能梯度砂型的制備和型面層切削提供研究基礎。
1 試驗方法
1.1 試驗材料
試驗選用70~140目普通硅砂作為砂型制作原材料,用篩分法對600 g原砂進行篩選,并對不同尺寸砂粒粒徑進行質量統計,繪制出型砂顆粒的粒徑分布圖,見圖1,經過正態分布擬合,砂粒粒度集中在201 μm。首先稱量100 kg硅砂,與樹脂進行混合,樹脂采用圣泉集團酚脲烷自硬樹脂NP-101HB和NP-102HB,催化劑采用圣泉集團自硬催化劑NP-103E,質量配比為1000∶10∶10∶0.03,然后采用S20碗型混砂機混砂30 s直至攪拌均勻。
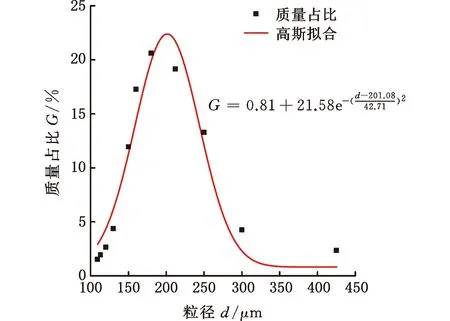
圖1 型砂粒徑分布Fig.1 Particle size distribution of molding sand
1.2 試樣制備
將預混砂填入數字化柔性擠壓成形機CAMTC-DCMFP-2000進行擠壓近成形。擠壓過程分為預成形和補壓成形兩個步驟,如圖2a所示,首先由壓板對型砂進行擠壓預成形,然后由圖2b中觸頭對型面進行補壓2~12 mm,制備出長300 mm,寬100 mm,高H為140,180,220,260 mm的4種不同高度的梯度砂型。每種高度分別制作6種不同補壓程度(2、4、6、8、10、12 mm)的梯度砂型,制作過程中砂型型腔由擠壓成形機的陣列觸頭升降得到,填砂過程如圖2c所示,砂坯如圖2d所示,共計48塊,其中24塊用于切削力測試。
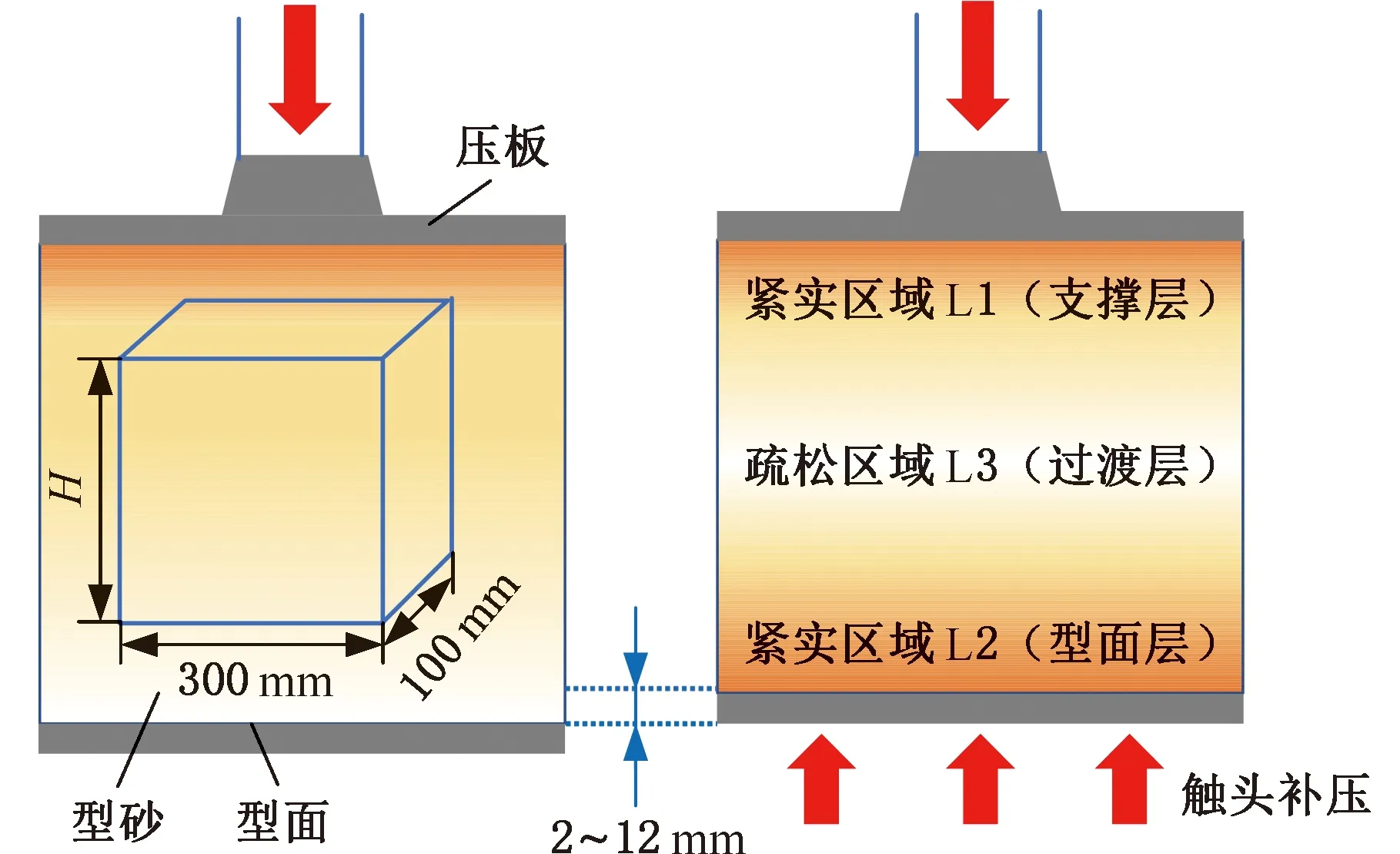
(a)砂型單面擠壓 (b)型面補壓

(c)型腔填砂 (d)砂坯圖2 梯度砂型擠壓成形原理及砂坯制備Fig.2 Principle of gradient sand mold extrusion forming and preparation of sand mold workblank
采用圖3a所示 CAMTC-SMM3000S砂型數字化無模鑄造精密成形機對試樣進行切削,該機床專門為砂型切削設計,切削刀具為直徑13 mm的金剛石平口雙刃銑刀,取樣位置為型面層,見圖3b。為提高取樣效率,對每組的6塊砂型進行合并整體編程切削,得到透氣性試樣(圖3c)和拉伸試樣(圖3d)。
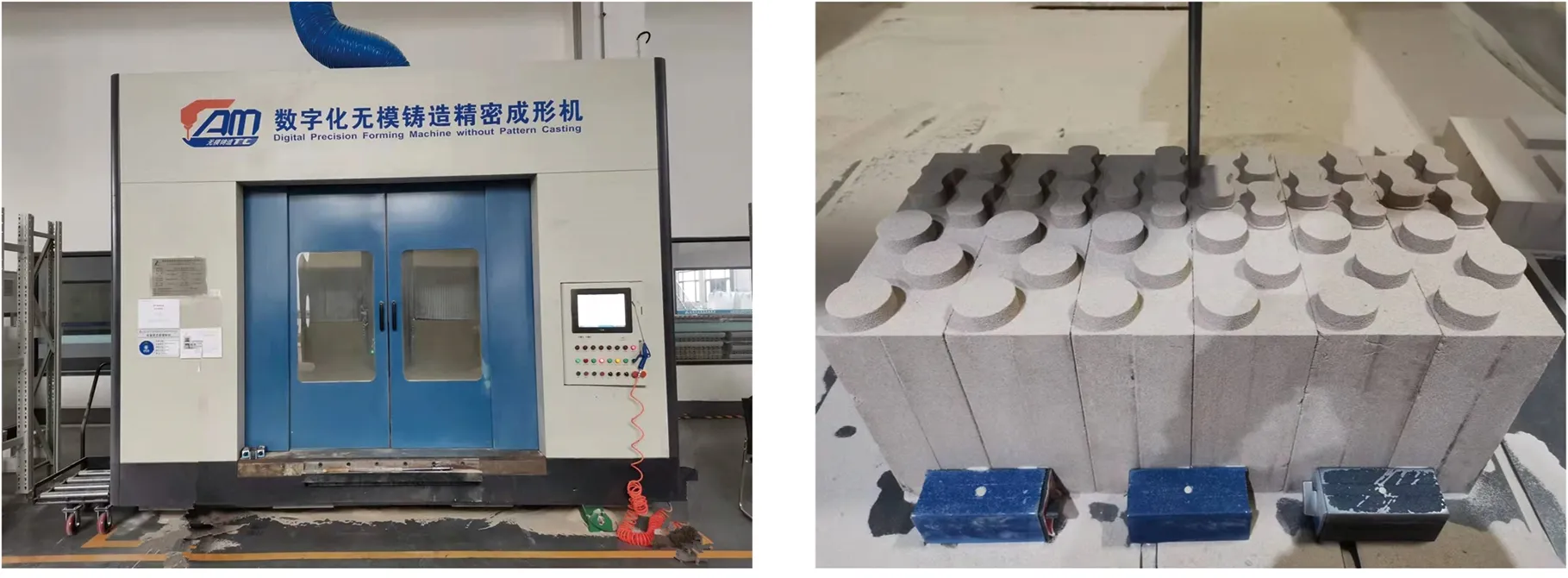
(a)無模精密成形機 (b)試樣切削
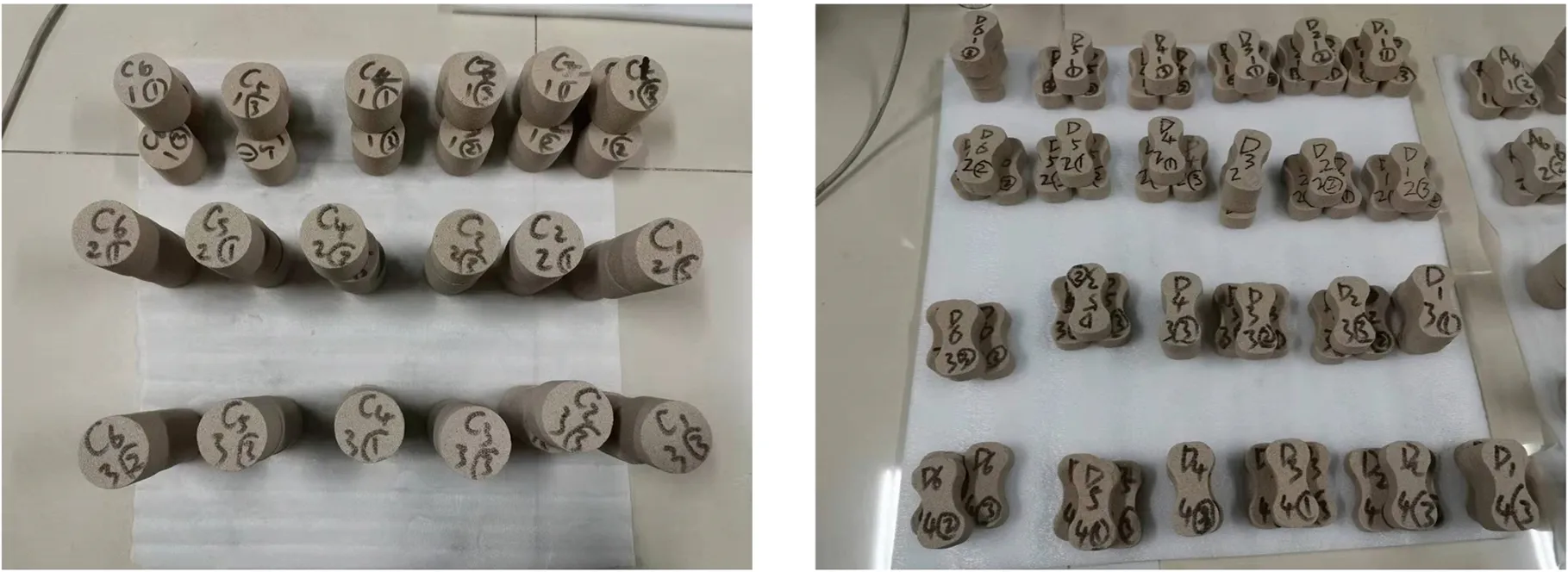
(c)透氣性試樣 (d)拉伸試樣圖3 試樣制備Fig.3 Preparation of specimen
1.3 性能及砂型切削力測試
采用SQS-Ⅱ型智能型砂強度試驗機和STD電動透氣性測試儀分別對梯度砂型每層試樣進行拉伸強度測試和透氣性測試。
采用瑞士Kistler-9253B23切削力連續采集儀分別對140,180,220,260 mm 4種不同型腔深度砂型型面層進行連續10層(每層2 mm切削深度)切削力采集,如圖4所示。將砂塊夾緊固定在測力平臺上,傳感器對稱分布在切削力測試平臺四周,可測量x、y、z方向力和力矩。砂塊加工過程中,刀具和砂塊之間為作用力和反作用力,砂塊固定在測力平臺上,傳感器直接測量刀具受力大小,經過數據采集儀和信號放大器傳遞給電腦進行處理,圖4為砂型切削測力原理圖。切削力采集過程如圖5所示,參數設置如表1所示,最后用Python語言對720組數據進行處理,得到補壓后切削力變化規律。
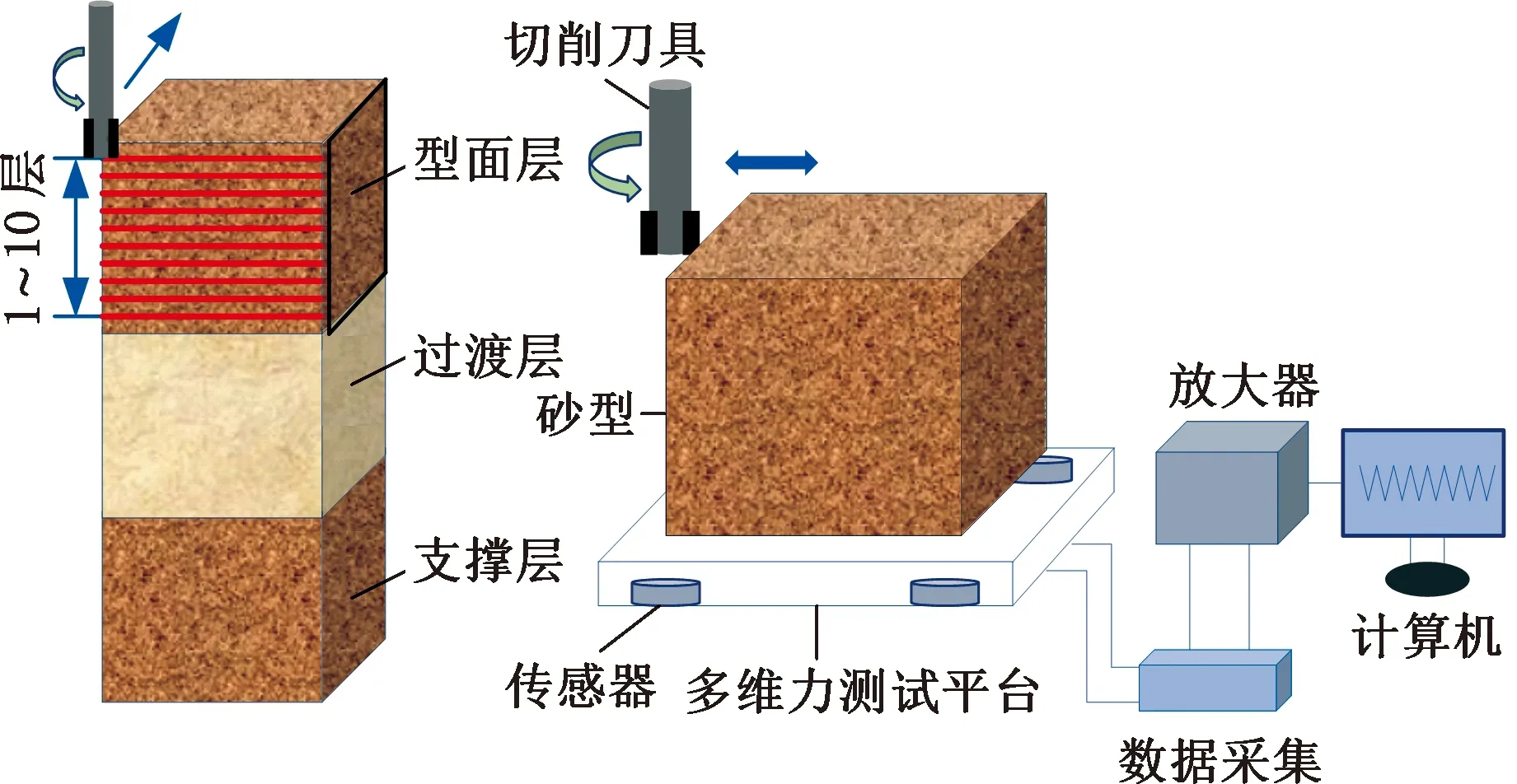
圖4 切削力采集原理Fig.4 Principle for cutting force collection
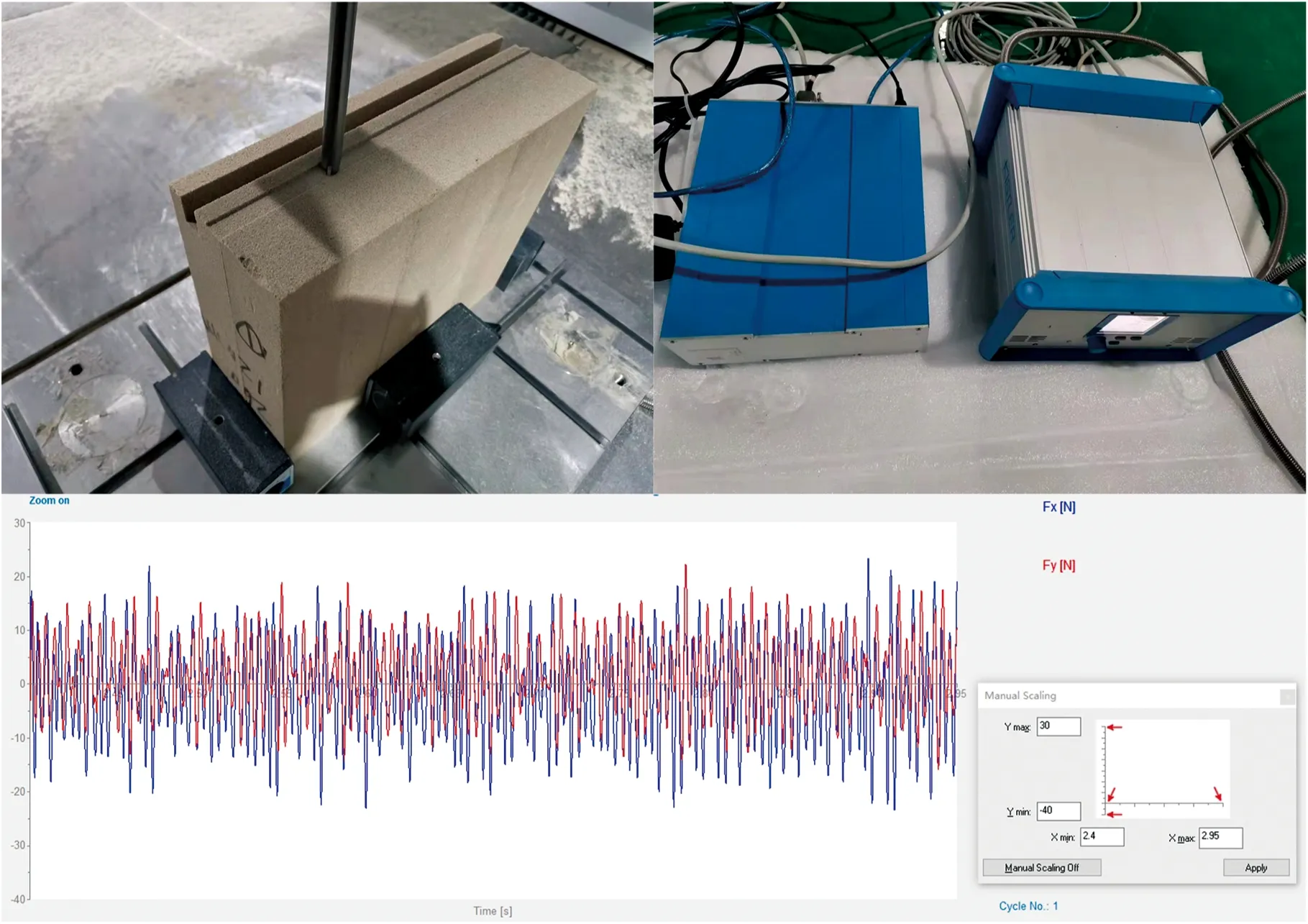
圖5 切削力采集過程Fig.5 Process of cutting force collection
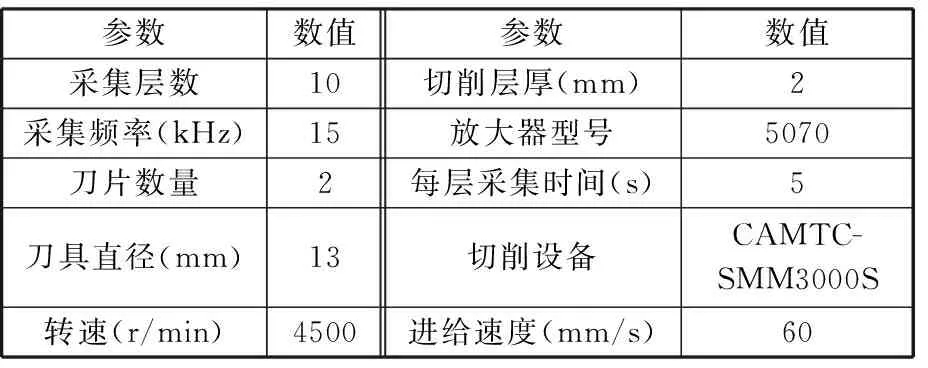
表1 砂型切削力采集參數設置Tab.1 Parameter settings for sand cutting force collection
2 結果和分析
2.1 性能分析
圖6所示為不同型腔深度砂型經過不同程度補壓后型面層拉伸強度。相同型腔深度砂型,經過2~12 mm補壓后砂型型面層的拉伸強度隨補壓距離的增加整體呈現上升趨勢。相同的補壓程度對不同型腔深度砂型的型面層強度影響不同,強度隨型腔深度的增大而降低。這主要是由于砂粒為散體顆粒,與連續介質的剛體不同,散體顆粒間力的相互作用具有不連續性,壓力在散體顆粒中傳遞時容易發散[13],導致型腔深度較深時,型腔底部的砂粒受到力的作用不明顯,僅靠單面擠壓成形的砂型型面層緊實度低,強度低,容易損壞。260 mm型腔深度的砂型型面層經過2~12 mm的補壓,強度從1.78 MPa提高到2.46 MPa,提高了38.2%,因此型腔深度較深時,進一步的補壓可以有效提高砂型強度。140 mm型腔深度的砂型型面層在經過8 mm的補壓后強度達到最大2.52 MPa,經過12 mm補壓后拉伸強度出現了下降趨勢,強度只有2.3 MPa。由于砂型型腔較淺,型面層接受到的力比較充分,緊實度較高,在經過12 mm補壓距離后,型面層所受壓力過大,出現了彈性變形,發生了回彈現象,砂粒間的黏結橋已不足以承載回彈力,一部分黏結橋發生了斷裂,從而導致強度發生了降低。
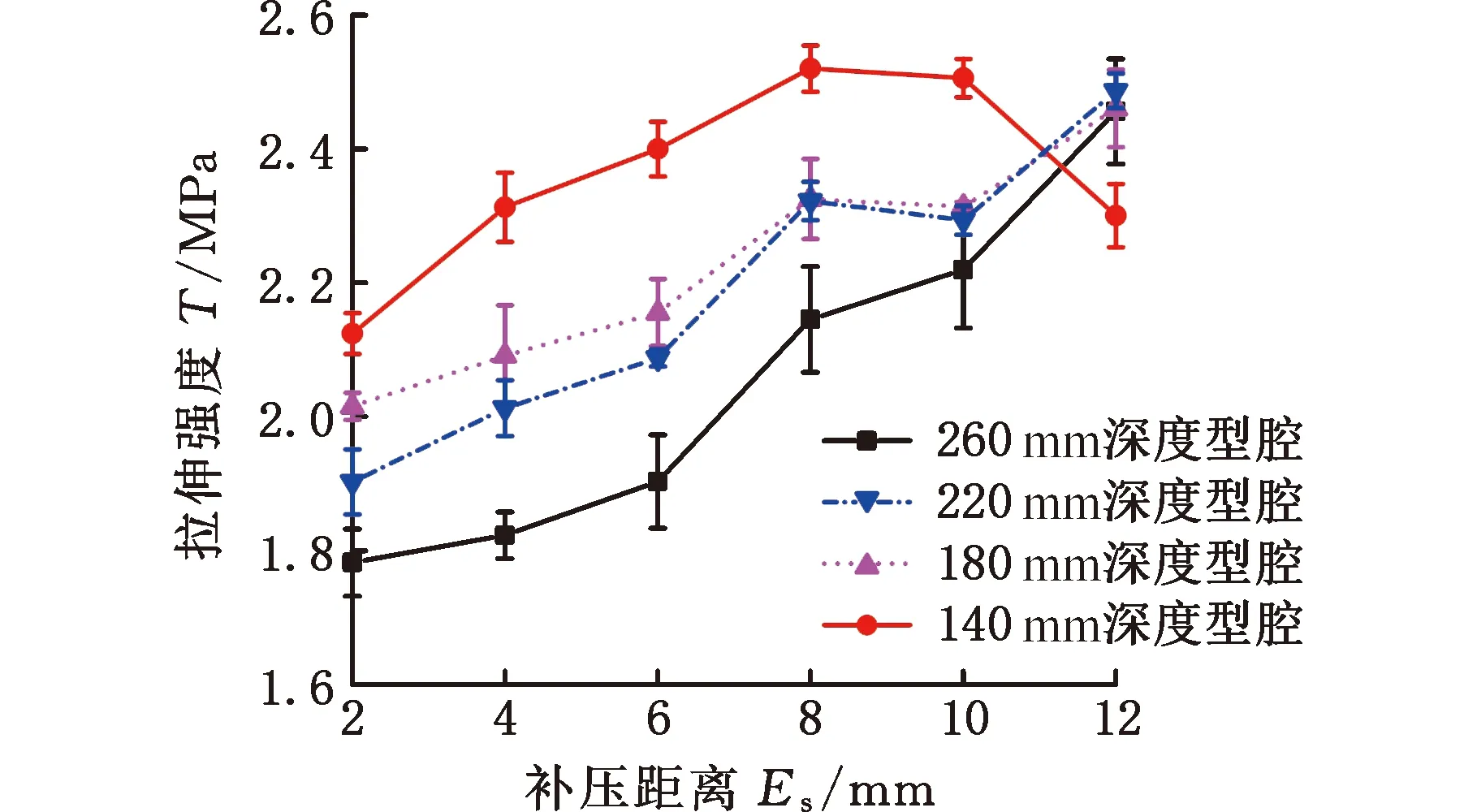
圖6 不同型腔深度砂型經過不同程度補壓后型面層拉伸強度變化規律Fig.6 The tensile strength of the surface layer of sand molds with different cavity depth changes after different supplementary pressure distance
圖7所示為不同型腔深度砂型經過不同程度補壓后型面層透氣性。相同型腔深度砂型經過2~12 mm補壓后,砂型型面層的透氣性隨補壓距離的增加整體呈現下降趨勢,這與圖6中強度的變化恰好相反。砂型腔型面的透氣性對補壓較敏感,260 mm深度型腔經過2~12 mm的補壓,型面層透氣性從145變化到95,減小了34.5%,而140 mm深度型腔,型面層透氣性僅僅從93變化到76,減小了22.4%。透氣性變化和強度變化并不一致,透氣性沒有出現因補壓程度過大而降低的情況。透氣性和拉伸強度出現不一致的主要原因是拉伸強度主要靠黏結橋的作用,而透氣性主要受緊實度的影響,緊實度大,砂粒接觸比較緊密,砂粒之間的空隙率變小,導致空氣透出性變差。此外,從圖7中140 mm深度型腔透氣性變化規律中可看出,除了補壓2 mm后透氣性為93外,其余補壓程度均導致透氣性低于90,透氣性比較差,不利于澆注過程中氣體的逸出,在金屬成形過程中比較容易出現氣孔。
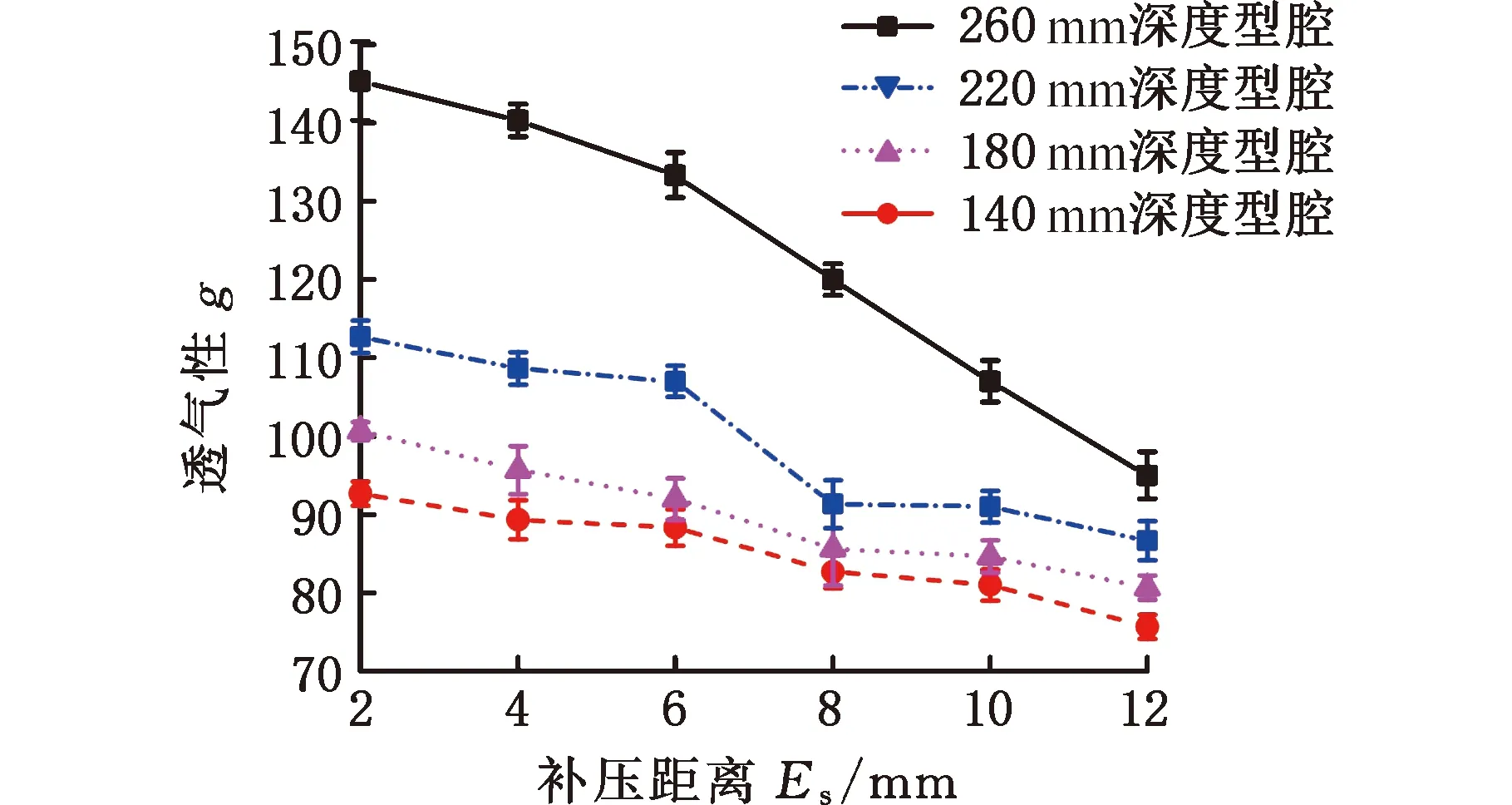
圖7 不同型腔深度砂型經過不同程度補壓后型面層透氣性變化規律Fig.7 The permeability of the surface layer of sand molds with different cavity depth changes after different supplementary pressure distance
如圖7所示,補壓程度相同時,砂型型面層的透氣性隨型腔深度的增加而提高。補壓程度為2 mm時,260 mm深度型腔型面層透氣性比140 mm深度型腔提高56.7%,而經過12 mm補壓后透氣性僅提高25.5%。透氣性的敏感性隨補壓程度的增加而降低。經過12 mm補壓后砂粒間作用力較大,空隙率已經比較小,繼續增加補壓距離,空隙減小已不明顯,透氣性變化比較平緩。
2.2 切削力分析
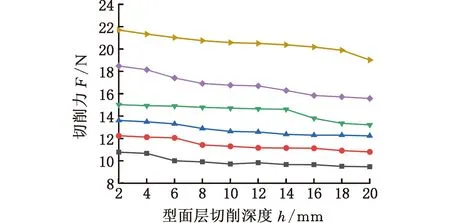
經過信號漂移處理和x、y方向合力計算,得出型面層每層的切削力均值。如圖8所示,型腔深度越小,補壓程度越大,切削力越大,這主要是因為型腔深度較小時,隨著補壓程度的加大,砂型緊實度提高,相同體積內砂粒間黏結橋數量增多,砂型切削時需要破壞的黏結橋數量變多,切削力變大。型腔深度140 mm時,經過12 mm的補壓,切削力最大達到了42.6 N,如表2所示。由表2可以看出,隨著切削層數的增加,切削力逐漸減小,這主要是因為隨著切削層數的增加,型面層較硬的部分慢慢被切除掉,砂型緊實度降低,相同體積內砂粒間黏結橋數量變少,砂型切削時需要破壞的黏結橋數量變少,切削力逐漸變小。如圖8a所示,型腔深度140 mm時,經過2 mm的補壓,型面層切削到第10層時,切削力從第一層的18.68 N減小到14.44 N,減小了22.7%。
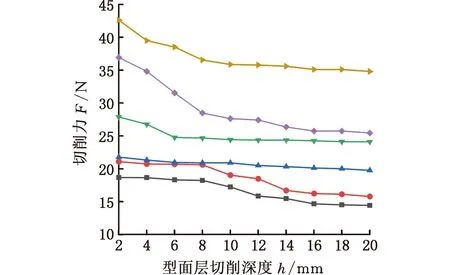
(a)140 mm深度型腔
(b)180 mm深度型腔
(c)220 mm深度型腔
(d)260 mm深度型腔

圖8 不同深度砂型補壓后型面層每層切削力變化Fig.8 Change of cutting force in each layer of surface of sand molds with different cavity depth after supplementary pressure
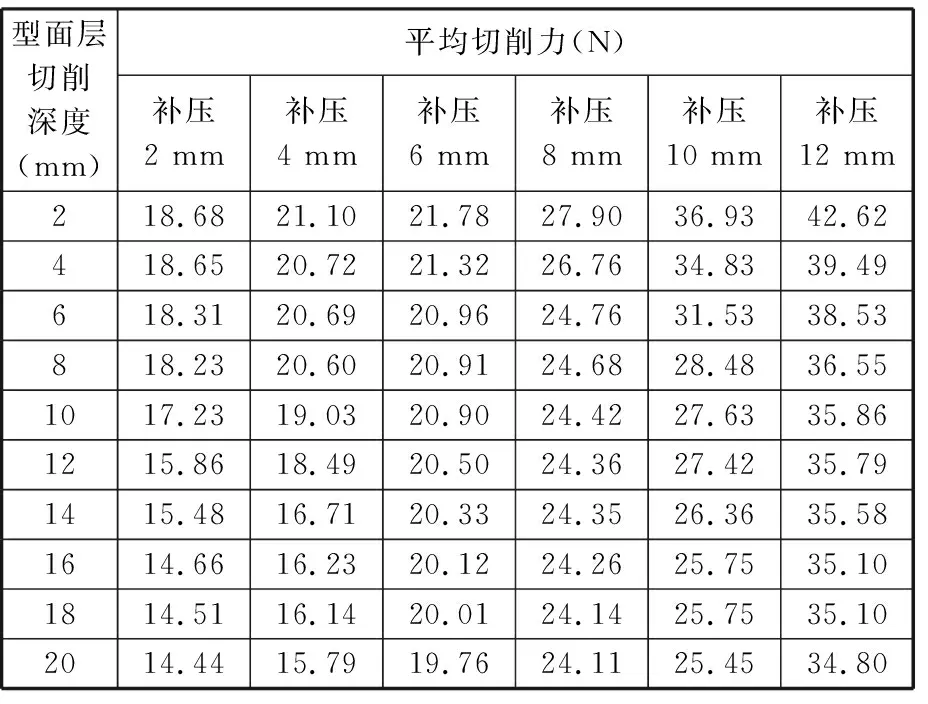
表2 不同程度補壓下140 mm型腔深度砂型型面層平均切削力變化Tab.2 Variation of average cutting force of surface layer for sand mold with 140 mm cavity depth under different supplementary pressure degree
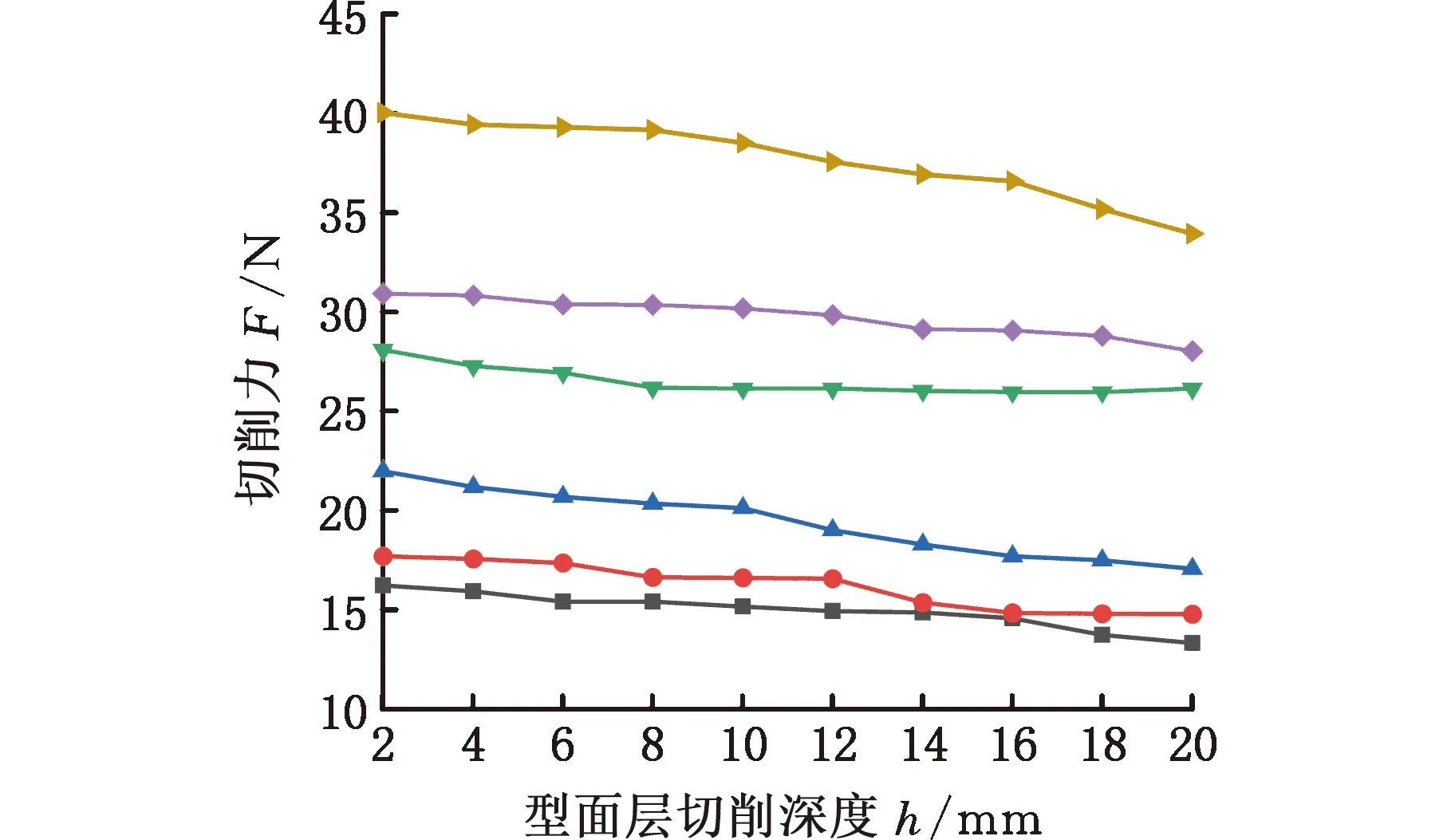
此外,從圖8中可以看出,補壓12 mm后,型面層切削力明顯大于補壓2~10 mm的情況,呈現跳躍趨勢,140 mm深度型腔經過12 mm補壓后,切削力跳躍最明顯,隨著切削層數的增加,切削力下降也較明顯。這側面反映出,型腔深度越大,經過同種程度的補壓后,型面層緊實度變化越小,從而導致同種程度的補壓后型腔深度越大型面層黏結橋數量越少,切削力越小,變化程度也越小。型腔深度260 mm時,經過2 mm的補壓,型面層切削到第10層時,切削力從第一層的10.77 N減小到9.47 N,減小了12.1%。表3所示為不同程度補壓下260 mm型腔深度砂型型面層平均切削力變化。從圖8中還發現,型腔深度越小,經過同種程度的補壓后,型面層緊實度變化越大,相同體積下黏結橋變多,切削過程中需要去除的黏結橋變多,從而導致切削力變大,從表2、表3中可以看到,140 mm、260 mm深度型腔分別經過12 mm的補壓后,第一層切削力分別為42.62 N和21.69 N,140 mm深度型腔切削力將近是260 mm深度型腔切削力的2倍。
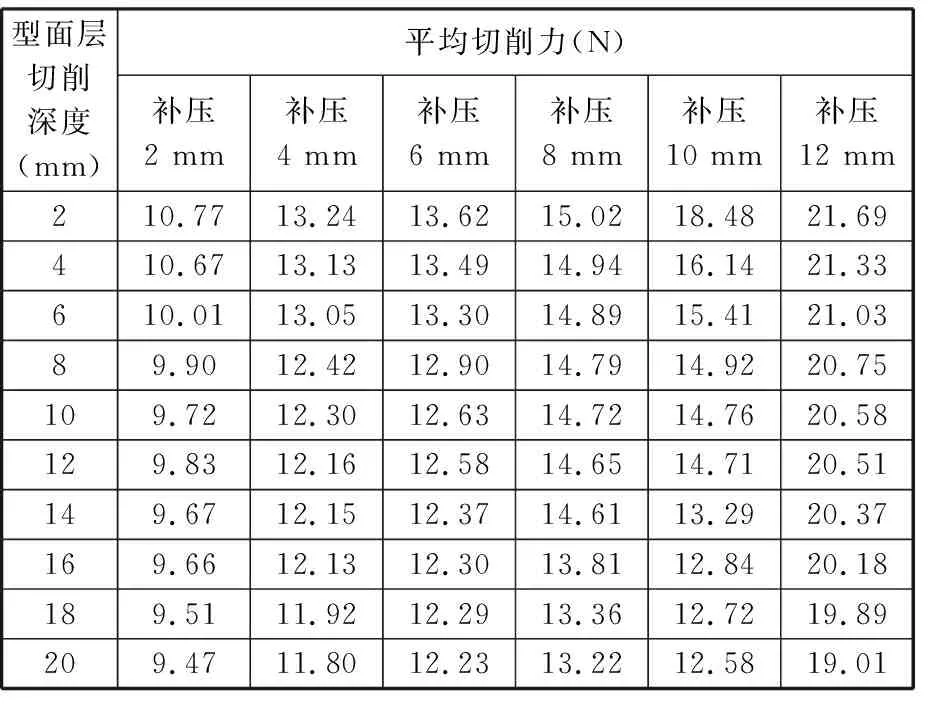
表3 不同程度補壓下260 mm型腔深度砂型型面層平均切削力變化Tab.3 Variation of average cutting force of surface layer for sand mold with 260 mm cavity depth under different supplementary pressure degree
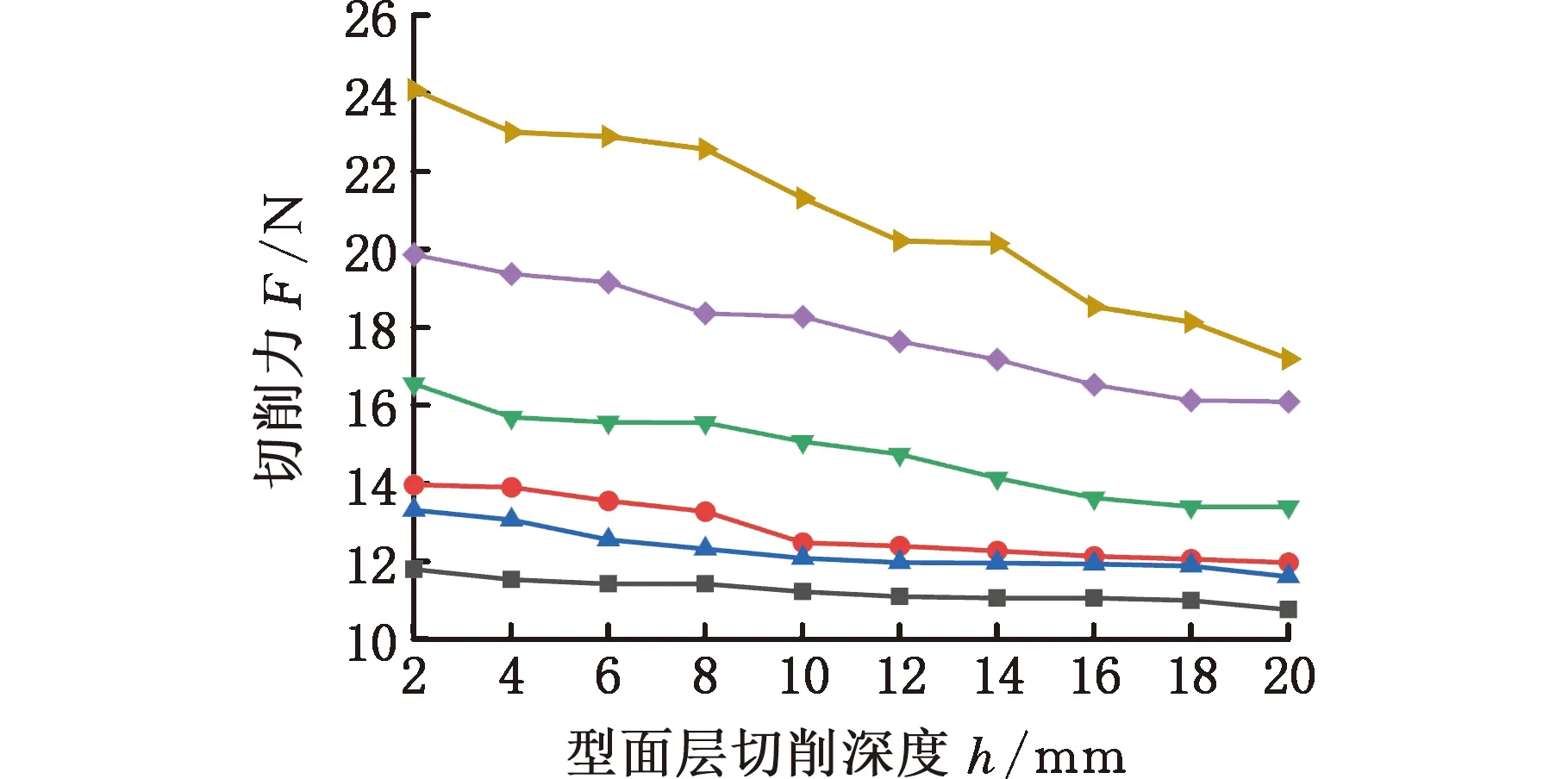
如圖8所示,當切削層深度達到20 mm(第10層)時,4種深度型腔的型面層都未出現切削力急劇下降現象,也就是型面層并未被切削掉,滿足梯度砂型切削原則(型面層不能被切削掉)。考慮到型面層切削過程中總的去除厚度越小越好,提取了型面層總切削厚度為2 mm時的不同型腔深度不同程度補壓時切削力變化規律,如圖9所示,總切削厚度2 mm時的220 mm、260 mm型腔深度砂型型面層切削力比140 mm、180 mm型腔型面層切削力明顯更小,這與不同砂型深度型面層拉伸強度規律保持一致。從切削力大小可以明顯看出,220 mm、260 mm深度型腔型面層經過不同程度的補壓后,力的變化比140 mm、180 mm型腔型更小。根據力的變化趨勢規律,分別采用二次多項式對切削力進行擬合,可得
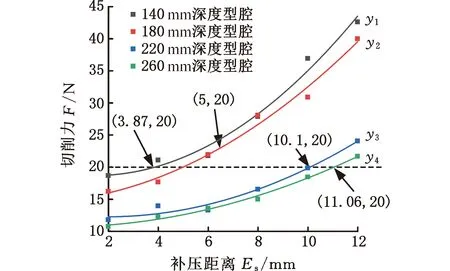
圖9 總切削厚度2 mm時不同深度型腔經過不同程度補壓后型面層切削力的變化規律Fig.9 The cutting force changing law of surface layer for sand molds with different cavity depth after different supplementary pressure when the total cutting thickness is 2 mm
y1=19.14-0.64x+0.22x2
(1)
y2=14.75+0.33x+0.14x2
(2)
y3=12.7-0.45x+0.12x2
(3)
y4=10.68+0.08x2
(4)
二次項系數分別為0.22、0.14、0.12、0.08,明顯140 mm型腔深度砂型型面層隨著補壓程度的增加切削力變化較大。
文獻[21]對普通樹脂砂型切削的研究數據表明,當刀具半徑為6.5 mm、轉速為4500 r/min、進給速度為60 mm/s時,平均切削力為18.58 N。通過以上研究可知,梯度砂型型面層的緊實度應比普通樹脂砂型緊實度大一些,因此切削力也會相應大一些,考慮到刀具磨損[23-24],保持切削力在20N左右,刀具磨損相對較小,此時機床振顫現象也不明顯。當切削力為20 N時計算出各曲線橫坐標,分別得到3.87,5,10.1,11.06 mm,即這些深度型腔砂型的最佳補壓距離為3.87 mm、5 mm、10.1 mm、11.06 mm,對它們進行數據擬合,得出此時型面層最佳補壓距離如圖10所示,最佳補壓距離與型腔深度近似成線性關系。
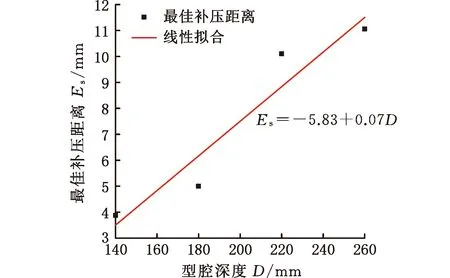
圖10 不同深度型腔最佳補壓距離Fig.10 Optimum distance of supplementary pressure for different cavity depth
2.3 型面層切削力驗證
為進一步驗證不同型腔深度砂型型面層的補壓距離的準確性,制作了型腔深度為240 mm砂型,依據圖10建立的公式,計算可得補壓距離為10.9 mm。補壓后進行了型面層切削力測試,將結果與220 mm、260 mm砂型補壓10 mm時型面層每層切削力進行對比。如圖11所示,第一層切削力為19.68 N,與20 N相差1.6%,此時刀具磨損相對較小,機床振顫現象不明顯,符合預期。經過10層每層2 mm深度的切削力測試,切削力整體呈現線性下降趨勢,符合型面層深度增加、緊實度降低導致切削力減小的規律,從第一層(型腔深度2 mm)的19.68 N下降到第10層(型腔深度10 mm)的16.09 N,降低了18.2%。作為對比參考,220 mm深度型腔補壓10 mm的切削力降低了19.0%,260 mm深度型腔補壓10 mm的切削力降低了18.6%,驗證了砂型切削力的降低與220 mm和260 mm型腔砂型切削力變化范圍相比在1%內。從切削力變化整體趨勢看,240 mm砂型型面層切削力變化趨勢與220 mm砂型型面層切削力趨勢更貼近(第10層切削力差距最大為4.0%),這主要是因為240 mm砂型型腔深度比260 mm型腔深度要小一些,補壓程度10.9 mm比260 mm砂型的補壓程度要大一些,導致此時型面的緊實度相比260 mm砂型型面要高一些。通過以上比較結果可知,240 mm砂型補壓10.9 mm型面層切削力變化是符合預期的。
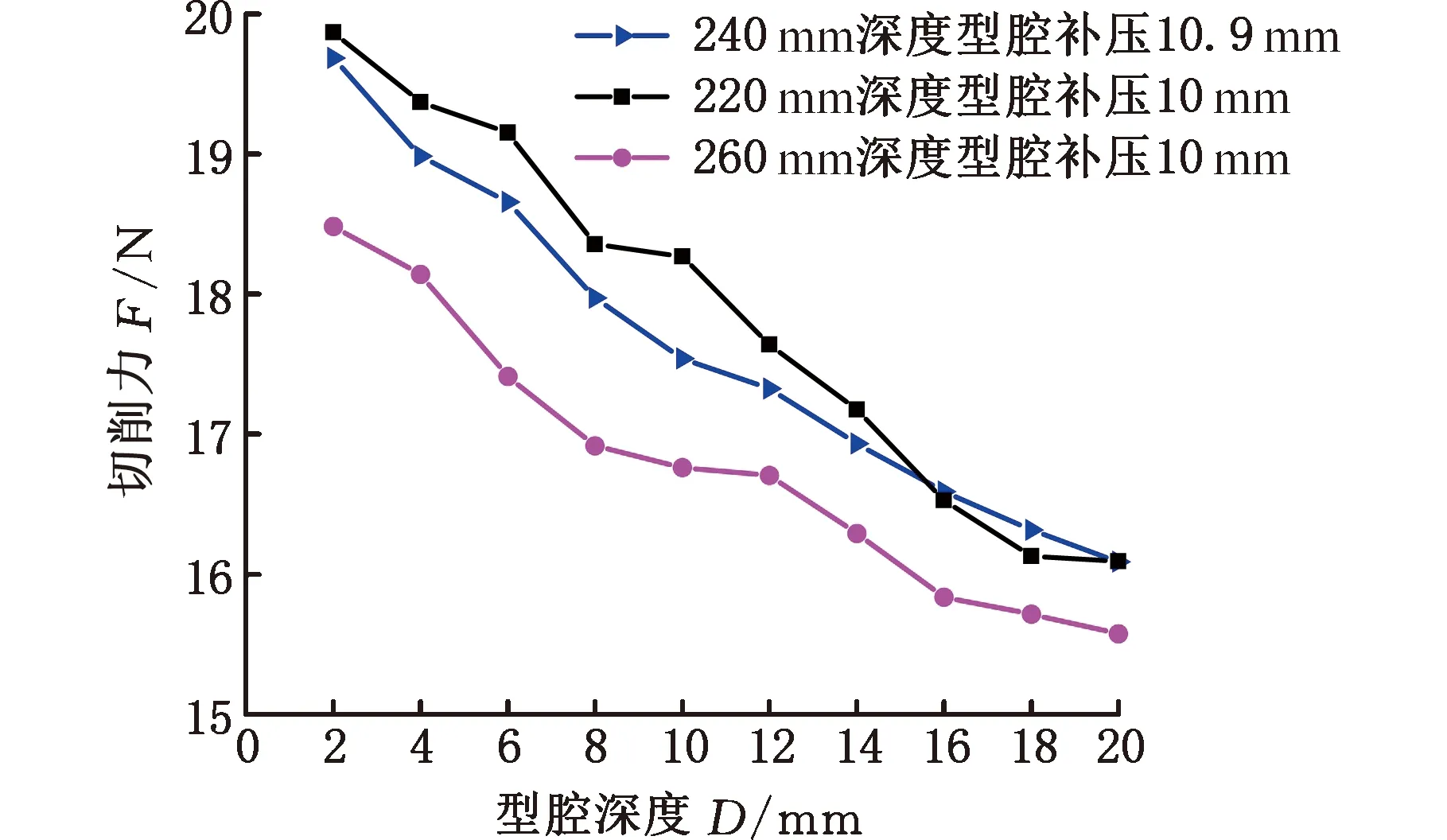
圖11 不同深度型腔砂型經過不同程度補壓后型面層每層切削力變化Fig.11 Cutting force changing of surface layer for sand molds with different cavity depth after different supplementary pressure
2.4 澆注試驗結果
為驗證梯度砂型的性能優越性,采用普通砂型和梯度砂型進行兩組ZL114A的薄板(120 mm×60 mm×10 mm)澆注試驗,于鑄件中心處取樣處理,并進行金相觀察。圖12所示為型面未補壓和補壓的砂型澆注的鑄件金相組織。ZL114A鑄造鋁合金的組織主要由偏白的基體α-Al相、灰色點狀及小條狀共晶硅、黑色小骨骼狀Mg2Si及雜質鐵組成。如圖12a所示,共晶硅組織團聚較大,分布不均勻,這些共晶硅相破壞了α-Al相的連續性,導致合金的力學性能下降,而圖12b共晶硅組織團聚相對較小,分布較均勻,比未補壓砂型鑄件組織好,這是因為經過補壓的梯度砂型型面層緊實度增加,導致型面熱導率增加,密度增加;由于物體蓄熱能力與熱導率、比熱、密度相關,故補壓后砂型型面層蓄熱和導熱能力得到增強[2],澆注過程中加快了金屬液凝固速率,提高了Si元素溶解度。
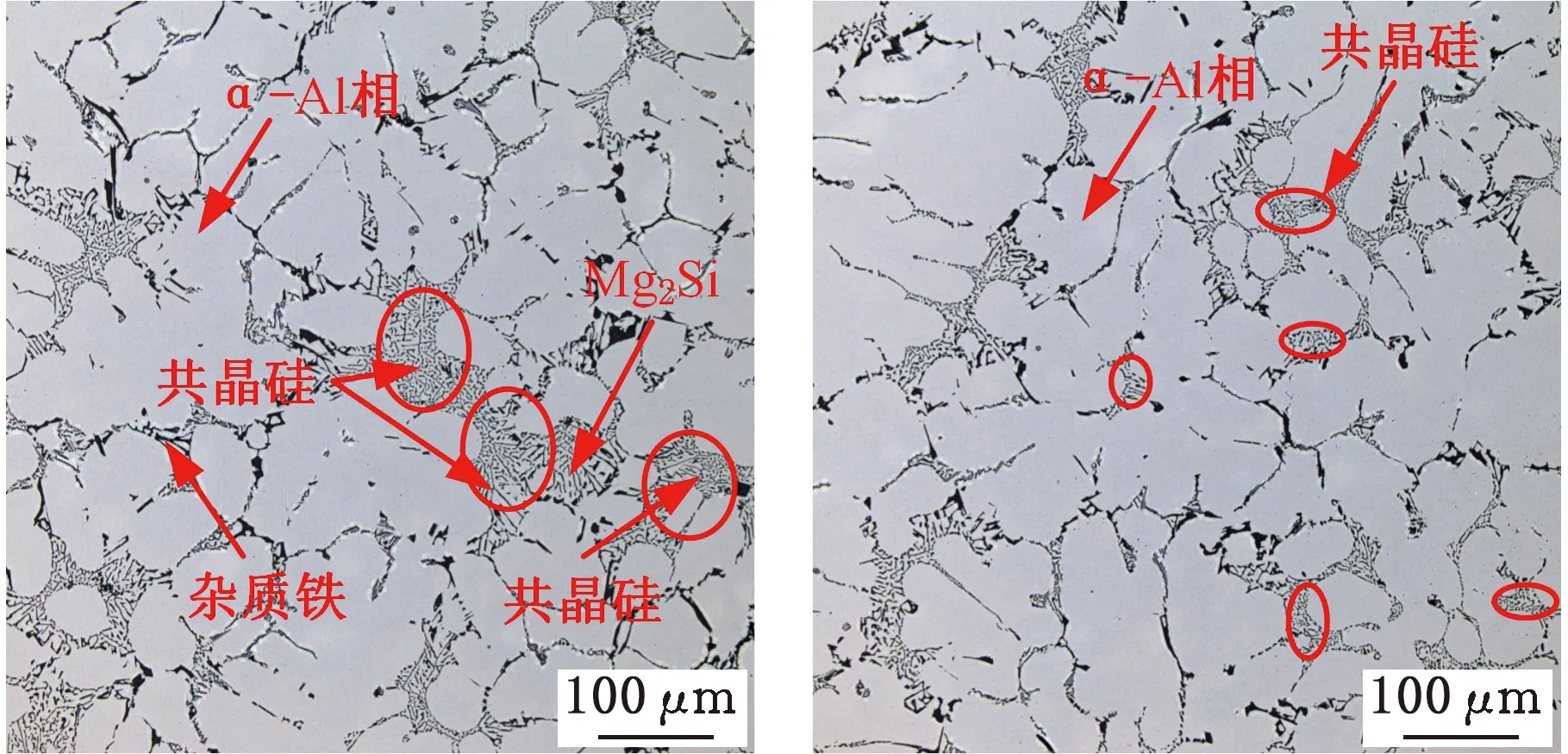
(a)未補壓砂型 (b)補壓梯度砂型圖12 不同砂型澆注出的ZL114A鑄件金相組織Fig.12 Microstructure of ZL114A aluminum alloy cast by different sand molds
3 結論
(1)梯度砂型擠壓成形過程中,不同深度型腔砂型的型面層經過2~12 mm的補壓后,型面層強度得到提高,但是140 mm深度型腔補壓12 mm后出現“過補壓”現象,型面層強度出現轉折。考慮砂型透氣性越大越好,建議100 mm以內深度型腔梯度砂型不采用補壓。
(2)通過型面層切削力測試發現,不同深度型腔經過不同程度補壓后,型面層厚度不同,型面層補壓程度越大,切削力越大。隨著型面層切削層數的增加,力的傳遞效果逐漸變小,切削力變化逐漸平緩。
(3)保持切削力為20 N,得到了不同深度型腔砂型的最佳補壓距離,并對240 mm深度型腔砂型的最佳補壓距離10.9 mm進行驗證,與220 mm深度型腔補壓10 mm時候的切削力相近,試驗結果驗證了建立的切削力模型的正確性。
(4)優化補壓距離后的梯度砂型的型面層緊實度得到提高,蓄熱和導熱能力增強,在金屬成形過程中能夠一定程度上加快金屬液凝固速率,優化組織結構,從而提高鑄件力學性能。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
