集裝箱板SPA-H翹曲原因及改善措施
2023-01-16 04:03:02粟勁超
四川冶金 2022年6期
粟勁超,周 靚,周 波
(柳州鋼鐵集團(tuán)有限公司,廣西 柳州 545002)
近年來,物流行業(yè)蓬勃發(fā)展,集裝箱運輸以其裝卸方便,運費便宜等優(yōu)點越來越受到運輸行業(yè)的歡迎。隨著集裝箱板的市場份額急速擴(kuò)大,使用要求的提升,客戶對其外形精度的要求也越來越高。雖然明確板形控制是帶鋼外形精度的關(guān)鍵,但生產(chǎn)過程中板形問題仍難以解決[1]。高強集裝箱板帶鋼在生產(chǎn)過程的不均勻延伸和后續(xù)裁切加工過程中幾何尺寸改變使應(yīng)力重新分布都會導(dǎo)致翹曲現(xiàn)象,這使翹曲問題日益成為提高產(chǎn)品質(zhì)量的一個重要瓶頸[2]。集裝箱板作為柳鋼熱軋廠的主導(dǎo)品種之一,其性能與板形等質(zhì)量因素對成品合格與否有重要影響。柳鋼熱軋廠生產(chǎn)的集裝箱板存在板形翹曲的現(xiàn)象,特別是2021年二季度生產(chǎn)的集裝箱板,客戶反饋在進(jìn)行板帶裁切加工后,出現(xiàn)了嚴(yán)重的翹曲現(xiàn)象,給后續(xù)加工造成很大困難。因此,為了解決集裝箱板翹曲問題,本文將通過生產(chǎn)情況統(tǒng)計分析,力學(xué)性能試驗等方法,對集裝箱板翹曲的原因進(jìn)行了分析,并通過對成分、軋制工藝、冷卻工藝和矯直工藝等進(jìn)行優(yōu)化,改善集裝箱板裁切加工后翹曲問題。
1 材料及生產(chǎn)過程
以柳鋼熱軋廠1450 mm線生產(chǎn)的4 mm×1350 mm規(guī)格集裝箱板SPA-H為試驗對象,主要化學(xué)成分如表1所示。批量跟蹤該鋼種的生產(chǎn)情況,其主要生產(chǎn)流程為:鐵水脫S→轉(zhuǎn)爐冶煉→LF(淺)精煉→板坯連鑄(電攪+軟壓下)→精整→送熱軋→鑄坯加熱→粗軋→精軋→卷取→(平整)→包裝→入庫,具體軋制工藝參數(shù)如表2所示。
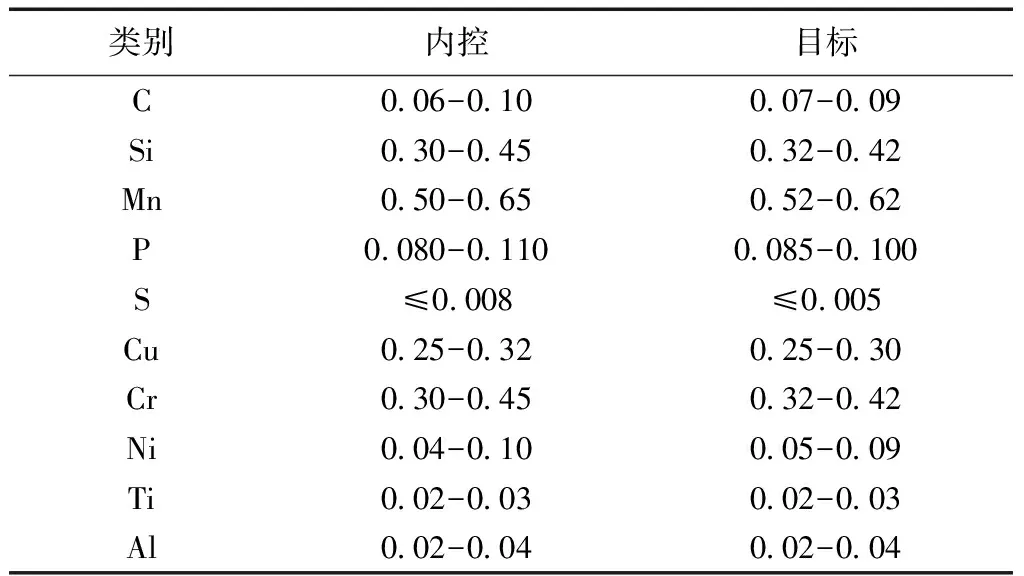
表1 集裝箱鋼板SPA-H的化學(xué)成分 單位:%

表2 帶鋼軋制工藝參數(shù)
2 翹曲原因分析
軋制過程實質(zhì)上是單向壓縮、雙向延伸的塑性變形的過程。而塑性變形是一個復(fù)雜的物理過程,受到許多因素的影響,再加上材料本身的特性,就形成了最終的軋制狀態(tài)。翹曲的力學(xué)機理是帶鋼在寬度和厚度方向的不均勻延伸分布導(dǎo)致的彎曲變形。相關(guān)研究表明造成翹曲的原因主要為[3]:(1)熱軋帶鋼在寬度和厚度方向上變形和應(yīng)力分布不均勻;(2)熱軋帶鋼長度方向上曲率分布不均勻;(3)熱軋鋼板內(nèi)部出現(xiàn)內(nèi)應(yīng)力,如冷卻不均勻形成各種不均勻的殘余應(yīng)力等。
針對用戶反饋的問題,對熱軋現(xiàn)場的生產(chǎn)情況以及客戶的生產(chǎn)狀況進(jìn)行了分析。集裝箱板帶鋼在使用過程中一般都要經(jīng)歷三個加工過程,下料裁切、塑性成形、焊接連接。其中,下料裁切后由于高強集裝箱板固有的內(nèi)應(yīng)力較大特性,導(dǎo)致使用中帶鋼開卷為平板時,存在沿長度方向的板形翹曲缺陷,并且用戶反饋裁切后,在較大的內(nèi)應(yīng)力釋放同時還會出現(xiàn)邊浪,如圖1所示,這給后續(xù)加工造成很大的困難。此外,用戶在反映鋼卷翹曲的同時,提出了強度較高現(xiàn)象,這對其后序的成型工序有不少的壓力,為此我們獲取了二季度生產(chǎn)鋼卷的強度情況,如表3所示。由表3可知,其對應(yīng)的屈服強度和抗拉強度在滿足了標(biāo)準(zhǔn)的要求的同時都比較高。強度較高會影響平整矯直能力,如果用戶矯直能力較弱,難以消除殘余應(yīng)力的不均勻性,就越易造成裁切后的翹曲程度,可見強度較高也是影響帶鋼翹曲嚴(yán)重的一個重要原因。
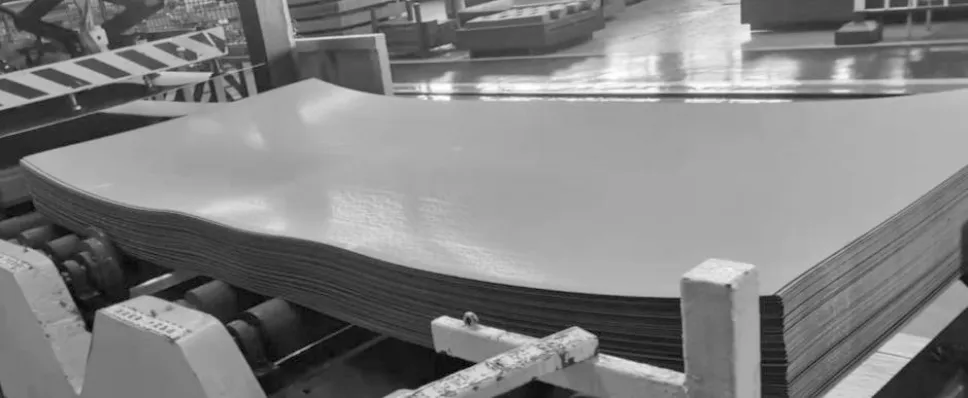
圖1 集裝箱板裁切后鋼板翹曲情況

表3 2021年二季度生產(chǎn)的集裝箱板SPA-H的力學(xué)性能
2.1 成分與軋制工藝
為了降低集裝箱板強度因素對翹曲的影響,首先對集裝箱板的軋制工藝進(jìn)行了優(yōu)化。2021年5月份通過調(diào)整軋制工藝參數(shù),進(jìn)行了不同軋制速度、不同終軋溫度和不同卷取溫度對集裝箱板性能的影響的試驗,得到了降低軋制速度、提高終軋溫度和卷取溫度有利于降低集裝箱板強度的規(guī)律。在綜合考慮了軋線的因素,2021年6月份對1450線的熱軋4 mm×1350 mm規(guī)格的集裝箱板的終軋溫度和卷取溫度進(jìn)行優(yōu)化調(diào)整,將終軋溫度提高20 ℃,卷取溫度提高了30 ℃,具體工藝調(diào)整如表4所示。6月份實施軋制工藝優(yōu)化以來,厚規(guī)格箱板強度降低約10~20 MPa,且整體性能波動性略有改善,工藝調(diào)整前后集裝箱板強度變化趨勢如圖2所示,用戶反饋使用效果有一定改善,批量性下料變形問題總體有所緩解,但強度偏高、鋼板回彈較大的問題依然存在。

表4 帶鋼軋制工藝參數(shù)
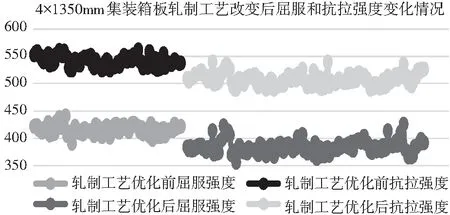
圖2 軋制工藝優(yōu)化前后性能對比
對不同工藝調(diào)整后帶鋼的性能變化情況進(jìn)行大量的對比跟蹤試驗,確認(rèn)大范圍工藝調(diào)整均對厚規(guī)格箱板的性能調(diào)控作用不明顯。為了進(jìn)一步的緩解強度因素對翹曲回彈的影響,在優(yōu)化軋制工藝的基礎(chǔ)上,采取了成分優(yōu)化的方式,通過降低了SPA-H集裝箱板中的Si、Mn元素,達(dá)到進(jìn)一步降低集裝箱板強度,具體成分變化如表5所示。對采取成分和軋制工藝優(yōu)化的集裝箱板進(jìn)行拉伸試驗,其性能情況如表6所示。由表6可知,對比未采取成分優(yōu)化的試樣,集裝箱板的強度降低了20~30 MPa,用戶反饋鋼卷裁切后翹曲的現(xiàn)象有進(jìn)一步的緩解,但總體的性能波動大,翹曲情況仍然存在。
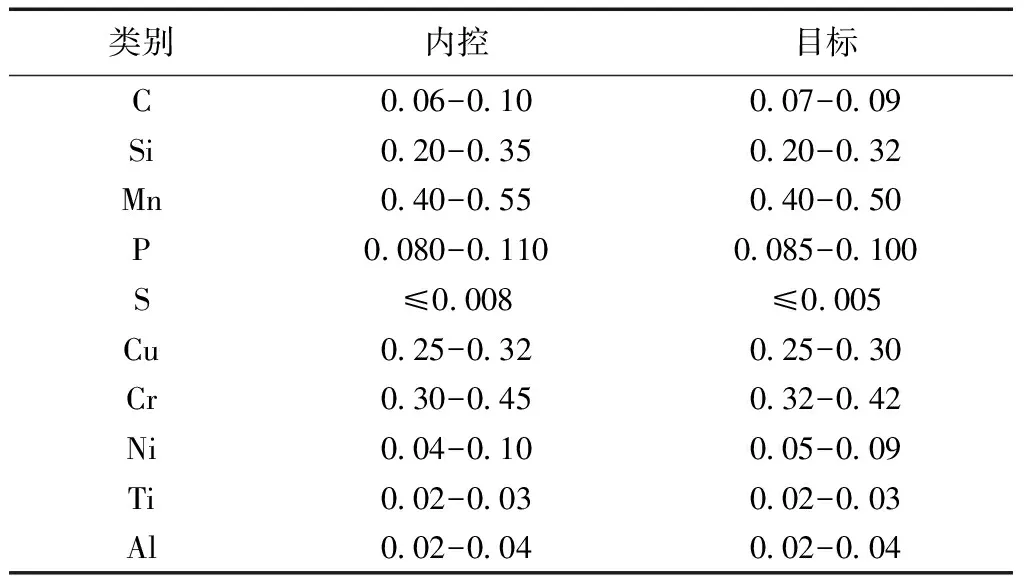
表5 調(diào)整后集裝箱鋼板SPA-H的化學(xué)成分 單位:%

表6 成分和軋制工藝優(yōu)化后集裝箱板SPA-H的力學(xué)性能
2.2 殘余應(yīng)力的降低和均勻化
通過優(yōu)化成分和軋制工藝后,集裝箱板的翹曲嚴(yán)重性有了明顯的緩解,但由于性能波動較大,集裝箱板還存在翹曲情況,而且裁切后集裝箱板的浪形也存在,這說明集裝箱板中的還存在大量不均勻分布的殘余應(yīng)力。集裝箱板在自然冷卻到室溫后,其每一個橫截面內(nèi)均存在殘余應(yīng)力,一般情況下沿厚度方向上的任一點上的應(yīng)力分布形狀,如圖3所示[3]。如果應(yīng)力分布沿厚度寬度方向上是一樣的話,矢量和及力矩和都為零,這樣的鋼板在裁切之后,就不會翹曲。然而熱連軋生產(chǎn)的帶鋼其內(nèi)部和上下表面都還殘留著局部的殘余應(yīng)力,由于這種殘余應(yīng)力延長度和寬度方向不均勻分布,會對鋼板截面產(chǎn)生一個力矩,這樣的力矩往往會導(dǎo)致鋼板在裁切后發(fā)生翹曲。
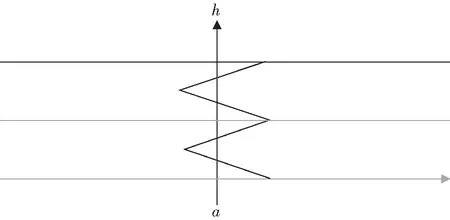
圖3 帶鋼沿厚度方向的殘余應(yīng)力的分布示意圖
為了緩解殘余應(yīng)力對裁切后鋼板翹曲的影響。針對冶煉成分、軋制工藝調(diào)整后性能穩(wěn)定性不足、殘余應(yīng)力分布不均的情況,對軋后的冷卻工藝進(jìn)行了優(yōu)化。在前期試驗跟蹤的基礎(chǔ)上,對不同冷卻模式條件下的性能變化情況進(jìn)行大量的對比試驗,最終得到了將軋后冷卻模式由急冷調(diào)整為快冷,同時對軋制速度、機架間帶鋼水的選用進(jìn)行相應(yīng)的窄窗口優(yōu)化控制,旨在進(jìn)一步降低軋后冷卻速度和冷卻均勻性,緩解強度偏高、鋼板內(nèi)應(yīng)力不均勻?qū)е碌牟们新N曲變形問題。對冷卻工藝優(yōu)化后的集裝箱板性能進(jìn)行測試,其強度情況如表7所示。集裝箱板強度較6月份,再次下降15~20 MPa,性能穩(wěn)定性也得到進(jìn)一步提升。經(jīng)跟蹤確認(rèn),用戶反饋冷卻工藝優(yōu)化后的鋼卷,殘余應(yīng)力降低的同時均勻性也提高了,裁切后鋼板翹曲問題基本消除。

表7 2021年二季度生產(chǎn)的SPA-H的力學(xué)性能
2.3 矯直工藝優(yōu)化
柳鋼熱軋廠對裁切后集裝箱板矯直工作進(jìn)行了跟蹤,選取了與用戶同批次有翹曲問題的鋼卷進(jìn)行平整矯直試驗。經(jīng)過對比發(fā)現(xiàn),試驗鋼卷在經(jīng)過熱軋廠內(nèi)正常的矯直后,均沒有翹曲問題,但當(dāng)采用降低矯直能力的手段后,裁切后的鋼板翹曲現(xiàn)象就出現(xiàn)了,而且強度越高,翹曲現(xiàn)象越嚴(yán)重。由此可推斷,用戶反饋裁切后鋼板的翹曲問題與其矯直設(shè)備能力和工藝有關(guān)。當(dāng)集裝箱板的強度較高時,矯直難度加大,就會出現(xiàn)矯直效果不明顯,帶鋼矯直后仍存在邊浪、翹曲等問題。生產(chǎn)實踐證明,在矯直設(shè)備能力足夠的條件下,合理設(shè)置矯直工藝可以得到整張平直的鋼板[4]。
相關(guān)文獻(xiàn)表明,隨著帶鋼的強度及原始曲率增大,殘余應(yīng)力值有增大的趨勢,翹曲程度則隨鋼板的強度和原始曲率越大而增大,并且裁切后的翹曲情況很可能是一致的。要解決熱連軋集裝箱板裁切后翹曲的問題,必須消除帶鋼沿長度方向上的曲率,然后使上下表面的殘余應(yīng)力均勻化。因此,技術(shù)人員需根據(jù)集裝箱板帶翹曲情況,對用戶矯直的工藝參數(shù)進(jìn)行優(yōu)化。(1)改進(jìn)矯直機深彎輥和反彎輥的使用方式。在開卷穿帶完成后繼續(xù)保持深彎輥與反彎輥的配合,使其一直緊緊壓著帶鋼,達(dá)到消除原始曲率的目的。(2)對矯直機輥縫設(shè)定進(jìn)行優(yōu)化。重新調(diào)整矯直機的輥縫初始設(shè)定值,并且保證在矯直過程中輥縫根據(jù)帶鋼厚度變化進(jìn)行調(diào)整,利用粗矯直輔助精矯直對帶鋼的殘余應(yīng)力進(jìn)行均勻化。(3)優(yōu)化支撐輥的位置設(shè)定。在矯直過程中,保證矯直輥受到支撐輥的支撐作用,避免矯直過程中矯直輥產(chǎn)生彎曲,未使整個帶鋼表面受到矯直作用。對集裝箱熱軋帶鋼采用優(yōu)化的矯直工藝后,帶鋼矯直效果大幅度提升,用戶反饋裁切翹曲情況基本消除。
3 結(jié)語
(1)針對用戶反饋的問題,對熱軋現(xiàn)場的生產(chǎn)情況以及客戶的生產(chǎn)狀況進(jìn)行了分析,認(rèn)為集裝箱板翹曲的主要原因是帶鋼局部殘余應(yīng)力分布不均勻和強度較高。
(2)對集裝箱板的成分和軋制工藝調(diào)整后,帶鋼的強度降低了20~30 MPa,翹曲現(xiàn)象有一定改善。通過軋后冷卻工藝的優(yōu)化,降低冷卻速度和冷卻均勻性,帶鋼的強度再次降低了15~20 MPa,進(jìn)一步緩解強度偏高、鋼板內(nèi)應(yīng)力不均勻?qū)е碌牟们新N曲變形問題,裁切后翹曲問題明顯改善。
(3)針對用戶集裝箱板矯直效果差的問題,通過優(yōu)化矯直工藝,矯直效果大幅提升,裁切翹曲情況基本消除。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39