關于儲氣罐進出氣口改造的問題探討
2023-01-14 01:27:08蘇文娟管凌峰金蘇柯
中國特種設備安全 2022年12期
張 磊 蘇文娟 管凌峰 趙 洋 金蘇柯
(江蘇省特種設備安全監督檢驗研究院常州分院 常州 213000)
根據《中華人民共和國特種設備安全法》[1]的規定,對壓力容器進行改造的單位必須具備壓力容器改造資質,在實施改造前,改造單位應向當地特種設備安全監察部門(以下簡稱監察部門)辦理開工告知,再向特種設備檢驗機構報檢,在檢驗機構改造監檢合格并辦理使用登記證書變更后,方可繼續使用。
在對儲氣罐日常的定期檢驗中發現,因采購的儲氣罐普遍是制造廠家生產的定型產品,并不是根據紡織生產工藝要求的定制產品,且部分中小型紡織企業對特種設備法律法規不熟悉,往往對儲氣罐私自進行非法改造,將進、出氣口開孔增大,以滿足其生產工藝對壓縮空氣高流量的要求。以往檢驗人員在此類壓力容器改造監檢時往往會有所忽視,而且也未曾檢索到有關儲氣罐進、出氣口改造的文獻。本文全面地闡述了此類壓力容器改造存在的安全隱患,提出了針對性解決措施,為壓力容器檢驗人員和改造過程相關單位提供參考。
1 設備概況
在對某紡織企業在用的2臺儲氣罐定期檢驗時發現,進、出氣口都有改造痕跡,開孔均增大為DN200,開孔增大部位焊縫外觀成形質量差,接管壁厚降低,且無開孔補強措施。經調查核實,從事該壓力容器改造的單位未取得相應的資質,改造單位未向所在地的特種設備監察部門書面告知,改造過程未經過特種設備檢驗機構監督檢驗,屬于非法改造。2臺儲氣罐均為上海某公司制造,具體參數見表1,改造效果見圖1、圖2。檢驗員當即向使用單位出具了整改意見通知書,后監察部門到場出具了監察指令書,責令限期整改。

圖1 儲氣罐1出氣口

圖2 儲氣罐2進氣口
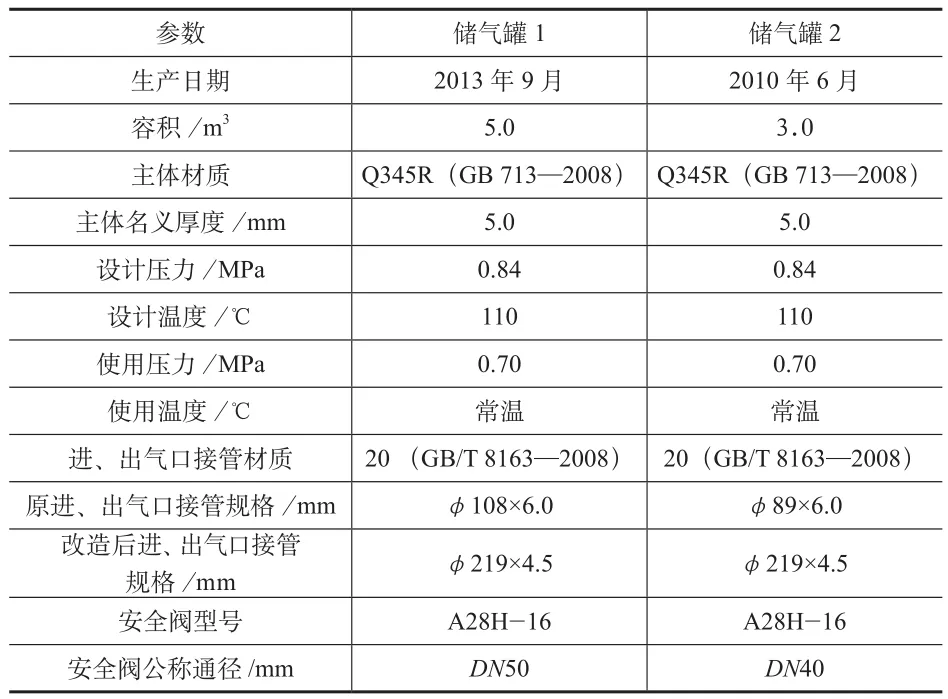
表1 2臺儲氣罐參數
2 存在的安全隱患
2.1 開孔應力集中
當壓力容器筒體上開孔且有接管時,其應力狀態遠比板材上開孔但無接管時更為復雜,它不僅包括薄膜應力,而且包括由于接管和筒體相連接時所引起的邊緣應力以及由于開孔接管過渡區引起的局部應力集中、應力梯度較大,極易成為設備的破壞源,因此對開孔接管部位作詳細的應力分析和強度評定是確保壓力容器安全運行的重要環節之一。容器開孔接管引起孔邊應力集中,其原因在于:1)容器筒身因開孔削弱了承載面積造成容器高薄膜應力;2)容器整體的連續性被破壞,在開孔和接管處因變形不協調,連接處將產生較大的附加內力分量,影響最大的是附加彎曲應力,因此,開孔和接管附近形成局部的高應力區。再者,接管上有時還承受其他載荷以及容器開孔本身的制造缺陷和殘余應力的影響,開孔附近就往往成為容器的薄弱部位[2]。
由上可知對壓力容器進行開孔本身就具有一定風險,而此案例中未進行開孔補強計算就私自對儲氣罐進、出氣口開孔增大改造,接管壁厚被降低,使壓力容器的承壓能力大大降低,嚴重影響儲氣罐使用安全。
2.2 焊縫失效風險
如果改造單位是沒有資質的單位,改造單位質量保證體系運行情況、實施改造的人員資質情況不明,那么無法保證開孔部位焊縫的焊接質量。使用單位對于特種設備法律法規不熟悉,不能充分認識到對壓力容器本體切割、施焊帶來的如下質量隱患和安全風險。
1)此開孔部位原來是全截面焊透的角接頭,為對接焊縫和角焊縫的組合焊縫(如圖3所示),然而改造施工時焊接未按要求開坡口,實際焊接接頭多為角焊縫形式(如圖4所示),承載強度大大降低。
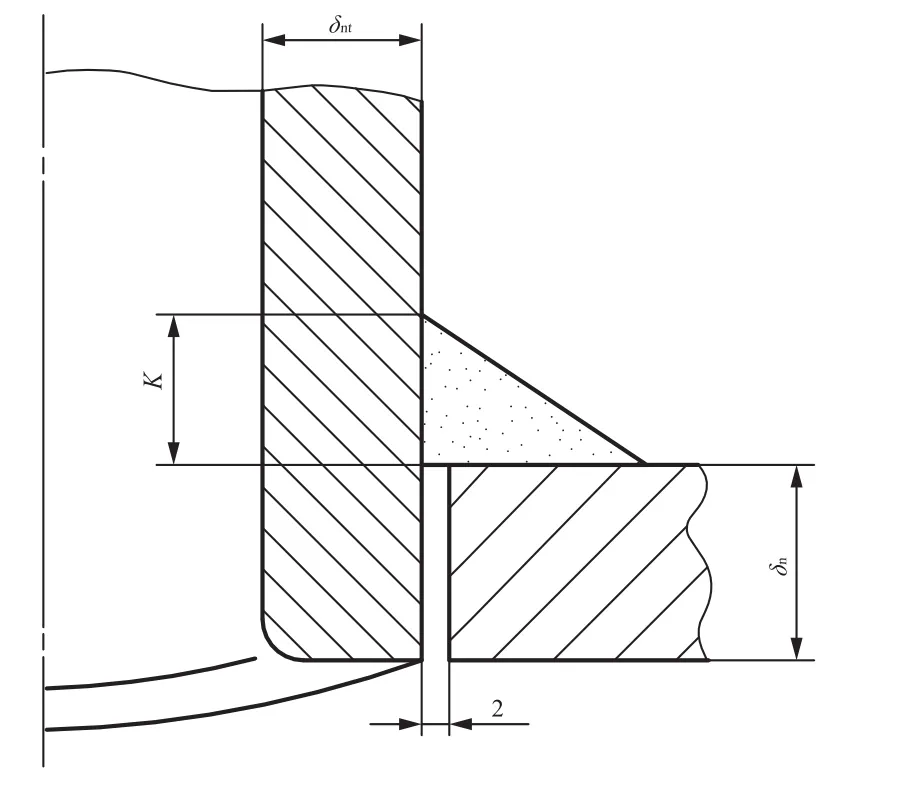
圖4 改造實際焊接接頭
2)私自改造過程中焊材的選用、保管、烘烤、領用等程序不規范,焊工未持有監察部門頒發的特種設備焊工證,且無經評定合格的焊接工藝文件支持,焊接質量無法保證,導致焊縫外觀成形質量差,焊縫內部可能存在嚴重缺陷,如未熔合、未焊透、裂紋、超標氣孔、夾渣等。
3)空壓機吸排氣過程中具有間歇性,致使管道內氣流的壓力和速度呈脈動性和周期性變化,這種脈動氣流會引起管路振動。此外,因儲氣罐安裝不規范,底座未固定,罐體與空壓機安裝距離未按設計要求安裝也會引起和加劇管道振動。該焊縫承載著管路系統的振動,受到附加疲勞載荷,易產生疲勞裂紋,一旦裂紋導致開裂嚴重情況下甚至會引起爆炸[3]。
綜上所述,焊接質量差的改造進、出氣口可能會成為容器的破壞源,嚴重影響儲氣罐使用安全。
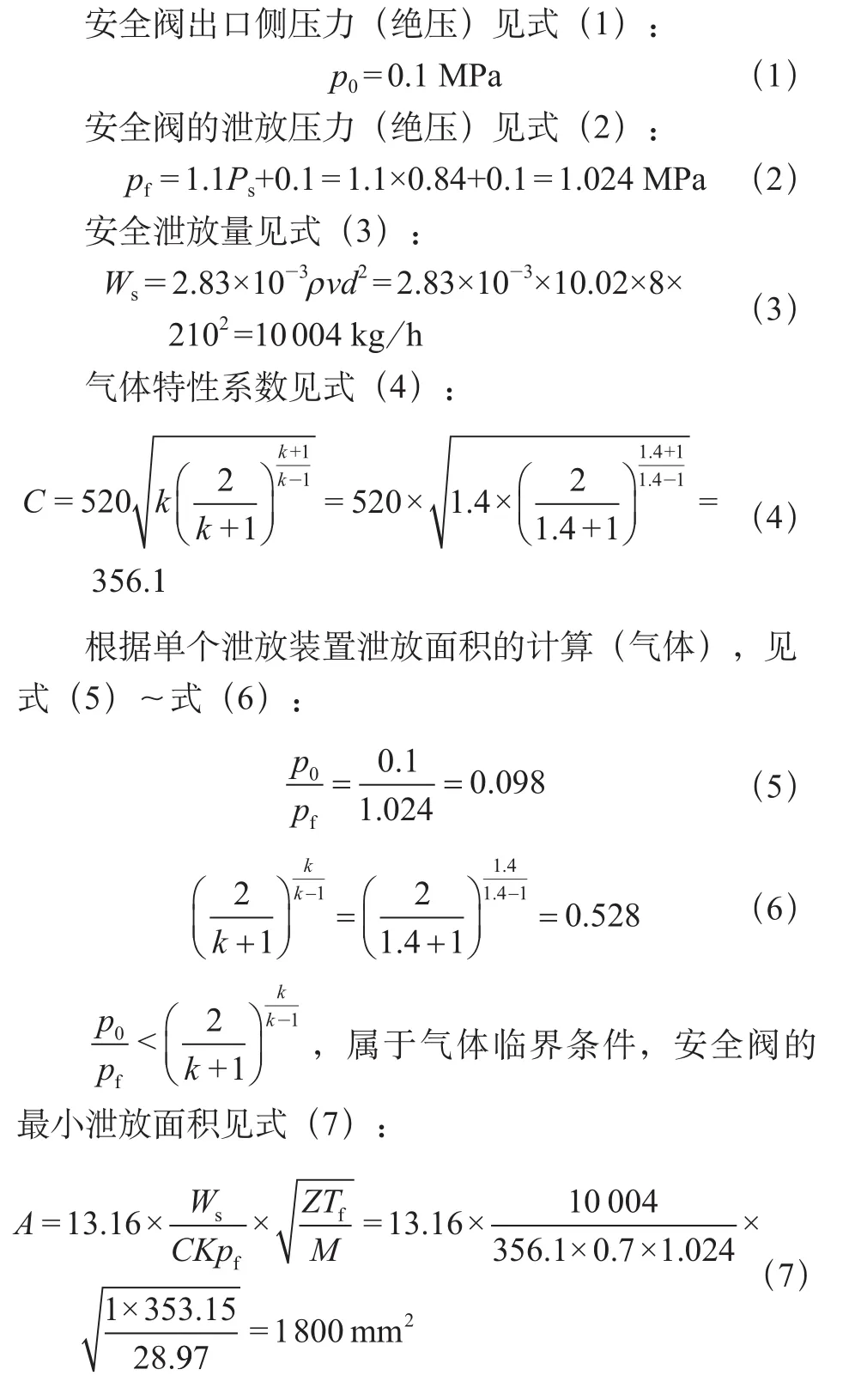
2.3 原安全閥泄放量不足
儲氣罐進、出氣口開孔增大改造后,原有安全閥將不能繼續滿足安全泄放的要求,這往往是改造過程中最容易被忽視的問題。安全閥通徑必須根據泄放量來確定,安全閥的泄放量Ws'必須大于等于安全泄放量Ws。安全閥通徑選用不正確,將有超壓風險,造成儲氣罐內氣壓急劇上升。
下面以5 m3儲氣罐為例,根據GB/T 150.1—2011《壓力容器 第1部分:通用要求》[4]附錄B,計算改造后的安全閥的最小泄放面積,另一臺3 m3儲氣罐以此類推,計算結果與之一致。
容器進料管規格為φ219 mm×4.5 mm,內直徑d =(219?4.5×2)mm = 210 mm。安全閥整定壓力 Ps=0.84 MPa,泄放裝置泄放溫度Tf= 80 ℃ = 353.15 K。介質是空氣,應選擇全啟式安全閥,根據安全閥制造廠家提供的數據,額定泄放系數K = 0.7。空氣的摩爾質量M = 28.97 kg/kmol,氣體絕熱指數k =1.4,氣體壓縮系數Z = 1。在此條件下,空氣密度ρ =10.02 kg/m3,流速 v = 8 m/s。
根據儲氣罐出廠質量證明書中的安全閥計算書和安全閥銘牌參數,原型號A28H-16,公稱通徑DN50全啟式安全閥,流道直徑d1= 32 mm,實際泄放面積見式(8):

A1<A,原泄放面積不再滿足要求。
3 針對性的解決措施
3.1 開孔補強計算
根據GB/T 150.3—2011《壓力容器 第3部分:設計》[5],此案例情形適用于等面積法。若補強面積Ae大于等于所需補強面積A,則不需另加補強;若補強面積Ae小于所需補強面積A,則需要另加補強。通過單個開孔補強的等面積法計算,得出A = 818.6 mm2,Ae= A1+A2+A3=(216.7+277.4+18) mm2=512.1 mm2,Ae<A,必須另加補強。因計算過程較煩瑣,這里不再詳列。
3.2 焊接質量控制
根據TSG 21—2016《固定式壓力容器安全技術監察規程》[6],壓力容器改造施工方案需要由具備資質的設計單位書面同意。改造單位應具備相應的壓力容器改造資質,建立施工現場質量保證體系,嚴格按規范標準和施工方案進行施工,規范焊材的選用、保管、烘烤、領用,由符合資質要求的持證焊工,嚴格按照經評定合格的焊接工藝開坡口施焊,保證全截面焊透。在焊接結束后,對焊縫外觀質量進行目視檢查,并進行無損檢測,排除焊接缺陷后,再進行強度試驗。另外,在今后的定期檢驗中檢驗人員應重點加強對該焊縫的檢測。
3.3 安全閥通徑計算
以安全閥的最小泄放面積A作為安全閥的流道面積,計算安全閥的流道直徑,見式(9):

所以需選擇流道直徑d0=50 mm的安全閥。根據統計概算,全啟式安全閥的流道直徑d0與公稱直徑DN之比約為0.625,根據文獻[7]和制造廠家產品數據(見表2),選用型號A28H-16,公稱通徑DN80的帶扳手外螺紋連接彈簧全啟式安全閥。

表2 安全閥制造廠家公稱通徑DN和流道直徑d0的標準系列 mm
實際泄放面積計算見式(10):

A0>A,泄放面積滿足要求。
從上面的計算過程可以看出,進口直徑由DN100增大到DN200后,安全泄放量也隨之增大,導致安全閥的最小泄放面積增大,流道直徑增大,原DN50的安全閥不再滿足泄放要求,應更換為DN80的安全閥。另外原安全閥螺紋接口與原安全閥公稱通徑一致,應將DN50的安全閥接口更換為DN80的接口。
4 結束語
1)儲氣罐進、出氣口改造主要存在開孔應力集中、焊縫失效風險、原安全閥泄放量不足3個問題。
2)設計單位應對壓力容器重新設計,做好開孔補強計算、焊接接頭設計、安全閥通徑計算,并審核改造施工方案。
3)改造單位應按規定辦理改造相關的手續,做好開孔補強措施、焊接質量控制,更換合適的安全閥。
4)壓力容器檢驗人員在平時定期檢驗中應及時發現此類壓力容器介質進、出口私自改造的問題,督促整改閉環,保障壓力容器的安全運行。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
產品可靠性報告(2017年7期)2017-09-05 09:49:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26