插座外殼注塑成型翹曲優化分析
2023-01-13 13:33:26王信瑋張建鵬王曉東蔡玉俊
天津職業技術師范大學學報 2022年4期
王信瑋,王 權,張建鵬,王曉東,蔡玉俊
(天津職業技術師范大學汽車模具智能制造技術國家地方聯合工程實驗室,天津 300222)
插座是常見的生活用品,也是電力傳輸末端與電器之間的連接橋梁。近些年,隨著家用電器與電子產品使用量的增多,插座的需求量也明顯增加。據統計,我國每年的插座銷量已達到一億多件,可見這一領域存在巨大的市場空間。插座外殼采用塑膠材質,插座內部裝有五金彈片、觸電開關和保險絲,在使用時應避免出現負載過大、接觸不良等安全隱患。插座外殼通過注射成型工藝進行生產,注射成型具有可控性強、生產效率高、適用性廣、大批量生產成本低等優點[1-2],但成型制品存在困氣、燒焦、開裂、熔接痕、飛邊或翹曲等缺陷,因此應在產品制造前期對制品結構、模具結構、材料和工藝參數進行合理的設計[3]。Huszar等[4]研究了PP、PS、PP+GF30等材料對塑件翹曲變形的影響,發現無定形材料PS相較結晶型材料PP更有利于降低翹曲,比較了4個不同澆口位置對PP+GF20材料制品翹曲變形的影響,發現纖維取向對翹曲變形的影響最顯著,選擇PP+GF30作為成型材料并且頂部進膠可以使塑件獲得最小的翹曲變形和最大的剛度。Hakimian等[5]對比了PC/ABS、PPE/PS以及POM對微注塑齒輪收縮和翹曲的影響,發現無定形塑料比結晶型塑料對翹曲和收縮的抵抗能力更強,并通過正交實驗優化了工藝參數,發現玻纖含量對翹曲和收縮的影響作用最大,模具溫度和熔體溫度次之。唐杰等[6]以汽車燈罩為研究對象,通過正交實驗優化成型工藝參數,使最大翹曲變形量下降了19.15%。羅鵬飛等[7]選取了注射時間、模具溫度、熔體溫度、保壓壓力與保壓時間、冷卻時間5個工藝參數為設計變量,以車標塑件的多個成型指標的綜合評分為目標變量,設計了正交實驗,發現注射時間的影響作用最為顯著。本文以插座外殼作為研究對象,利用Moldflow軟件模擬成型過程,比較不同材料對成型效果的影響,并以最大翹曲變形量為指標,利用正交實驗優化插座外殼的成型工藝參數。
1 Moldflow分析模型的建立
1.1 插座外殼成型問題分析
插座外殼的成型問題主要分為三方面[8-10]:一是結構設計不合理,主要表現為壁厚設計不合理導致的縮痕以及過大的體積收縮;加強筋排布設計不合理導致的插座外殼剛度不足和翹曲變形過大;必要位置缺少孔和圓角導致的應力集中現象;脫模斜度設計不合理導致的無法脫模現象。二是選材不合理,材料選擇與產品的工藝設計直接相關,如果材料不具備阻燃性能、抗沖擊強度低或者在高溫下分解出有毒氣體,將會產生嚴重的安全問題,同時材料本身可加工性差或者成型工藝范圍窄,也會給實際生產帶來問題。三是參數設計不合理,不合理的工藝參數會使塑件出現過大的翹曲變形和體積收縮,還會帶來熔接痕、縮痕等外觀問題。
1.2 不同材料對插座外殼體積收縮和翹曲變形的影響
插座外殼制品整體尺寸為150.9 mm×50.3 mm×10.06 mm,整體壁厚均為2 mm,壁厚最大位置處為插座上表面凸臺位置,約為5 mm,殼體內部加強筋壁厚約為0.8 mm。將插座外殼3D模型導入Moldflow軟件進行網格劃分,網格類型選擇雙層面網格,最大縱橫比為13.98,平均縱橫比為2.61,匹配百分比為83.2%,相互百分比為83.3%,建立插座外殼有限元模型,如圖1所示。由于插座外殼結構對稱,將澆口位置設置在零件中部,既可以降低注射壓力,也有利于成型時熔體的溫度和壓力均勻分布。分析序列選擇為“冷卻+填充+保壓+翹曲”,工藝條件保持默認設置并運行分析。

圖1 插座外殼有限元模型
研究分別選擇POM、PP、ABS、PC/ABS、PC/ABS+GF20共5種材料,比較分析其對制品體積收縮率、翹曲變形和注射壓力的影響。其中,POM和PP為結晶型結構的聚合物,ABS和PC/ABS為無定形結構的聚合物,對于同種材料分別選取3個不同廠家的產品用來對比,不同材料的體積收縮率和翹曲變形量對比分別如圖2和圖3所示。
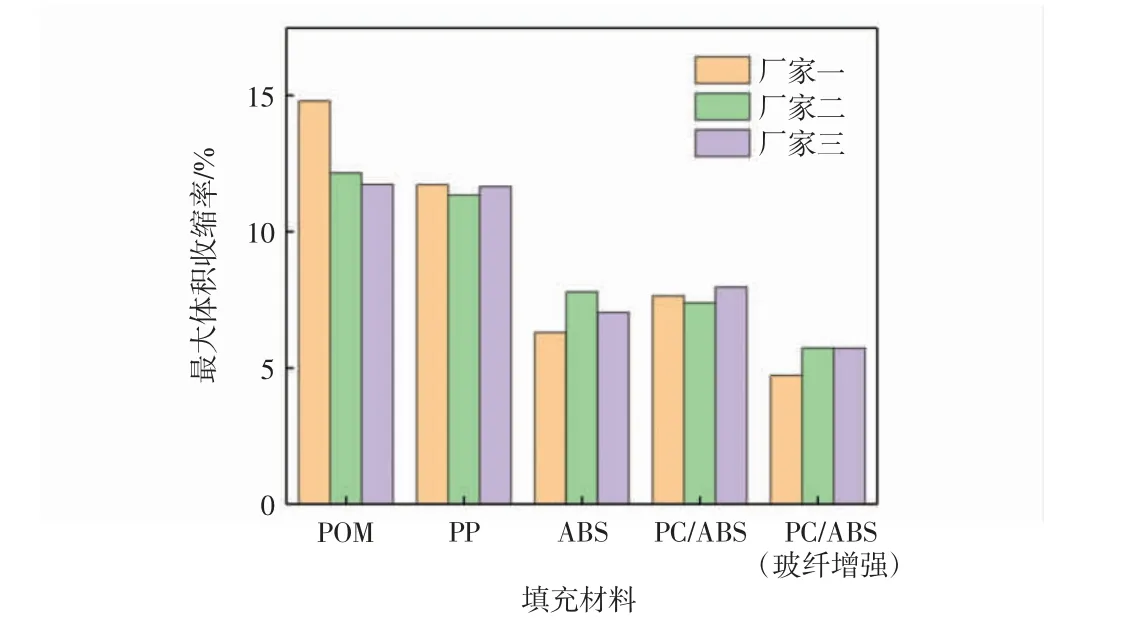
圖2 不同材料的體積收縮率對比
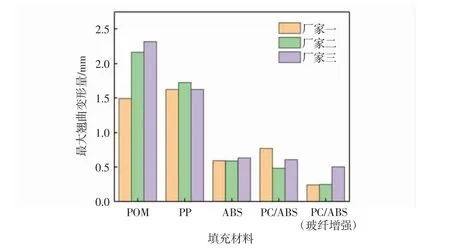
圖3 不同材料的翹曲變形量對比
從圖2可以看出,PC/ABS+GF20體積收縮率最低,ABS和PC/ABS的體積收縮率低于POM和PP,每種材料的體積收縮率平均值分別為12.90%、11.58%、7.04%、7.66%、5.39%。不同材料的體積收縮率差異較明顯,這是因為在熔融狀態下,結晶型塑料和無定形塑料的熔體體積都隨溫度線性變化,但當熔體冷卻至固化溫度時,無定形塑料體積隨溫度仍呈線性變化,而結晶型塑料則隨熔體溫度呈指數下降,固化過程中的結晶現象微觀上表現為更加緊湊的分子排布,宏觀上表現為更大的體積收縮。
材料對制品的翹曲變形也有很大影響,圖3列出了不同種類材料在默認成型工藝條件下模擬得到的最大翹曲變形量,POM、PP、ABS、PC/ABS、PC/ABS+GF20總翹曲變形量平均值分別為1.99 mm、1.66 mm、0.60 mm、0.62 mm、0.33 mm,結晶型塑料POM和PP的翹曲變形明顯大于無定形塑料ABS和PC+ABS,無玻纖填充材料的翹曲變形大于玻纖填充材料。材料對翹曲變形的影響主要表現在分子取向上,相比于結晶型塑料,無定形塑料在流動方向上的分子取向排布更加隨機,彈性模量和剪切模量更高,因此對翹曲變形的抵抗能力更強,表現為較小的體積收縮差異[11]。當材料中加入玻纖時,纖維取向比分子取向對制品翹曲變形的影響更大。從圖2和圖3還可以看出,經過玻纖增強的材料可有效降低制品的體積收縮和翹曲變形,玻纖的加入可以限制塑料高分子鏈間的相互移動,使制品剛性極大提高,因此有效降低了制件的體積收縮和翹曲變形,同時玻纖的加入還可以提高制品的阻燃能力。
但加入玻纖也有不足[12],玻纖增強使塑料的熔體黏度增大,導致其注射壓力明顯高于其他材料,增加了制造成本。不同材料的注射壓力比如圖4所示。
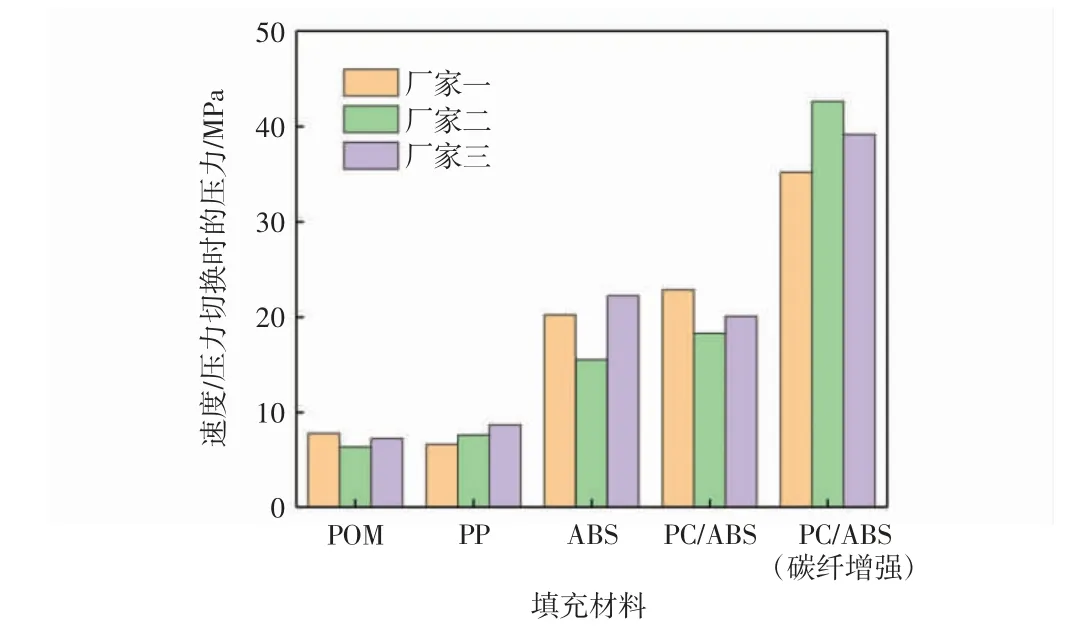
圖4 不同材料的注射壓力對比
對比ABS和PC/ABS,二者均為無定形塑料,在成型過程中的體積收縮、翹曲變形和注射壓力相差不大,而PC/ABS作為PC和ABS合成的改性塑料,綜合了2種材料的優良特性,既具備ABS材料良好的成型性,又具備PC材料抗沖擊、電性能好、耐高溫的特點。因此,本文選擇LG Chemical公司生產的型號為Lupoy GN-5001RFA的PC/ABS作為成型材料進行研究。
2 工藝參數優化
2.1 塑件翹曲變形因素分析
翹曲變形是指成型后制品的形狀與模腔形狀產生偏差的現象,表現為向澆口位置彎曲或向對角線方向扭曲。在Moldflow軟件中以默認工藝條件分析出的翹曲變形結果如圖5所示。
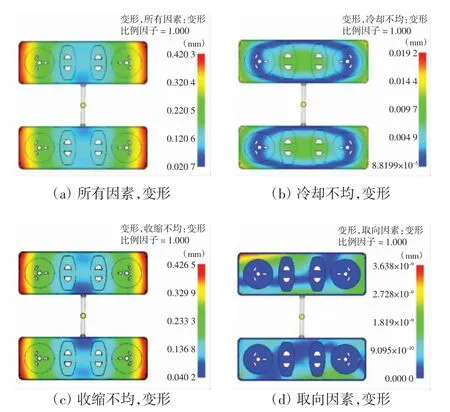
圖5 優化前翹曲變形結果
從圖5可知,總翹曲變形量約為0.420 3 mm,由收縮不均引起的翹曲變形量約為0.426 5 mm,由冷卻不均引起的翹曲變形量約為0.019 2 mm,由取向不均引起的翹曲變形量幾乎為0。插座外殼的翹曲變形主要是由收縮不均引起的,這是由于澆口位于塑件中間位置,導致塑件中間部位的壓力和溫度高于塑件兩端,并致塑件中間和兩端的冷卻速率不同,使塑件固化時產生的內應力超過材料的剛度,從而引發翹曲變形,因此優化工藝參數是改善翹曲變形問題的有效手段。
2.2 試驗方案設計
以塑件最大翹曲變形量為指標,選取注射時間、模具溫度、熔體溫度、保壓壓力和保壓時間作為變量設計正交試驗的工藝參數。正交試驗是通過正交原理在局部選取有代表性的試驗點來代替全部試驗點的試驗設計方法,該方法可以減少試驗次數,提高試驗效率,在注塑成型工藝參數優化的研究中得到廣泛應用[13]。本研究將5個試驗因素分別記為A、B、C、D、E,根據材料推薦的工藝參數范圍,每個因素選取4個水平建立試驗因素水平表,如表1所示。按照正交試驗表L16(45)共設計16組試驗,試驗方案如表2所示。

表1 試驗因素水平
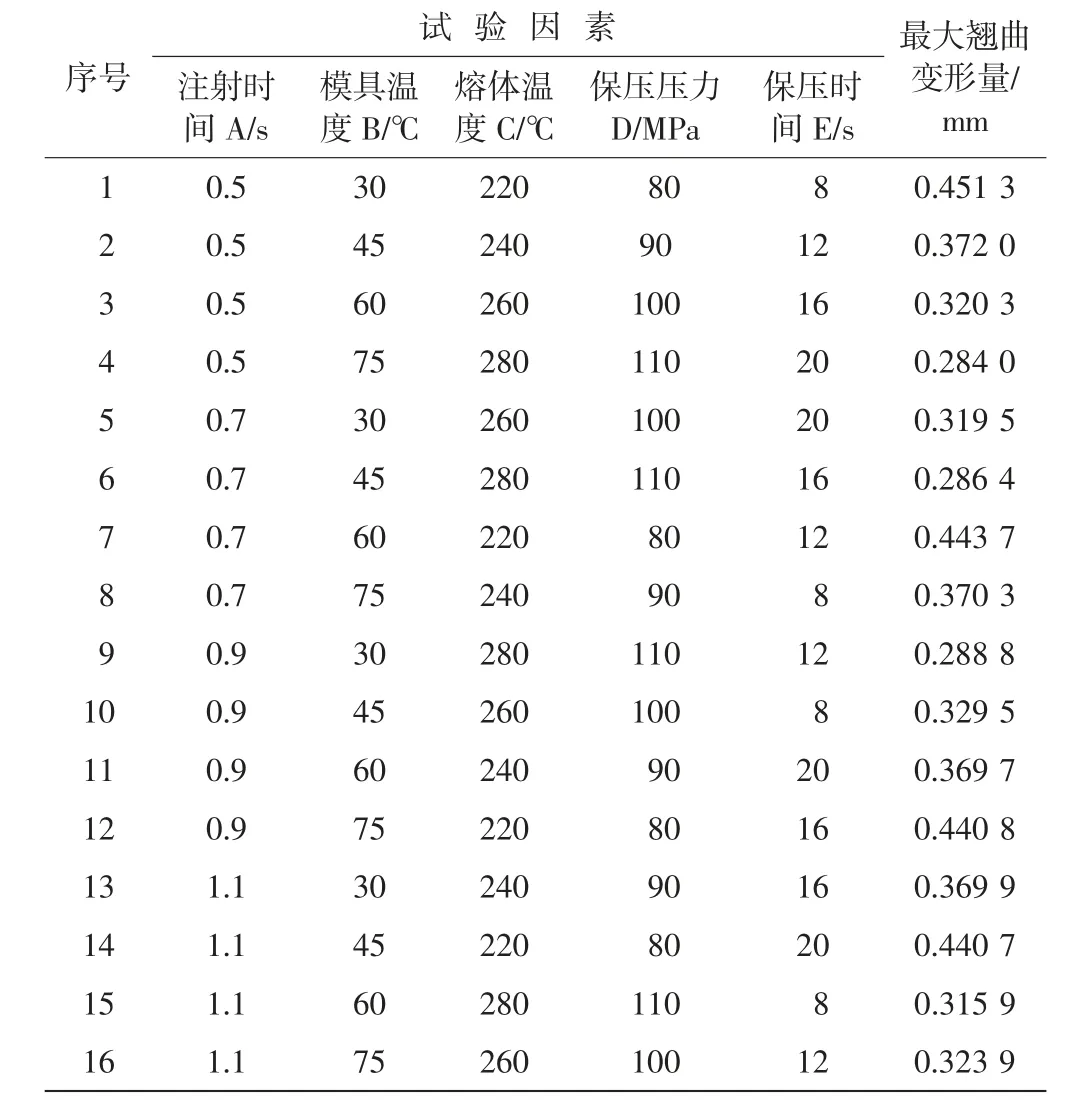
表2 正交試驗方案
2.3 結果分析
對正交表進行極差分析,某列極差的大小反映了置于該列的因子對實驗結果影響的大小,極差越大說明該列因子對試驗結果的影響越大,極差分析如表3所示。

表3 極差分析
從表3可知,對翹曲變形量的影響順序為:C=D>E>B>A,最佳的工藝參數組合為A2B4C4D4E4。為了更直觀地看出試驗指標隨試驗因素的變化趨勢,以各因素水平為橫坐標,翹曲變形值為縱坐標繪制極差分析圖,如圖6所示。

圖6 試驗因素極差分析
根據極差分析圖和極差排序可以看出,熔體溫度和保壓壓力為影響翹曲變形的顯著因素,其他因素對翹曲變形影響不顯著。產品在成型過程中,熔料因冷卻固化形成冷凝層,對熔料流動產生阻礙,增加熔體溫度可以減小冷凝層厚度,提高熔體流動性。提高保壓壓力可以使更多熔體補充到型腔末端,從而減小塑件中間和兩端的收縮差異,降低翹曲變形量。根據正交試驗獲得的最優工藝參數為:注射時間0.7 s、模具溫度60℃、熔體溫度280℃、保壓壓力110 MPa、保壓時間12 s。在Moldflow軟件中以最優工藝參數進行模擬分析,分析結果如圖7所示。
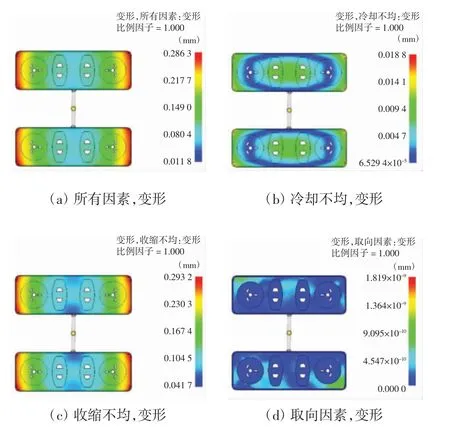
圖7 優化后翹曲變形結果
與優化前相比,由所有因素引起的最大翹曲變形量下降為0.286 3 mm,下降幅度為31.9%;由收縮不均引起的最大翹曲變形量下降為0.293 2 mm,下降幅度為31.3%。實驗結果表明,優化成型工藝參數可以有效降低塑件收縮不均帶來的翹曲變形。
3 結論
本文以插座外殼塑件為研究對象,分析了材料選擇以及成型工藝參數對塑件翹曲變形的影響,得出主要結論如下:
(1)無定形材料比結晶型材料更有利于降低制品的體積收縮和翹曲變形,玻纖增強材料可降低塑件的體積收縮和翹曲變形,但需要更高的注塑壓力,增加了制造的成本。PC/ABS混合材料比ABS材料具有更優異的綜合性能,可以替代ABS材料用于插座外殼的生產。
(2)實驗發現熔體溫度和保壓壓力是影響插座外殼翹曲變形的顯著因素,優化后的工藝參數組合使插座上蓋翹曲變形量下降了31.9%。實驗結果表明,優化工藝參數是降低塑件翹曲變形的有效途徑。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03