P9管道背面免充氬焊絲的應用技術
2023-01-13 02:23:42文成,吳婧
石油工程建設 2022年6期
文 成,吳 婧
中國石油天然氣第二建設有限公司,甘肅蘭州 730060
2021年初,某煉廠延遲焦化裝置4臺加熱爐爐管需更換,爐管材質為ASTM A335 P9,由于其淬硬性強,焊接性能差,焊接時易產生冷裂紋、再熱裂紋和回火脆性,因此要求焊前預熱、后熱、焊后熱處理,但預熱后充氬導致預熱效果降低,增加焊接難度及勞動強度,增加了成本,甚至有些特殊工況,比如在充氬受限制的封閉管道內無法使用工裝進行充氬保護。該材質焊接以往所采用的充氬焊絲合格率不高,尤其在爐管安裝時,由于管道較長或采用固定口焊接,背面充氬比較困難,需采用必要的工裝進行充氬,但保護效果較差,焊接效率低,且焊接一次合格率較低,僅為60%~70%。
由于檢修工期緊,為高效優質完成爐管更換工作,經過前期調研,筆者所在公司對少數焊材廠家近年開發的耐熱鋼根焊背面免充氬焊絲進行了對比試驗,并進行了背面不充氬TIG焊的單面焊雙面成型打底焊的焊接工藝試驗,分析各焊接工藝參數、技術措施對焊縫成形及性能的影響,制定了最優化的焊接技術方案,最終形成了評定合格的焊接工藝,并成功應用于延遲焦化裝置4臺加熱爐檢修中。更換的爐管材料為ASTM A335 P9,規格為D127 mm×10 mm,共288道焊口,焊接一次合格率達到了97.3%,實現了耐熱鋼管道根焊的背面免充氬焊接。
1 背面免充氬焊絲的工藝性試驗
1.1 P9材料焊接特性[1]
此次更換的爐管材質為ASTM A335 P9,規格為D127mm×10 mm,化學成分見表1,抗拉強度及延伸率見表2。

表2 ASTM A335 P9的抗拉強度及延伸率
從表1中可以看出,P9材料主要合金成分為Cr、Mo,由于鋼中碳和合金元素的共同作用,在焊接時極易形成淬硬組織,焊接性能差,焊接時易產生冷裂紋、再熱裂紋和回火脆性。
1.2 免充氬焊絲選用
P9合金含量已近10%(見表1),氬弧焊打底時,如果焊縫背面氬氣保護不充分即會產生焊縫根部氧化,出現氣孔、未熔合等缺陷,導致焊接一次合格率很低,需經過多次返修才能符合要求,延長了時間,檢修時導致工期緊張。綜上,開展了中高合金耐熱鋼背面免充氬焊接技術的研究。經過多方交流,了解到國內外中高合金耐熱鋼免充氬焊絲現狀,并通過在國內僅有的生產免充氬焊絲的焊材廠(昆山京群和北京金威)進行工藝性對比試驗,其背部焊接成形及脫渣效果如圖1、圖2所示。

圖1 昆山京群焊絲打底

圖2 北京金威焊絲打底
從圖1、圖2中可以看出,北京金威的免充氬焊絲焊縫質量更高,背面成形好,背面焊渣易脫落,且焊接操作性更強,焊接過程穩定。因此,最終選用北京金威規格為φ2.5 mm的TGF90S-G背面免充氬焊絲進行焊接工藝性能試驗。TGF90S-G焊絲化學成分力學性能見表3,抗拉強度及延伸率參數值見表4。

表3 TGF90S-G焊絲化學成分

表4 焊材熔敷金屬抗拉強度及延伸率
從表3、表4中可以看出,所選用的焊材合金含量更高,能夠補充焊接冶金過程產生的合金燒損,且熔敷金屬的抗拉強度、延伸率高于母材,焊接熔池結晶后形成的新材質的機械機性能也由焊材的機械性能補足其損失部分。
1.3 焊接工藝試驗
選用熊谷WS5-400型焊機,采用直流正接,坡口角度取65°,鈍邊取0.5~1.0 mm,間隙取3~4 mm,免充氬焊絲選用TGF90S-G,經多次試驗,制定了如表5所示的焊接工藝參數,并按照此工藝進行了焊接工藝試驗。打底焊縫正面見圖3。

圖3 打底焊縫正面
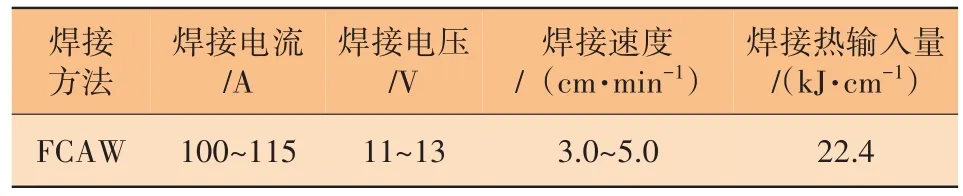
表5 背面免充氬焊絲工藝參數
焊前預熱溫度為200~250℃,按照表5中的工藝進行焊接,焊后立即進行溫度為300~350℃、時間為30 min的后熱處理,焊接24 h后,經RT100%檢測合格,采用升溫速率55~200℃/h、保溫溫度740~780℃、保溫時間2 h、降溫速率55~260℃/h的熱處理工藝進行熱處理[2]。
1.4 試驗結果及分析[3-4]
根據標準NB/T 47014—2011《承壓設備焊接工藝評定》切取焊接接頭力學性能試驗試樣。每個焊接接頭取2個拉伸試樣、4個彎曲試樣和6個沖擊試樣(焊縫及熱影響區各3個),試驗結果見表6。
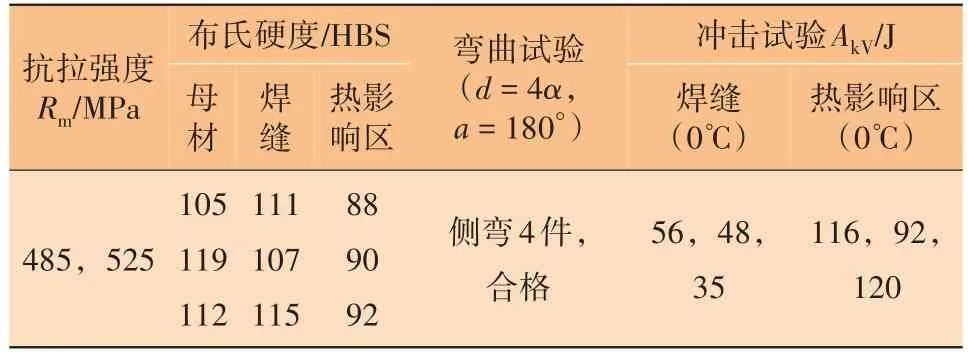
表6 試件的力學性能[4]
從表6試驗結果分析,試件抗拉強度滿足≥460 MPa,硬度值滿足HB≤241的要求,4件側彎全部合格,焊縫和熱影響區沖擊值滿足≥31 J的要求,力學性能良好,最終形成了合格的焊接工藝評定。
2 充氬TIG焊與免充氬TIG焊效果對比[5]
采用充氬TIG焊時,爐管內需要足夠濃度的氬氣,在充氬過程中,因為充氬流速的影響會降低預熱效果,從而導致氫氣不能很好地逸出,增加冷裂紋出現的機率。隨著爐管安裝長度的增加,氬氣浪費更大,并且充氬濃度達不到要求,管內充氬使焊接工序更加復雜且耗費時間,尤其是現場焊接時固定口充氬受限制。
背面免充氬焊絲TIG焊時,形成氣-渣聯合保護,焊絲的藥皮會滲透到熔池背面,形成一層致密的保護膜,保護效果更好,使背面不受氧化,冷卻后焊渣一般會自動脫落或用壓縮空氣方法極易清除,這種焊絲適用于全位置焊接,應用這種焊絲不僅可以提高生產效率,并且可以降低生產成本。表7以焊接20道爐管焊口進行對比。

表7 D127 mm×10 mm爐管焊口對比
從表7可以看出,相比于背面充氬實芯焊絲TIG焊,背面免充氬藥芯焊絲TIG焊焊接效率提升了37.5%,氬氣節約了60%。另外,背面充氬實芯焊絲TIG焊需要在預熱達到溫度后,拆開電加熱帶才開始充氬,在充氬準備階段及氬氣流動的狀態下,均造成溫度下降,預熱效果降低,從而導致后續焊接時易產生裂紋等缺陷。而背面免充氬工藝是在預熱達到溫度后即可進行焊接,預熱起到了避免產生冷裂紋的作用。
3 背面免充氬焊絲的應用
考慮到背面免充氬焊絲的良好工藝性能、簡便的施焊工藝和高效的焊接效率,因此在煉油運行三部延遲焦化裝置4臺P9材質加熱爐爐管更換工作中,首次應用了背面免充氬藥芯焊絲TIG焊新技術及新焊接材料TGF90S-G進行爐管焊接。
打底焊是影響焊接一次合格率的關鍵,因此應注意焊接時接頭的方法,這樣才能避免焊接缺陷的產生。打底焊時采用直線法焊接或稍加擺動,這樣容易控制熔池或熔孔,保證打底焊的順利進行和打底焊的內部質量。鎢極氣體保護焊是明弧操作,熔池的可見度好,容易掌握熔池的變化,可以直接觀察到電弧擊穿的熔孔,能夠控制熔孔的大小并且保持一致,見圖4和圖5。

圖4 打底焊接送絲

圖5 打底焊縫外觀
焊接時,焊絲與焊槍夾角為90°~110°,一定要保持熔孔的大小一致,添加焊絲時送進要平穩、均勻,要添加到熔孔根部,仰焊時采用內添加焊絲以保證背面焊縫的凸起。按此操作方法對6名焊工進行了專業培訓和考核工作,最終確保了焊接一次合格率。
延遲焦化裝置加熱爐共4臺,每臺爐管單根長23 m,每臺24根。因現場場地狹小,為便于施工,同時縮短施工工期,將每臺爐管分成4片預制,每片6根進行預制焊接,見圖6和圖7。

圖6 廠房預制

圖7 現場固定口焊接
采用TGF90S-G進行背面免充氬打底焊接,對延遲焦化4臺加熱爐輻射室規格為D127mm×10 mm爐管進行更換,7月14日至8月2日完成了4組爐管合計16片的預制、268道焊口的焊接工作,8月3日至15日完成現場安裝的20道口焊接工作,共288道焊口,焊接一次合格率達到了97.3%,較以往充氬焊接60%~70%的一次合格率有了大幅提升,工期大幅縮短,從而高效優質地完成了爐管更換工作。
4 結束語
(1)采用背面免充氬焊絲不僅可以簡化焊接工藝措施,提高生產效率,并且可以降低生產成本,可以在更大的范圍內進行推廣,特別適合于管道過長和背面不能進行充氬保護的管道連接接頭焊接。既省去了充氬保護裝置,提高了功效,又節約了大量保護用氬氣,焊接效率高,焊接一次合格率高,技術可行,從根本上解決了耐熱鋼焊口根部氧化問題,也解決了在無條件進行充氬的情況下保證焊接質量的難題。
(2)背面免充氬藥芯焊絲TIG焊新技術,首次成功應用于2021年延遲焦化裝置4臺加熱爐檢修中,管材為ASTM A335 P9的D127mm×10 mm爐管,共288道焊口,焊接一次合格率達到了97.3%,爐管投運至今的運行狀況良好。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年8期)2015-02-28 18:55:23