基于DEFORM的某飛機輪轂預鍛件優化
2023-01-13 07:25:40白倩倩王姝儼吳道祥劉強許開春
鋁加工 2022年6期
白倩倩,王姝儼,吳道祥,劉強,許開春
(西南鋁業(集團)有限責任公司,重慶 401326)
0 前言
飛機輪轂是飛機起落架的重要組成部件,作為飛機與地面接觸的受力部件,除了要承受飛機的重量和飛機起飛及著陸時的沖擊載荷外,還承受地面滑行及地面操縱時的各種載荷和輪胎的充氣壓力作用[1-3]。因此飛機輪轂既要保證具有優良的綜合力學性能,又要選用輕質材料以降低飛機整體的重量。由于具有質量輕、強度高等諸多優點,2014鋁合金已被廣泛應用于航空航天制造領域,是非常適合用于生產飛機輪轂的材料[3-5]。但由于該輪轂產品形狀復雜,在成形過程中,難免會造成各種成形缺陷,如充填不滿、折疊等質量問題。這類缺陷的出現會大大降低鍛件的力學性能,對后續鍛件的使用造成非常大的質量及安全隱患[6-7]。因此,對該產品的預鍛件及坯料的設計提出了更高的要求。此外,由于設備噸位的限制和從節約能源成本的角度考慮,成形載荷需要控制在合理范圍內。
本文基于DEFORM數值模擬對某飛機輪轂的終鍛成形工藝和預鍛件形狀進行設計優化,通過有限元模擬試錯,根據數值模擬結果優化預鍛件設計,從而獲得相對最優的預鍛件形狀,避免在后續試制過程中出現折疊、充填不滿等缺陷。
1 鍛件結構分析
圖1所示為某飛機輪轂的鍛件。該鍛件最大外形尺寸為620 mm×620 mm×136 mm,筒形最大深度為108 mm,筒壁最小處僅為21 mm,鍛件重量38 kg,體積0.013 m3。此外,該鍛件在筒形底部同時存在9個均勻分布的橢圓形凹坑,每個凹坑最小厚度僅為9 mm,屬于較為復雜的大型鋁合金鍛件。圖2為該產品鍛件與零件對比情況,鍛件上表面為其分模面。該右側輪轂鍛件屬于半精密成形鍛件,其非機加面較多,其余面均為少機加面。由于零件側壁與底面角度為5°,因此鍛件的拔模角也選擇5°,整個鍛件脫模方式采用頂桿頂出脫模。

圖1 終鍛件三維模型

圖2 終鍛件與機加零件對比
綜上所述,該鍛件成形主要難點如下:(1)筒壁較薄,成形過程中材料的流動順序和坯料的分料配比較難設計;(2)底部9個均勻分布橢圓凹坑難成形,且在鍛造過程中的連皮厚度和位置難以確定;(3)鍛件法蘭部分成形難度較大,且易出現折疊、充不滿等缺陷;(4)鍛件各深型腔處難以填充飽滿。
2 預鍛件的設計及模擬優化
2.1 預鍛件的設計
由于該右側輪轂的終鍛形狀已經具體確定,在輪轂成形過程中主要對預鍛件以及毛坯的形狀進行模擬仿真及優化,通過數值模擬得到不同設計的成形結果,利用對比結果的分析優化坯料(預鍛件),從而通過模擬分析得到相對較好的坯料形狀。根據該設計準則對終鍛件進行仿形設計,降低工字型高度,同時保證預鍛件體積稍大于終鍛件體積,得到不同形狀的預鍛件。
針對預鍛件設計,需要對終鍛過程進行仿真。整個設計過程以有限元仿真軟件DEFORM的模擬仿真作為參考,通過仿真結果分析輪轂預鍛件在終鍛成形過程中的金屬流動情況、成形載荷及等效應力、應變分布等,從而進一步優化預鍛件。在對終鍛過程進行模擬仿真時需要建立輪轂模鍛件成形有限元模擬模型,其成形模擬工藝參數如表1所示。

表1 模擬工藝參數
由于數值模擬只是將鍛件設計的試錯過程從實際生產提前到了鍛件設計過程中,在得到最優的鍛件前無可避免地會經過多次迭代優化。在對預鍛件的設計過程進行說明時不可能將所有的試錯過程一一進行論述,故在此輪轂預鍛件的設計中只對其中三階段鍛件進行說明。
2.2 第一階段預鍛件設計
表2為該類預鍛件形狀、尺寸及體積參數,主要設計思路為保證鍛件在終鍛時底面中心金屬能在合模前剛好完全填充終鍛模具,同時在終鍛時能較好地定位。由于有較高、較薄的筒壁存在,下側金屬無法通過金屬流動向飛邊排出,必須在預鍛件設計時精確控制材料的體積,同時填充順序盡量合理。

表2 第一階段預鍛件主要參數
根據該類預鍛件的設計原則,對于其中金屬體積稍大于所確定的終鍛件體積,其結構采用仿形方法,在大體外形和終鍛件相似的情況下盡量簡化。由于坯料均為對稱結構,為縮短有限元模擬時間采用1/2模型進行計算,成形結果如圖3所示。

圖3 第一階段預鍛件的終鍛成形過程
分析該終鍛成形過程,可以直觀地觀察到坯料在成形過程中的變形情況,同時能清楚地了解到金屬在成形過程中的填充順序。分析第一階段預鍛件的成形,可以發現,當鍛件工字形結構上側和法蘭充滿時,工字形下側有較大部分未充滿。整個金屬填充順序為:上部法蘭→工字形上側→工字形下側,說明這樣的填充順序不合理。同時當上端法蘭填充完成時,工字型結構并沒有完成填充,模擬結束后鍛件并沒有完全成形,需要進一步優化。由圖4(a)可知,整個鍛件存在“缺肉”情況,成形載荷達到9.2 kt,載荷較小。具體成形結果如圖4所示。

圖4 第一階段鍛件成形情況

圖5鍛件成形的應力應變場分布
圖5 為鍛件成形結束時的等效應力與等效應變分布圖。從圖中可以看出,在鍛件中部(筒形結構)等效應力與應變都較小,在上部9個凸耳和法蘭處以及下側工字形結構處等效應力應變較大。這和鍛造工藝設計時預想的相同。由于筒形結構在第一次毛壓時已經成形,預鍛過程只是對上部的凸耳以及下部的工字形部分成形,所以在成形結束時,變形量較大的地方等效應力和應變也較大。
2.3 第二階段預鍛件設計
根據第一階段預鍛件在終鍛時存在的問題,對鍛件進一步優化。主要修改思路為:增加心部工字形下側金屬量,減少上側金屬量,使其填充順序更加趨于合理;同時,增加金屬體積,使鍛件下側中心在填充時無多余金屬,保證同時填充完整。該類鍛件的尺寸見表3,成形過程如圖6所示。

圖6 第二階段預鍛件的終鍛成形過程

表3 第二階段預鍛件主要參數
此類鍛件設計主要在前幾次成形結果下優化而得。相較于第一種預鍛件,此類鍛件主要改變了預鍛件的總體積以及在工字型結構處的金屬分布。分析此類預鍛件的成形過程,其金屬填充順序大致先是底部工字型下側,然后是工字型上側和上端翻邊基本同時成形。鍛件成形時,金屬流動較為合理,相較第一階段預鍛件的終鍛成形有了較大改善,其具體成形結果如圖7所示。

圖7 第二階段鍛件成形情況
由圖7分析可知,當預鍛件為第二階段形狀時,成形結果填充較為飽滿。此時壓機載荷也相應增大,相較于第一階段預鍛,整個成形載荷上升至16 kt。觀察成形得到的終鍛件飛邊,可以看出,飛邊較小,較為均勻。
該類預鍛件在成形過后的等效應力應變如圖8所示。對比之前的等效應力應變情況,發現其分布趨勢和之前基本相同,只是在上部9個凸耳區域的等效應力應變較大。其原因在于修改后預鍛件在成形結束后完全充滿,金屬的變形程度有所增加。

圖8 鍛件等效應力應變情況
2.4 第三階段預鍛件設計
根據第二階段預鍛件在終鍛時的缺點,繼續對鍛件進行進一步優化,主要修改思路為重新分配預鍛件底部中心金屬,使得鍛件內部工字型上側側筋條、鍛件底部外圈凸臺及上側法蘭這三個部位能同時充滿;同時,控制金屬體積,使鍛件下側中心在填充時無多余金屬。其鍛件尺寸如表4所示。

表4 第三階段預鍛件主要參數
在圖9所示的成形過程中,該類預鍛件下端工字型結構上、下側分布比較均勻。由此成形過程中,使得這三部分的金屬同時填充,填充順序更加合理。最終成形結果見圖10。

圖9 第三階段預鍛件的終鍛成形過程

圖10 第三階段鍛件成形情況
針對預鍛件的結構進行優化,使得終鍛后鍛件飛邊不至于過小且鍛件完全充滿,不存在折疊等缺陷,成形載荷約18 kt。其鍛件應力應變場分布如圖11所示。
從圖11可以發現,在整個成形過程中,應力應變變動范圍數值較小,成形過程中金屬填充順序也較合理。同時載荷較小,整個成形較為令人滿意。

圖11 鍛件應力應變分布
通過設計得到了最終的預鍛件形狀,其與終鍛件的對比見圖12。預鍛件的最終確定考慮了金屬填充順序。與終鍛件相比,第三階段預鍛件在筒形底部更加簡單,整體外形也更加簡單,降低了終鍛成形難度以及終鍛成形載荷。
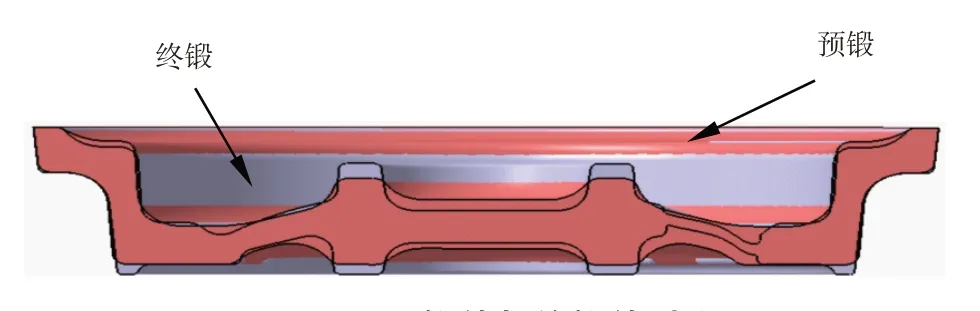
圖12 預鍛件與終鍛件對比
3 結論
基于DEFORM有限元數值模擬軟件對某飛機輪轂鍛件的終鍛成形過程進行了仿真分析,設計提出了三種階段預鍛件形狀。
(1)通過建立仿真模型,從鍛件充填情況上分析對比,重點分配預鍛件底部中心金屬,當鍛件內部呈工字型結構時終鍛件具有較好的充填順序且充填結果最好。
(2)通過建立仿真模型,分析成形載荷、等效應變和等效應力等參數,優化設計預鍛件結構,當預鍛件內部呈工字型結構時成形載荷因為終鍛件的填充完整有較小的提升,等效應變和等效應力分布均勻合理。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
核科學與工程(2021年4期)2022-01-12 06:30:26
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
今日農業(2020年19期)2020-12-14 14:16:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學物理·高中(2016年12期)2017-04-22 11:53:03
