電子鋁箔在加工過程中的織構(gòu)及顯微組織演變規(guī)律
2023-01-13 07:25:20尹建平陳家進(jìn)賈桂龍
鋁加工 2022年6期
關(guān)鍵詞:研究
尹建平,甘 勇,覃 雪,陳家進(jìn),賈桂龍,黃 奎
(1.廣西容創(chuàng)新材料產(chǎn)業(yè)研究院有限公司,賀州 542899;2.廣西正潤新材料科技有限公司,賀州 542899)
0 前言
電子鋁箔作為后續(xù)生產(chǎn)腐蝕箔、化成箔、鋁電解電容器等系列產(chǎn)品的基礎(chǔ)原料,具有非常廣闊的市場前景[1]。通過對電子鋁箔進(jìn)行電化學(xué)腐蝕處理形成隧道孔以增加比表面積來提高電容量[2]。電子鋁箔在腐蝕過程中會優(yōu)先沿著<100>方向從鋁箔表面垂直向內(nèi)部腐蝕[3],腐蝕效果主要受立方織構(gòu)含量、微量元素分布等因素影響[4-5]。有研究者對電子鋁箔加工過程中的織構(gòu)演變情況進(jìn)行了大量研究。趙素玲等[6]研究了冷軋工序和退火工序?qū)我涣⒎娇棙?gòu)演變情況的影響,其研究結(jié)果表明增加冷軋軋制壓下率和中間退火有助于最終鋁箔立方織構(gòu)含量的提高,在中間退火中可形成成品退火時再結(jié)晶的晶核。黃麗穎等[7]研究了冷軋工序和退火工序?qū)棙?gòu)的影響,其研究結(jié)果表明冷軋中存在的主要織構(gòu)類型為立方織構(gòu)、黃銅織構(gòu)、高斯織構(gòu)、S織構(gòu)和銅型織構(gòu),退火工序中存在的主要織構(gòu)類型為立方織構(gòu)、高斯織構(gòu)和R織構(gòu)。王運(yùn)雷等[8]指出中間退火保留的大量變形儲能可在成品退火時提供再結(jié)晶驅(qū)動力,為成品退火時立方織構(gòu)的形成增加了形核核心。黃濤等[9]的研究結(jié)果表明,立方織構(gòu)在再結(jié)晶過程中形成和發(fā)展。劉穎等[10]的研究表明中間退火溫度不宜過高,溫度過高易提前形成再結(jié)晶,造成成品退火時立方織構(gòu)取向晶粒無法吞噬非立方織構(gòu)取向晶粒。楊俊杰[11]研究了最終退火處理對鋁箔立方織構(gòu)含量的影響,其研究結(jié)果表明高純鋁箔的立方織構(gòu)含量在一定范圍內(nèi)隨著退火溫度的升高和保溫時間的延長而增加。路全彬等[12]研究了冷軋初始織構(gòu)對成品退火時再結(jié)晶織構(gòu)的影響,其研究結(jié)果表明冷軋初始織構(gòu)中含量較高的S織構(gòu)有助于再結(jié)晶退火后立方織構(gòu)含量的提高。已有研究雖然較多,但大部分都只是停留于對單個或兩個制備工序進(jìn)行研究,或僅對單一立方織構(gòu)的演變情況進(jìn)行研究,缺乏對多個連續(xù)制備工序中多種常見織構(gòu)演變情況的系統(tǒng)性研究。
本文采用EBSD測試分析方法,研究了電子鋁箔在熱軋、冷軋、箔軋、中間退火、終軋及成品退火加工工序中的各織構(gòu)分布演變規(guī)律、各織構(gòu)含量演變規(guī)律、極圖演變規(guī)律、取向分布差演變規(guī)律和平均晶粒尺寸演變規(guī)律,對電子鋁箔行業(yè)技術(shù)水平的提高具有重要的參考價值。
1實(shí)驗材料及方法
1.1 實(shí)驗材料
各工序樣品取自廣西正潤新材料科技有限公司。用于制備鋁箔的初始原料為Al含量99.996%的高純鋁,其主要元素組成如表1所示。在制備工序中的熱軋、冷軋、箔軋、中間退火、終軋及成品退火工序中逐一取樣待檢,各工序所取樣品厚度如表2所示。

表1 高純鋁其它主要元素組成(質(zhì)量分?jǐn)?shù)/10-6)

表2 各工序所取樣品厚度
1.2 實(shí)驗方法
根據(jù)GB/T 22638.8—2016《鋁箔試驗方法》中提及的拋光方法對從各制備工序所取樣品進(jìn)行拋光處理,再放入裝配有牛津電子被散射衍射儀的日本電子分析型掃描電子顯微鏡JSM-IT500中,用Aztec軟件進(jìn)行EBSD數(shù)據(jù)采集。將Aztec軟件采集到的數(shù)據(jù)導(dǎo)出到channel5軟件中進(jìn)行逐一分析,得出織構(gòu)分布情況、織構(gòu)含量、極圖、晶粒取向差、晶粒尺寸等信息。其中織構(gòu)檢測采用鋁箔常見的六種織構(gòu)在channel5軟件中進(jìn)行分析,分別為立方織構(gòu){001}<100>、高斯織構(gòu){011}<100>、黃銅織構(gòu){011}<211>、銅織構(gòu){112}<111>、S織構(gòu){123}<634>和R織構(gòu){124}<211>。
2 實(shí)驗結(jié)果與討論
2.1 電子鋁箔在加工過程中的織構(gòu)演變規(guī)律
電子鋁箔在加工過程中的織構(gòu)分布演變規(guī)律如圖1所示。其中終軋樣和成品退火樣因晶粒明顯變大故采用更低一倍的倍數(shù)進(jìn)行數(shù)據(jù)采集,以確保采集樣本的有效性。從圖1中可以看出,在六種常見織構(gòu)分布情況演變上,熱軋后鋁箔表層僅零星分布有幾點(diǎn)立方織構(gòu)、銅織構(gòu)、S織構(gòu)和高斯織構(gòu),其面積占比皆極少。研究表明,熱軋板因為厚度較厚,其表層織構(gòu)和中心層織構(gòu)存在一定差異,其中表層織構(gòu)主要由不均勻變形造成[13]。冷軋后主要分布有S織構(gòu)、黃銅織構(gòu),RD方向上織構(gòu)分布相對均勻,TD方向上織構(gòu)分布較為不均勻。箔軋后,主要分布有黃銅織構(gòu)和S織構(gòu),各方向上分布均勻性與冷軋相當(dāng)。中間退火后主要分布有黃銅織構(gòu)和S織構(gòu),還有較少的R織構(gòu)和極少的銅織構(gòu),各方向上分布均勻性比冷軋略好。終軋后,主要分布有S織構(gòu)、黃銅織構(gòu)、R織構(gòu)、銅織構(gòu)和立方織構(gòu)。成品退火后,檢測區(qū)域內(nèi)分布的織構(gòu)類型全部為立方織構(gòu)。
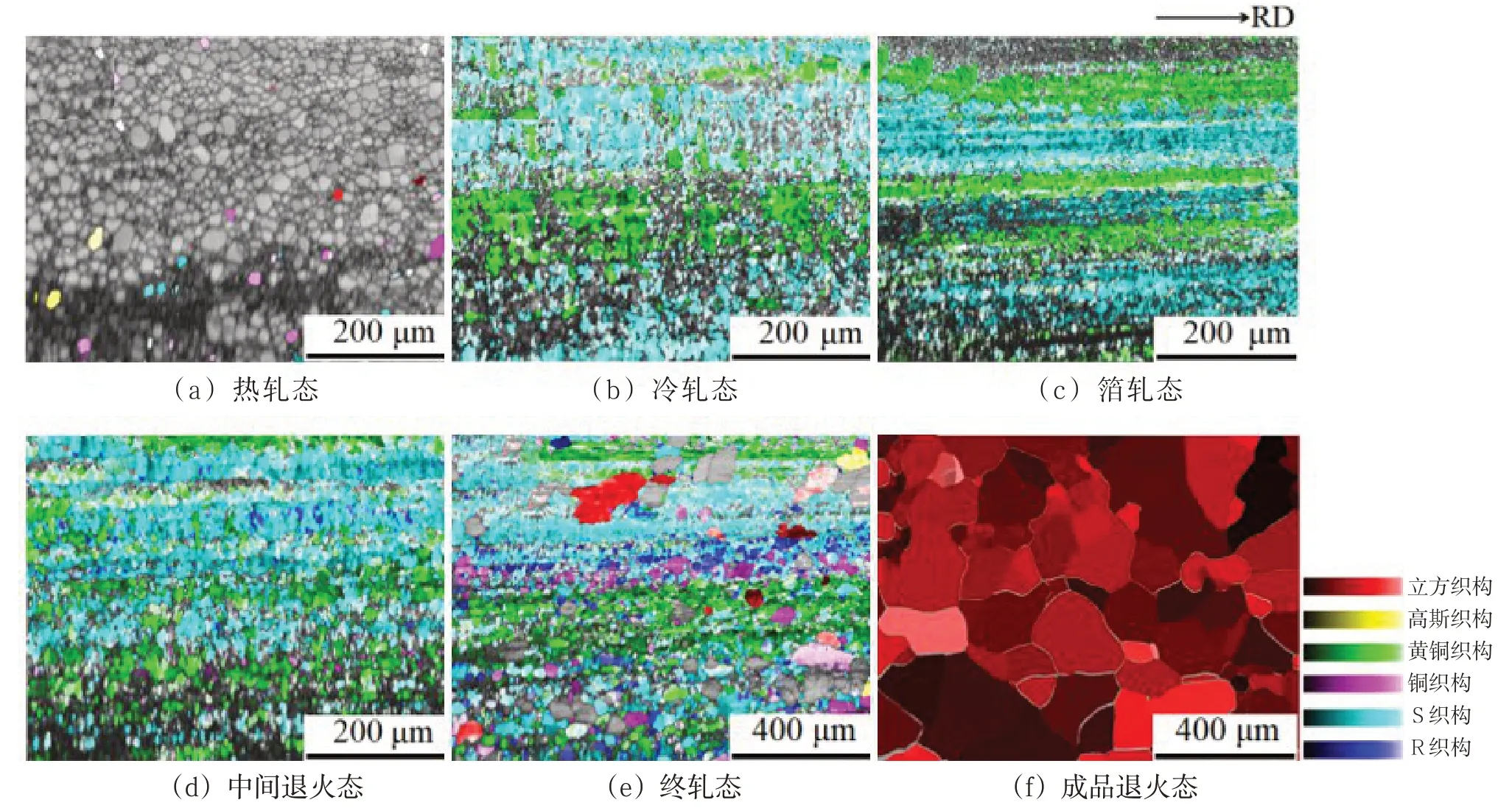
圖1 電子鋁箔在加工過程中的織構(gòu)分布演變
電子鋁箔在加工過程中的織構(gòu)含量演變規(guī)律如圖2所示。從圖2中可以看出,熱軋后各常見織構(gòu)含量極低,不足1%。立方織構(gòu)在箔軋終軋時開始產(chǎn)生,含量為3.8%,在成品退火時迅速增加到98.8%。黃銅織構(gòu)含量冷軋后增加至27.4%,箔軋后進(jìn)一步增加至46.1%,隨后在中間退火工序中略有減小,在終軋工序中迅速減小至18.6%。S織構(gòu)含量隨著冷軋的進(jìn)行迅速增加至32%,隨后在箔軋中增速明顯變緩,僅增加至37.7%,在中間退火過程中含量略有減小,在終軋時降低至27.8%。R織構(gòu)含量在中間退火時為2.2%,在終軋工序中增加至7.3%。銅織構(gòu)含量在前期較低,冷軋時僅為1.4%,終軋后升至5.7%。高斯織構(gòu)在整個加工工序中的含量皆較低。王磊等[14]在異步軋制對高壓電解電容器用鋁箔織構(gòu)的影響研究中表明,高斯織構(gòu)含量始終保持在一個較低的位置且對工藝變化不敏感。成品退火時其余5種常見織構(gòu)全部轉(zhuǎn)變?yōu)榱⒎娇棙?gòu)。張靜等[15]在對鋁箔軋制和退火過程的研究中指出,加熱退火時立方取向晶粒優(yōu)先于其它取向進(jìn)行形核。

圖2 電子鋁箔在加工過程中的織構(gòu)含量演變

電子鋁箔在加工過程中的{111}極圖演變規(guī)律如圖3所示。從圖中可以看出,熱軋后分布零散無明顯織構(gòu)特征,冷軋后主要含有S織構(gòu)和黃銅織構(gòu),箔軋后主要含有黃銅織構(gòu)和S織構(gòu),中間退火后主要含有黃銅織構(gòu)和S織構(gòu),還含有少量R織構(gòu)和銅織構(gòu),終軋后主要含有S織構(gòu)、黃銅織構(gòu)、R織構(gòu)和銅織構(gòu),成品退火后僅含有立方織構(gòu)。汪群[16]在相關(guān)退火工藝對高純鋁箔織構(gòu)影響。的研究中指出,成品退火再結(jié)晶過程中立方織構(gòu)晶粒具有優(yōu)先長大的特點(diǎn)。

圖3 電子鋁箔在加工過程中的{111}極圖演變
2.2 電子鋁箔在加工過程中的取向分布差演變規(guī)律
電子鋁箔在加工過程中的取向分布差演變規(guī)律如圖4所示。從圖4中可以看出,從熱軋、冷軋、箔軋、中間退火、終軋到成品退火的取向分布差基本一致,皆分布在15°以內(nèi)。但成品退火工序相較于其他加工工序而言略微存在一定區(qū)別,主要表現(xiàn)為2°以內(nèi)占比從75%左右降低至45%左右,而2°~10°范圍內(nèi)的占比明顯有所增加。

圖4 電子鋁箔在加工過程中的取向分布差演變
2.3 電子鋁箔在加工過程中的晶粒尺寸演變規(guī)律
電子鋁箔在加工過程中的晶粒尺寸演變規(guī)律如圖5所示。從圖5中可以看出,熱軋后的初始平均晶粒尺寸為14.1μm,隨后隨著冷軋、箔軋的進(jìn)行,平均晶粒尺寸減少至最小值4.6μm,中間退火后平均晶粒尺增加至5.4μm,隨后隨著終軋進(jìn)一步增加至14.5μm。成品退火后,平均晶粒尺寸迅速增加至82.7μm。

圖5 電子鋁箔在加工過程中的平均晶粒尺寸演變
3 結(jié)論
(1)熱軋后各織構(gòu)含量極低。立方織構(gòu)在成品退火前后由3.8%迅速增加到98.8%。黃銅織構(gòu)含量在箔軋前后由27.4%增加至46.1%,隨后在中間退火工序中略有減小,在終軋工序中迅速減小至18.6%。S織構(gòu)含量在箔軋前后由32%增加至37.7%,隨后在中間退火過程中含量略有減小,在終軋時降低至27.8%。R織構(gòu)含量在中間退火時為2.2%,在終軋工序中增加至7.3%。銅織構(gòu)含量在前期較低,冷軋時僅1.4%,終軋時升至5.7%。高斯織構(gòu)在各個加工工序中的含量皆較低。各織構(gòu)在TD方向上分布較為不均勻,在RD方向上分布相對均勻。
(2)從熱軋、冷軋、箔軋、中間退火、終軋到成品退火的取向分布差基本一致,皆分布在15°以內(nèi)。但成品退火工序相較于其他加工工序而言略微存在一定區(qū)別,主要表現(xiàn)為2°以內(nèi)占比從75%左右降低至45%左右,而2°~10°范圍內(nèi)的占比明顯有所增加。
(3)熱軋后的初始平均晶粒尺寸為14.1μm,隨后隨著冷軋、箔軋的進(jìn)行,平均晶粒尺寸減少至最小值4.6μm,中間退火后平均晶粒尺增加至5.4 μm,隨后隨著終軋進(jìn)一步增加至14.5μm。成品退火后,平均晶粒尺寸迅速增加至82.7μm。
猜你喜歡
體育科技文獻(xiàn)通報(2022年3期)2022-05-23 13:46:54
天津外國語大學(xué)學(xué)報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機(jī)設(shè)計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學(xué)報(2017年2期)2017-07-05 08:13:02
國際商務(wù)財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
