薄片預處理方式對制絲及卷制質量的影響研究
2023-01-05 14:39:02孫常榮劉民昌張榮亞陳雪梅胡顯成郭睿涵王英立
農產品加工 2022年22期
蔡 艷,孫常榮,劉民昌, 張榮亞,,文 武,劉 洋,陳雪梅,胡顯成,郭睿涵,何 惠,王英立,徐 珂,鄭 麗
(1.四川中煙工業(yè)有限責任公司成都卷煙廠,四川成都 610066;2.四川中煙工業(yè)有限責任公司技術中心,四川 成都 610066)
片煙整選是指煙葉原料在卷煙配方投料前對復烤片煙進行再次挑選的過程,整選過程中實現(xiàn)人工松散煙葉并剔除非煙草雜物、霉變、壓油煙、重雜色煙葉等不合格煙葉。隨著卷煙產品質量提升,生產線對煙葉純凈度的要求逐漸提高,較多卷煙生產企業(yè)在高規(guī)格產品中采用人工松散選葉方式提高煙葉純凈度,經(jīng)過人工片煙整選的煙葉可不再經(jīng)切片工序處理,提高煙葉純凈度的同時減少煙葉機械造碎[1-3],片煙整選過程還可以實現(xiàn)薄片與配方煙葉均勻人工摻配。為提高高端產品競爭力,目前四川中煙在高規(guī)格卷煙中使用人工片煙整選并松散潤葉混合后經(jīng)在線打葉工序進行片煙預處理。在該組合工藝中(如煙葉配方中)存在薄片再造煙葉,一方面再造煙葉本身尺寸較為合理且不需在線打葉處理,另一方面再造煙葉抗造碎能力較差,經(jīng)過在線打葉處理會造成造碎,進而導致煙絲結構中碎末率增多,影響煙支的卷制效果[4]。為避免再造煙葉造碎造成的資源浪費及對煙支卷制效果的不利影響,對薄片煙葉進行單獨處理具有重要意義。
片煙葉片尺寸的最佳范圍為10~35 mm,當葉片尺寸<10 mm 時,煙絲填充能力急劇下降;當葉片尺寸>35 mm 時,填充能力增加不明顯,而且還會影響卷煙機的效率。在煙支卷制過程中,煙絲過長對卷煙配方的均勻性及卷煙機尤其是超高速卷煙機的效率有不利影響。當前,隨著卷煙加工制絲理念的轉變和中細支煙產量的提升,對煙葉的葉片結構提出了更高的要求,適當控制片葉中的大片率、提高中片煙葉比例是提升卷煙制絲加工質量的重要手段[5-9]。切絲機在切絲過程中雖可縮短物料尺寸,但整體不受控制。因此,控制煙絲長度的真正源頭仍在打葉加工環(huán)節(jié)片煙尺寸控制上。為調整來料煙葉的片形結構,四川中煙在生產線創(chuàng)新采用了在線打葉技術調整片煙結構,但是在線打葉不可避免地會帶來造碎。目前已有學者對煙絲結構與卷煙質量的關系進行研究,不同長度煙絲與卷煙物理指標具有不同的關聯(lián)性,長煙絲比例較為合理時,可獲得較理想的卷煙物理指標及其穩(wěn)定性,應盡量減少碎煙絲及煙末的比例[10-14]。
為進一步提高高規(guī)格卷煙制絲及卷制質量,創(chuàng)新使用了薄片單獨潤葉生產模式,與正常生產模式相比,通過修改控制程序、硬件設備、生產組織模式,在生產過程中薄片單獨松散潤葉后直接進入貯葉配葉柜,同批次配方煙葉經(jīng)松散潤葉、在線打葉后與薄片煙葉在貯葉配葉柜混合。系統(tǒng)研究了薄片單獨潤葉與混合潤葉對制絲及卷制質量的影響,并通過煙支內煙絲結構檢測研究了改善煙支卷制質量的原因。
1 材料與方法
1.1 材料與儀器
使用寬窄某牌號卷煙產品。混合潤葉生產方式:薄片與煙葉均勻混合經(jīng)松散潤葉及在線打葉工序處理進入貯葉柜;單獨潤葉生產方式:通過在松散潤葉后設置翻板門并修改控制程序實現(xiàn)薄片經(jīng)松散潤葉后直接進入配葉貯葉柜,而同批次其余配方煙葉經(jīng)松散潤葉、在線打葉后與薄片煙葉在貯葉配葉柜混合。
1.2 試驗方法
1.2.1 出煙絲率
式中:fjs——出煙絲率,%;
Ri——以葉絲計摻配物摻配比例,%,i 可取梗絲、膨脹絲等;
1.2.2 剔除率
式中:ftc——剔除率,%;
Ntc——剔除煙支數(shù);
Nt——總生產煙支數(shù)。
1.2.3 煙支煙絲結構測定
隨機抽取2 種薄片處理模式下卷制成品煙各2盒,對每支煙支內煙絲結構進行5 層篩結構測試,剝開煙支并測試煙支內>4 mm,3.15~4.00 mm,2.00~3.15 mm,1~2 mm,500 μm~1 mm,<500 μm長度煙絲所占比例。
2 結果與分析
2.1 感官質量
以混合潤葉正常生產模式生產卷煙樣品為對照樣,邀請10 位評委對薄片單獨潤葉樣品進行感官評吸。評吸結果表明整體而言,2 種生產模式煙支的感官質量均符合產品設計要求。
2.2 出絲率
2.2.1 出絲率概率圖
2 種薄片預處理方式出絲率概率圖見圖1。
由圖1 可知,p>0.05 表示測試所得不同薄片預處理方式下的出絲率呈正態(tài)分布,因此該數(shù)據(jù)可以用于2 種薄片處理方式對出絲率的影響分析。
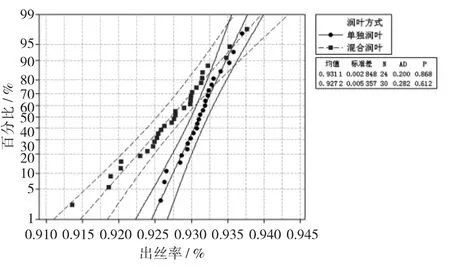
圖1 2 種薄片預處理方式出絲率概率圖
2.2.2 出絲率控制圖
2 種薄片預處理方式出絲率控制圖見圖2。
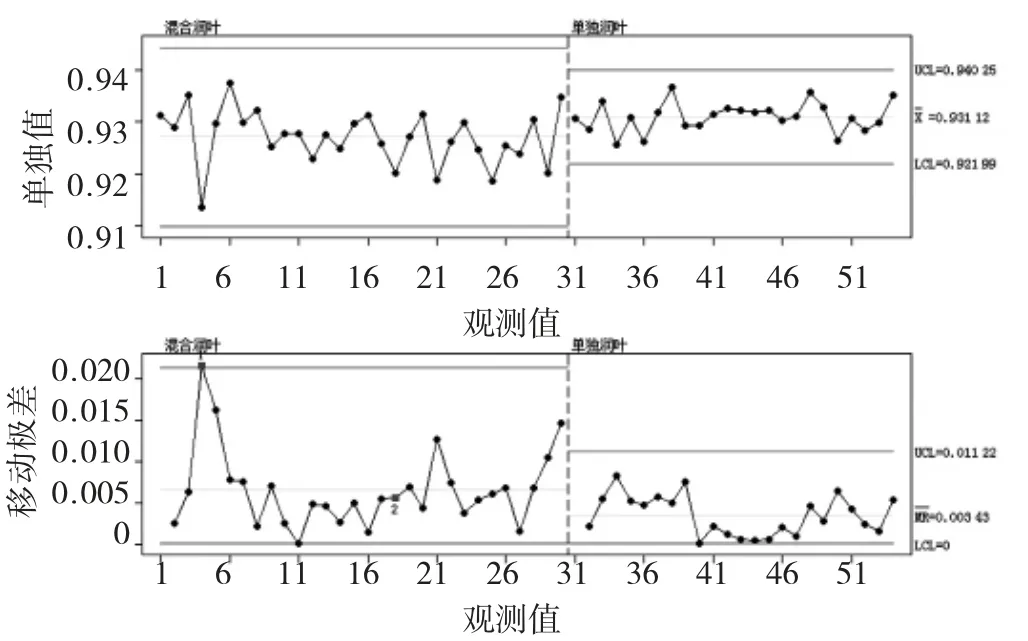
圖2 2 種薄片預處理方式出絲率控制圖
由圖2 可知,薄片生產模式調整后,出絲率波動變小,控制線有明顯變化。其中混合潤葉生產模式下出絲率波動較大,單獨潤葉出絲率穩(wěn)定性明顯提升,并且單獨潤葉處理模式下出絲率更高。
2.2.3 出絲率等方差檢驗
2 種薄片預處理方式出絲率等方差檢驗見圖3。
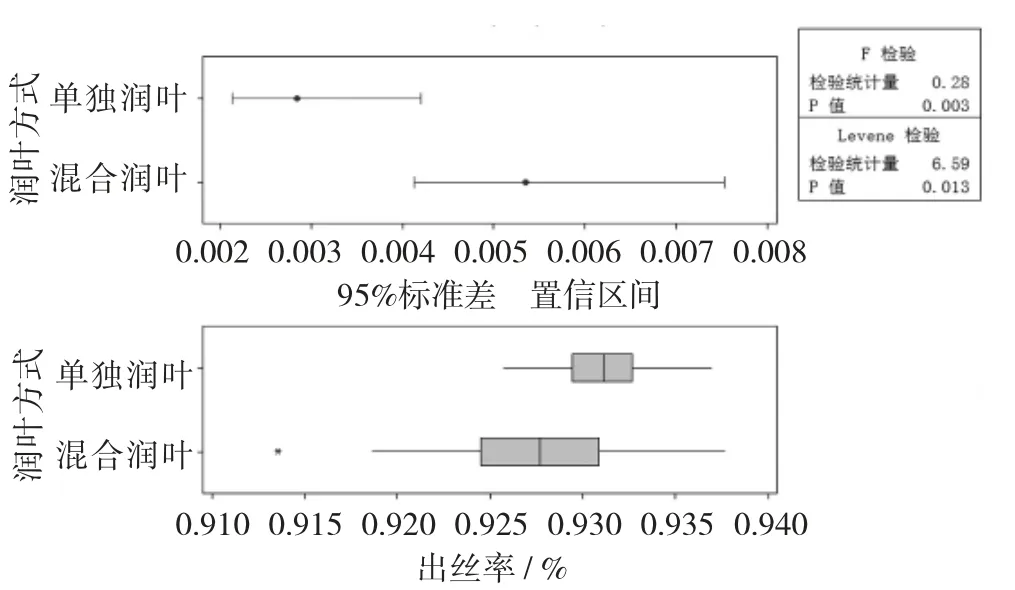
圖3 2 種薄片預處理方式出絲率等方差檢驗
由圖3 可知,2 種薄片處理模式對比p<0.05,因此兩種薄片處理模式出絲率方差不相等,進一步證實單獨潤葉生產模式下出絲率指標更穩(wěn)定。
2.2.4 出絲率雙樣本2t 檢驗
2 種薄片預處理方式出絲率直方圖及雙樣本t 檢驗見圖4。
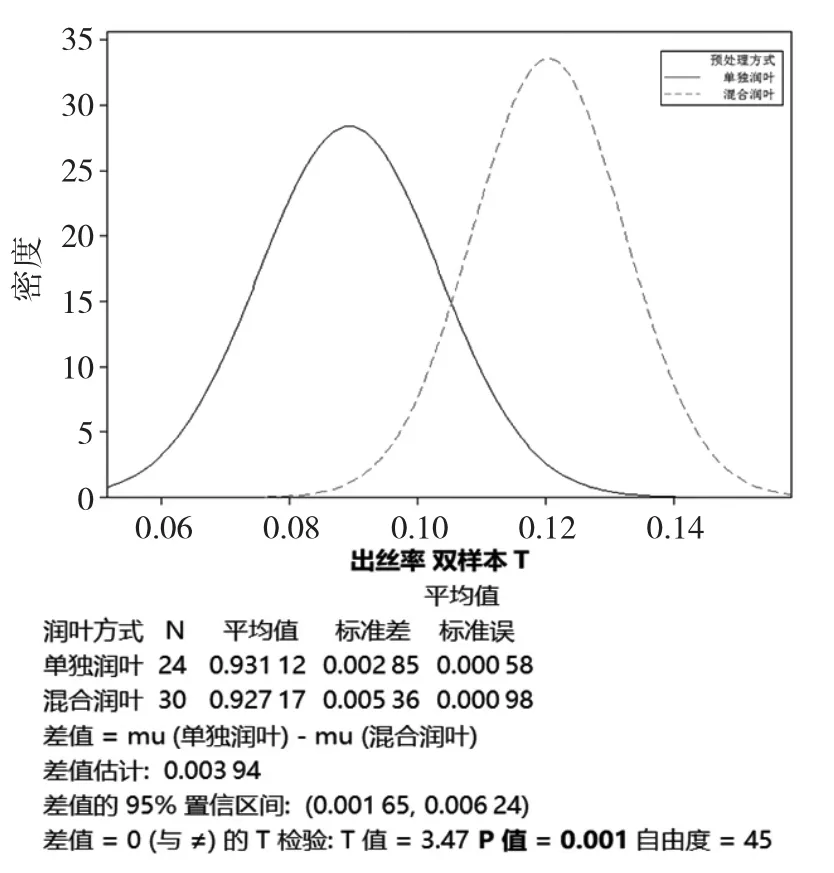
圖4 2 種薄片預處理方式出絲率直方圖及雙樣本t 檢驗
由圖4 可知,直方圖及雙樣品T 檢驗p<0.05 均證實了2 種處理模式下出絲率均值不相等,證實了潤葉方式的改變對出絲率來說是顯著因子,通過將潤葉方式由混合潤葉調整為單獨潤葉能夠顯著改善出絲率。單獨潤葉處理模式下出絲率均值為93.11%,混合潤葉處理模式下出絲率均值為92.72%。
2.3 剔除率
2.3.1 剔除率概率圖
2 種薄片預處理方式卷包剔除率概率圖見圖5。
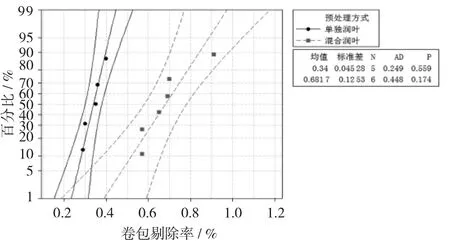
圖5 2 種薄片預處理方式卷包剔除率概率圖
由圖5 可知,p>0.05 表示2 種薄片預處理模式下卷包剔除率呈正態(tài)分布,可以用于2 種薄片處理方式對卷制質量、剔除率的影響分析。
2.3.2 剔除率控制圖
2 種薄片預處理方式卷包剔除率控制圖見圖6。
由圖6 可知,潤葉方式改變前后,控制線有明顯變化。其中混合潤葉生產模式下剔除率波動較大,單獨潤葉剔除率波動明顯減小,并且單獨潤葉處理模式下卷包剔除率明顯降低。
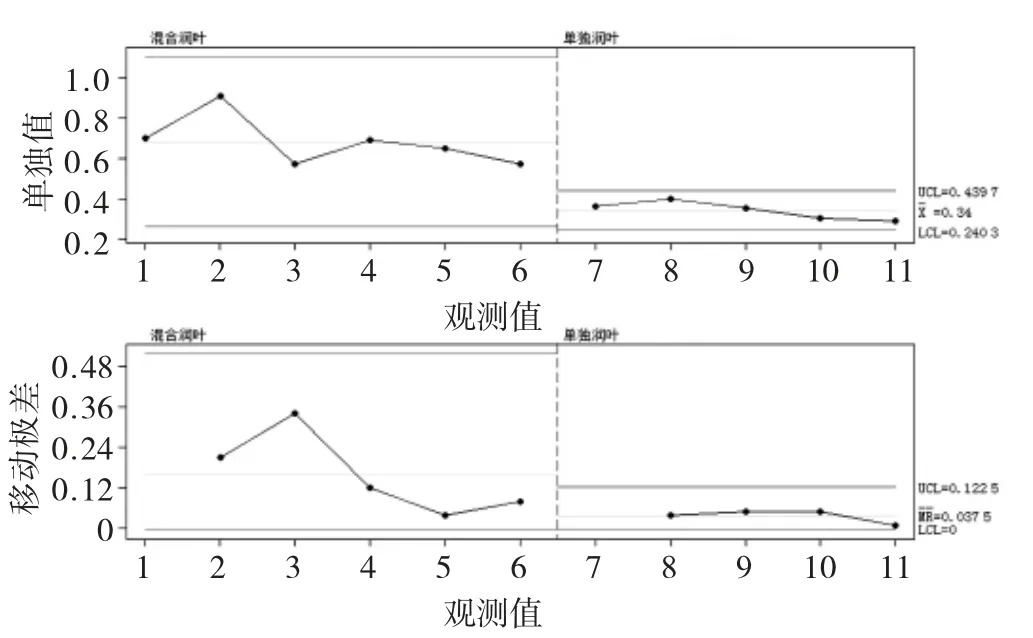
圖6 2 種薄片預處理方式卷包剔除率控制圖
2.3.3 剔除率等方差檢驗
2 種薄片預處理方式卷包剔除率等方差檢驗見圖7。
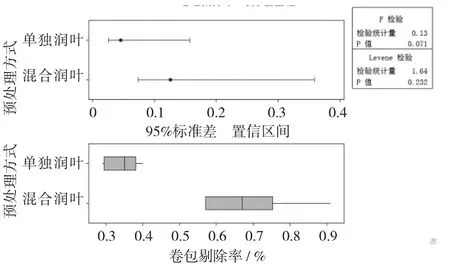
圖7 2 種薄片預處理方式卷包剔除率等方差檢驗
由圖7 可知,2 種薄片處理模式對比p>0.05,說明2 種模式下卷包剔除率方差相等,潤葉方式變化對剔除率的穩(wěn)定性無顯著影響。
2.3.4 剔除率雙樣本2t 檢驗
2 種薄片預處理方式卷包剔除率直方圖及雙樣本t 檢驗見圖8。
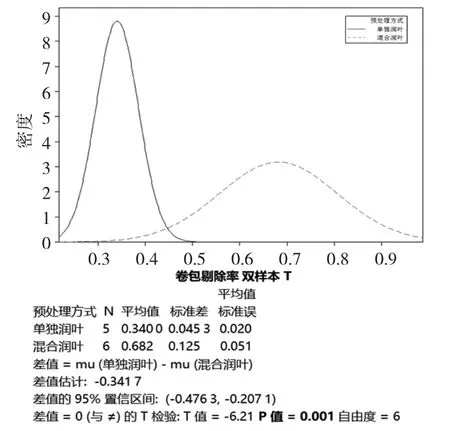
圖8 2 種薄片預處理方式卷包剔除率直方圖及雙樣本t 檢驗
由圖8 可知,直方圖及雙樣品t 檢驗p<0.05 均證實了2 種處理模式下剔除率均值不相等,因此潤葉方式的改變對剔除率是顯著因子,通過將潤葉方式由混合潤葉調整為單獨潤葉能夠顯著降低剔除率。單獨潤葉處理模式下剔除率均值為0.34%,混合潤葉處理模式下出絲率均值為0.68%。
2.4 煙支煙絲結構
2.4.1 煙支煙絲結構控制圖
2 種薄片預處理方式煙支內不同長度煙絲占比控制圖見圖9。
由圖9 可知,測試所得煙支內煙絲結構均受控,2 種預處理模式下,單獨潤葉與混合潤葉相比3.15~4.00 mm 長度煙絲占比增加(圖9(b)),1~2 mm 長度煙絲占比增加(圖9(d)),500 μm~1 mm 長度煙絲占比減少(圖9(e)),<500 μm 長度煙絲占比減少(圖9()f)。
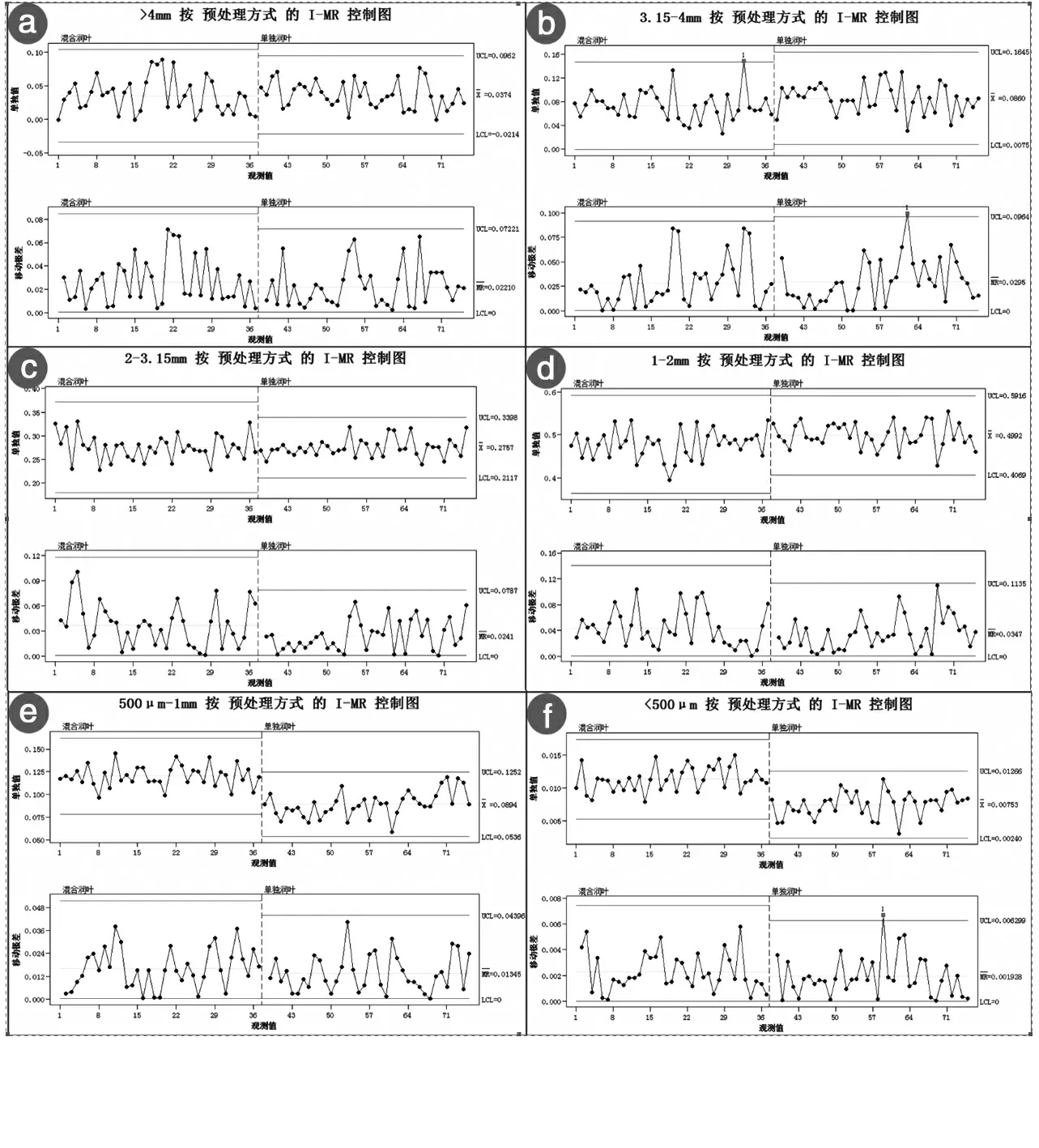
圖9 2 種薄片預處理方式煙支內不同長度煙絲占比控制圖
2.4.2 煙支煙絲結構概率圖
2 種薄片預處理方式煙支內不同長度煙絲占比(>4 mm,3.15~4.00 mm,1~2 mm,500 μm~1 mm)概率圖見圖10,2 種薄片預處理方式煙支內不同長度煙絲占比(2.00~3.15 mm,<500 μm)概率圖見圖11。
由圖10 和圖11 可知,煙支內各長度煙絲分布基本呈正態(tài)分布。雖然圖11(a)和圖11(c)單獨潤葉模式下2.00~3.15 mm(p=0.028)和<500 μm(p=0.018)2 種結構下p<0.05,根據(jù)統(tǒng)計學的中心極限定理(Central Limit Theorem),來自某總體的一個樣本,無論該總體服從什么分布,只要樣本容量足夠大(N>30)認為其樣本均值都近似服從正態(tài)分布。因煙支量>30,并且結合圖11(b)和圖11(d),仍可對2.00~3.15 mm 和<500 μm 2 種長度煙絲比例進行等方差分析及雙樣本均值假設驗證分析。
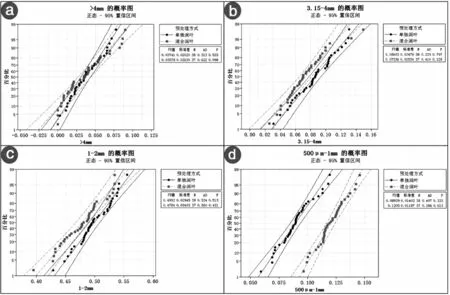
圖10 2 種薄片預處理方式煙支內不同長度煙絲占比(>4 mm,3.15~4.00 mm,1~2 mm,500 μm~1 mm)概率圖
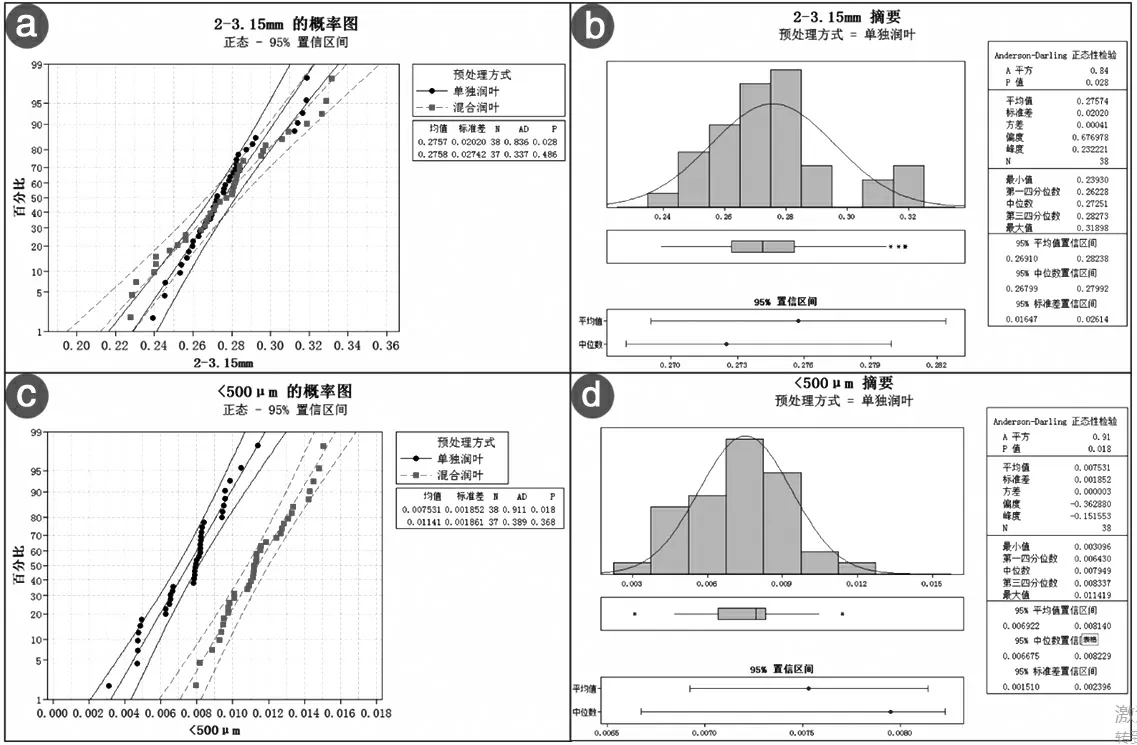
圖11 2 種薄片預處理方式煙支內不同長度煙絲占比(2.00~3.15 mm,<500 μm)概率圖
2.4.3 煙支煙絲結構等方差檢驗
2 種薄片預處理方式煙支內不同長度煙絲占比等方差檢驗見圖12。
由圖12 可知,2 種處理模式下煙支內不同長度煙絲占比p 值均>0.05,說明2 種處理模式對煙支內不同長度煙絲占比的穩(wěn)定性無顯著影響。
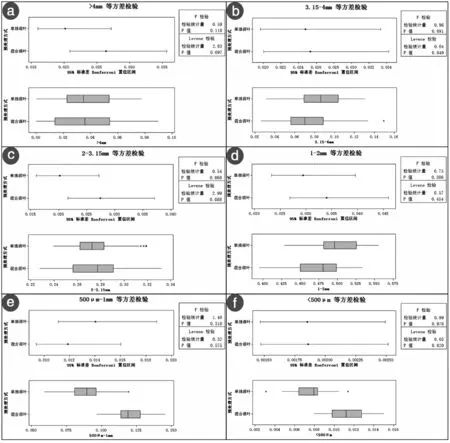
圖12 2 種薄片預處理方式煙支內不同長度煙絲占比等方差檢驗
2.4.4 煙支煙絲結構雙樣本2t 檢驗
2 種薄片預處理方式煙支內不同長度煙絲占比直方圖及雙樣本t 檢驗見圖13。
由圖13 可知,預處理方式對煙支內>4 mm 以及2.00~3.15 mm 長度煙絲占比無顯著影響(p>0.05),而對3.15~4.00 mm,1~2 mm,500 μm~1 mm,<500 μm長度煙絲占比均值均有顯著影響(p<0.05)。與混合潤葉相比,單獨潤葉生產模式下3.15~4.00 mm 煙絲比例均值由0.073 提高到0.086(圖13(b),1~2 mm煙絲比例均值由0.478 提高到0.499(圖13(d)),500 μm~1 mm 煙絲比例均值由0.121 降低到0.089(圖13(e),<500 μm 煙絲比例均值由0.011 降低到0.008(圖13(f))。
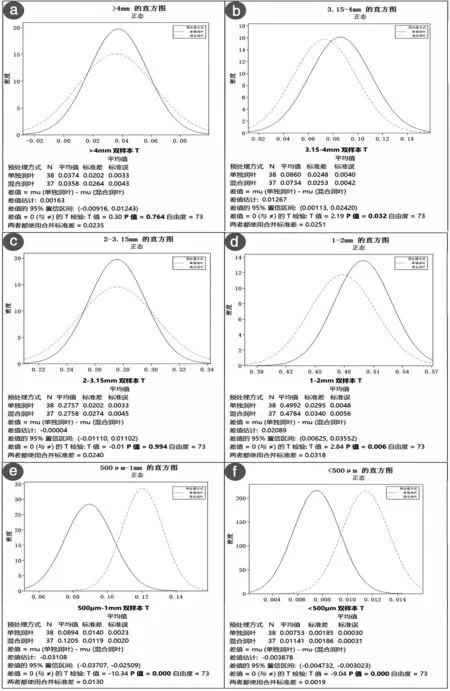
圖13 2 種薄片預處理方式煙支內不同長度煙絲占比直方圖及雙樣本t 檢驗
3 結論
與混合潤葉相比,薄片單獨潤葉生產模式提高了制絲批次的出絲率,出絲率均值由92.72%提高到93.11%,降低了煙葉消耗。薄片單獨潤葉生產模式降低了卷制環(huán)節(jié)的煙支剔除率,剔除率均值由0.68%降低到0.34%,降低了單箱耗葉量。2 種預處理模式下,單獨潤葉與混合潤葉相比3.15~4.00 mm 煙絲長度占比增加,1~2 mm 長度煙絲占比增加,500 μm~1 mm 長度煙絲占比減少,<500 μm 長度煙絲占比減少。單獨處理薄片通過降低碎末煙絲比例,提高填充性能煙絲所占比例改善了煙支的卷制質量。