淺談視覺技術在螺紋檢測上的應用
2023-01-04 13:23:12顧峰丁勝明陸洋劉大猛李寧齊同
汽車工藝師 2022年12期
顧峰,丁勝明,陸洋,劉大猛,李寧,齊同
1.一汽解放發動機事業部錫柴工廠 江蘇無錫 214000
2.清華大學天津高端裝備研究院 天津 300304
目前,發動機事業部加工車間所有螺紋檢測均是操作工按檢測頻次,使用帶深度止口螺紋塞規進行定性檢測,無法獲取當前加工螺紋的技術參數數據,檢測效率低,監控手段差。結合發動機事業部自制件缸體頂面螺栓孔和結合面螺栓孔這個應用場景,發動機事業部聯合清華大學天津研究院開發了一款基于內孔展開鏡與內窺鏡雙模式,應用圖像采集系統和建立算法模型進行尺寸及缺陷檢測的新型螺紋檢測系統。
檢測原理
1.內窺鏡測量螺紋小徑
利用內窺鏡正對螺紋孔進行拍攝,內窺鏡實現過程包括圖像采集、紋理提取、小徑定標及小徑計算四個步驟。通過標定獲取每圈像素與實際值比例系數{Ratei}和標定的參考值{Ri}。
對所拍攝的螺紋內孔展開照片使用數字圖形方法處理(見圖1),最終獲得一組按大小排序的從外向內的每圈螺紋的像素半徑{ri},然后與標定的參考值{Ri}進行比例運算,即可得到每圈螺紋小徑的測量值。
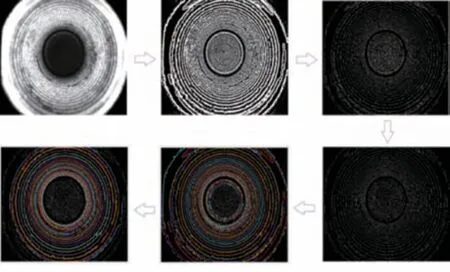
圖1 小徑紋理提取的圖像處理
設某一圈的實際測量值{Radi},每一圈的直徑計算公式如下:

2.雙目視覺檢測螺紋牙型
檢測內螺紋牙型幾何參數的方法是通過不同角度的鏡頭對內螺紋進行拍照成像,其基本原理為雙目視覺原理。
(1)雙目視覺原理 雙目視覺是利用視差原理的一種視覺方法,該方法是機器視覺立體成像的一種重要形式。利用兩臺相機從不同的位置獲取被測物體的兩幅圖像,通過計算圖像對應點間的位置偏差來獲取物體三維幾何信息。
如圖2所示,空間中一點P(x,y,z)在左右相機中的成像點Pleft=(Xleft,Yleft)。

圖2 雙目視覺原理
Pright=(Xright,Yright)。將兩相機固定在同一平面上,則點P在Y方向的坐標是相同的,即
Yleft=Yright=Y。根據三角原理,可得
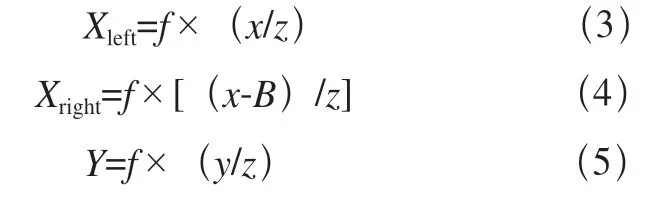
式中f——相機焦距;
B——基線距離。
視差被定義為相同點在左右相機X方向的偏差,即Distance=Xleft-Xright。則點P在左相機坐標系下的位置可以表示為:

當兩個相機不對齊時,經過標定后可以知道左右兩臺相機光軸在實際空間坐標系之間的夾角,然后通過坐標轉換和校正矩陣將圖像坐標轉換到一組嚴格對齊的兩個相機坐標系中,最后通過雙目視覺原理計算即可,圖像坐標轉換公式如下(設P點在左相機坐標系中為(xL,yL,zL),右相機坐標系為(xR,yR,zR):

式中R——旋轉矩陣;
T——平移矩陣。
(2)內螺紋牙型幾何參數測量 如圖3所示,內螺紋檢測系統使用頂部安裝了可變角度平面反射鏡的內窺鏡探頭,從不同角度反射后在相機上成像,就相當于有兩臺相機分別從兩個角度拍攝,形成的一套雙目視覺檢測系統。探頭按拍攝角度阿a1,在-a2向里拍攝圖像,拼接成內螺紋的完整圖像(見圖4)。

圖3 內窺鏡的內螺紋拍攝示意

圖4 α1和-α2角度拍攝示意
從某視角拍攝內螺紋,照片效果如圖5所示,牙頂和牙底面由于與入射光方向接近垂直,反射光強度大,而牙側反射光強小,圖像實際表現為明暗相間的條紋狀。根據拍攝角度α(α1或-α2)與0°大小關系不同,明暗條紋的彎曲方向如圖5所示。從視角α拍攝內螺紋時,圖6顯示牙型各部分對應的條紋寬度(左牙側Ll,牙頂Lt,右牙側Lr,牙底Ld)。于是從兩個視角的牙型條紋寬度可以解出牙型實際參數。

圖5 內窺鏡拍攝及螺紋圖像處理結果

圖6 計算原理示意
設牙側角分為y,計算步驟如下:
1)讀取所拼接的兩個視角的內螺紋照片,使用自適應閾值方法提取二值化明暗條紋。
2)經過均值模糊、閉運算降低二值化噪聲。
3)使用形態學圖像處理算法將明暗條紋進行分割、標記并計算每個條紋的寬度。
4)以螺紋口進行對齊,得到4條條紋為兩組的螺紋牙型像素寬度序列分別對應兩個視角α1、α2。
5)根據平面幾何原理以及雙目視覺原理有如下計算公式。


結合前述計算的螺紋小徑與上述牙高、牙側角等數據,可進一步計算內螺紋大徑和中徑,其中大徑為小徑與牙高之和,中徑為螺紋軸向截面內牙型上的溝槽和凸起寬度相等處的高度與小徑之和,螺紋深度等于螺距乘以螺紋圈數n,其計算公式如下。

其中,θ=0.5+0.5(Ld-Lt)/(Ll+Lr)。
試驗方案設計
1.試驗平臺
如圖7所示,內螺紋檢測裝置包括機器人、機器視覺模塊、控制模塊和中央處理模塊。如圖8所示,機器人是帶動視覺模塊移動的裝置,與控制模塊相連,接收控制模塊發送來的的指令進行相應移動。

圖7 螺紋檢測總成結構示意

圖8 機器視覺模示意
2.程序設計
內螺紋檢測系統是以內孔展開圖像和內窺圖像為基礎數據,分別計算內螺紋小徑、牙高、牙寬、牙側角以及螺距等基礎數據。根據基本原理講述的方法,再進行大徑、中徑、螺紋深度計算,最終將數據結果存入數據庫同時輸出到Excel表格等文件中。軟件實現總體流程如圖9所示。

圖9 系統工作流程
計算機程序操作,選擇內螺紋類型,可實時采集圖像也可以讀取固定目錄下的圖像進行處理(正常工作時是采集圖像)。采集圖像后,根據圖像種類不同選擇不同的處理函數進行處理,完成3個基礎圖像處理后,點擊“計算牙型參數”按鈕,則開始計算所有參數并進行存儲和輸出。
試驗及數據分析
1.試驗過程
為驗證內螺紋檢測系統的準確性,加工了20個內螺紋工件,其中M18和M16各10個。這20個工件在第三方檢測機構進行了檢測,獲得了螺紋螺距、小徑、中徑及大徑等準確的螺紋參數數據。本次測量試驗以此20個工件為樣本,選擇M18和M16各5個進行檢測。檢測內容包含螺紋小徑、中徑、大徑、螺距以及螺紋深度。利用檢測數據與第三方檢測機構測量數據進行對比,通過對比數據檢驗測量的準確性。
2.試驗數據及分析
試驗中選取了20個工件中的6個,分別對每個工件的第3圈螺紋進行了測量,測量值統計見表1、表2。

表1 M16螺紋檢測數據

表2 M18螺紋檢測數據
其中選擇M16中徑和小徑為例,進行25組數據MSA分析,分析結果如圖10、圖11所示。
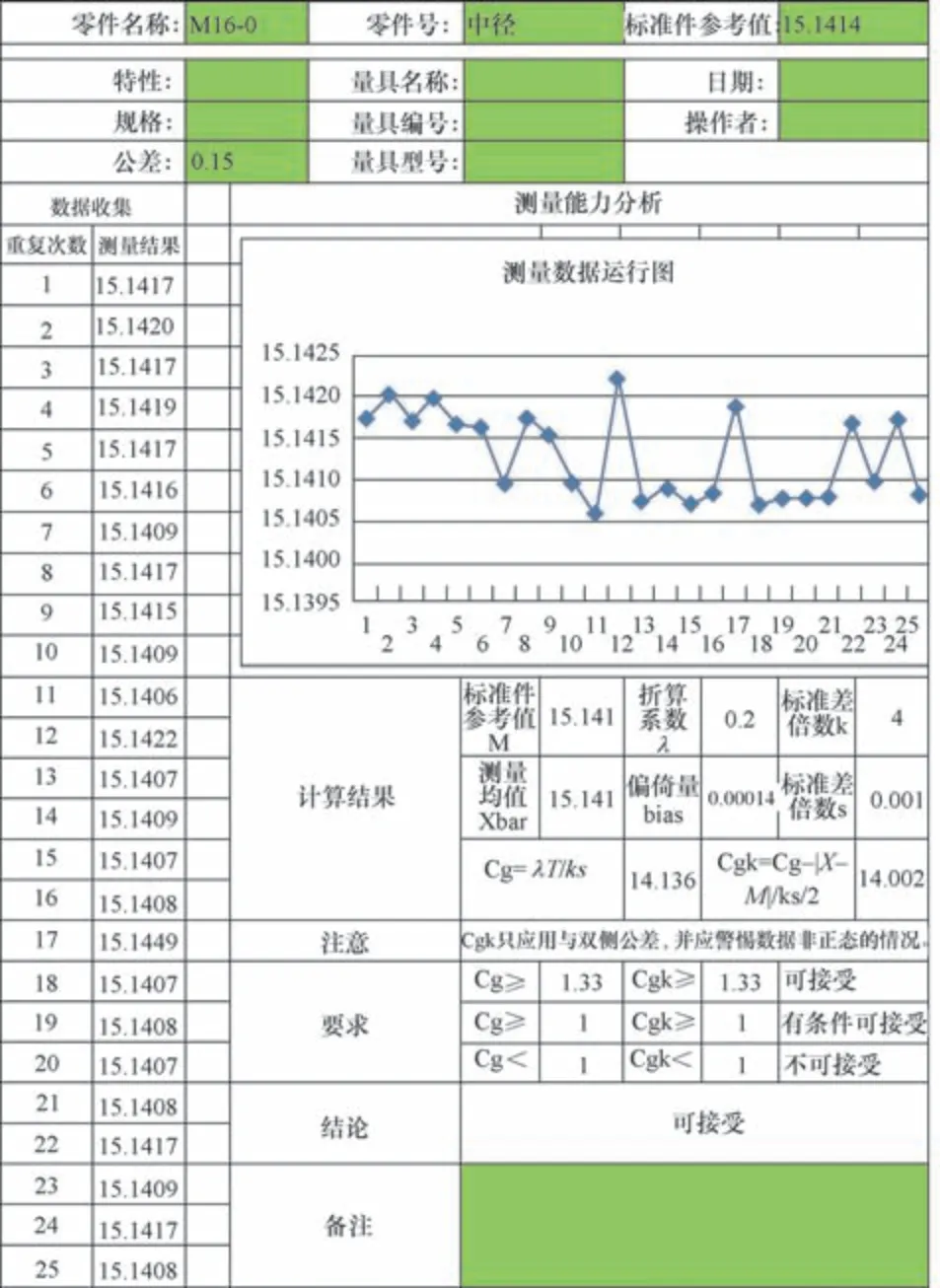
圖10 M16中徑MSA分析

圖11 M16小徑MSA分析
結語
本次試驗是利用內螺紋檢測系統對每一個標準工件的同一位置重復測量,其數據的穩定性表現良好,所有測量數據的平均測量值和標準值的差值均在0.01mm以下,表明系統的硬件設計、軟件設計以及算法設計能夠滿足系統精度要求。將附件每一個工件的測量數據填入Cgk表格中,其可接受率為100%,系統測量均能夠滿足Cgk表格測量要求。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12