某汽車工廠焊裝車間生產(chǎn)線融入性改造方案研究
2023-01-04 13:23:06馬菲徐西亮蘭冬云邵丹
汽車工藝師 2022年12期
馬菲,徐西亮,蘭冬云,邵丹
機械工業(yè)第九設(shè)計研究院股份有限公司 吉林長春 130011
焊裝車間是汽車工廠很重要的組成部分,很大程度上影響著汽車的產(chǎn)品質(zhì)量。雖然不同車型生產(chǎn)工藝不同,但基本工藝類似。汽車工廠的典型焊裝生產(chǎn)流程是:沖壓車間生產(chǎn)的各種板件配送到焊裝車間不同工位,經(jīng)過分總成焊接線,制造成分總成或總成焊接件,分總成和總成焊接件,經(jīng)過主焊線焊接后形成車身焊接總成,車身焊接總成可通過多種輸送形式輸送到裝配調(diào)整線,經(jīng)過裝配、調(diào)整、鈑金修整等工作內(nèi)容,制造成白車身總成[1]。為了將滿足涂裝車間生產(chǎn)計劃的白車身總成輸送到涂裝車間,也為了平衡有些汽車工廠焊裝車間和涂裝車間生產(chǎn)節(jié)拍不一致的問題,目前大部分的汽車工廠會將裝配調(diào)整線下線的白車身總成緩存在白車身存儲區(qū)(WBS),后經(jīng)過焊裝-涂裝通廊,輸送到涂裝車間。
近年來,汽車市場定制化需求激增,用戶對汽車要求同樣多元化,各汽車工廠通過快速研發(fā)多樣化車型應(yīng)對市場的變化,而多車型共線生產(chǎn)或產(chǎn)能提升會對現(xiàn)有生產(chǎn)車間的生產(chǎn)線提出挑戰(zhàn),很多生產(chǎn)工位的兼容性成為生產(chǎn)的制約。相比新建生產(chǎn)車間,由于車間改造或擴建具有周期短,成本低等特點,所以大部分的汽車工廠會選擇改造或擴建。焊裝生產(chǎn)線的改造需要在滿足用戶改造要求的前提下,充分利用原有生產(chǎn)線的潛能,盡量提高生產(chǎn)線的柔性化水平,這對焊裝工藝規(guī)劃設(shè)計提出了高要求高標準。
本文,以某汽車工廠焊裝車間新車型導(dǎo)入改造為案例進行焊裝生產(chǎn)線融入性改造方案的研討,探討在降低新車型融入的改造成本和提高生產(chǎn)線的利用率的前提下滿足多車型柔性化生產(chǎn)。
改造背景及設(shè)計前提
1.改造背景
為應(yīng)對用戶對汽車的多樣化要求,也為提高產(chǎn)品質(zhì)量及生產(chǎn)線的柔性化水平,某汽車工廠對現(xiàn)有焊裝車間進行融入性改造。此汽車工廠焊裝車間目前生產(chǎn)皮卡車和乘用車,需要在現(xiàn)有生產(chǎn)線新增生產(chǎn)設(shè)備和工裝,實現(xiàn)輕型貨車和微型客車的生產(chǎn)導(dǎo)入。
2.設(shè)計輸入
各項目及數(shù)據(jù)的設(shè)計輸入,詳見表1。
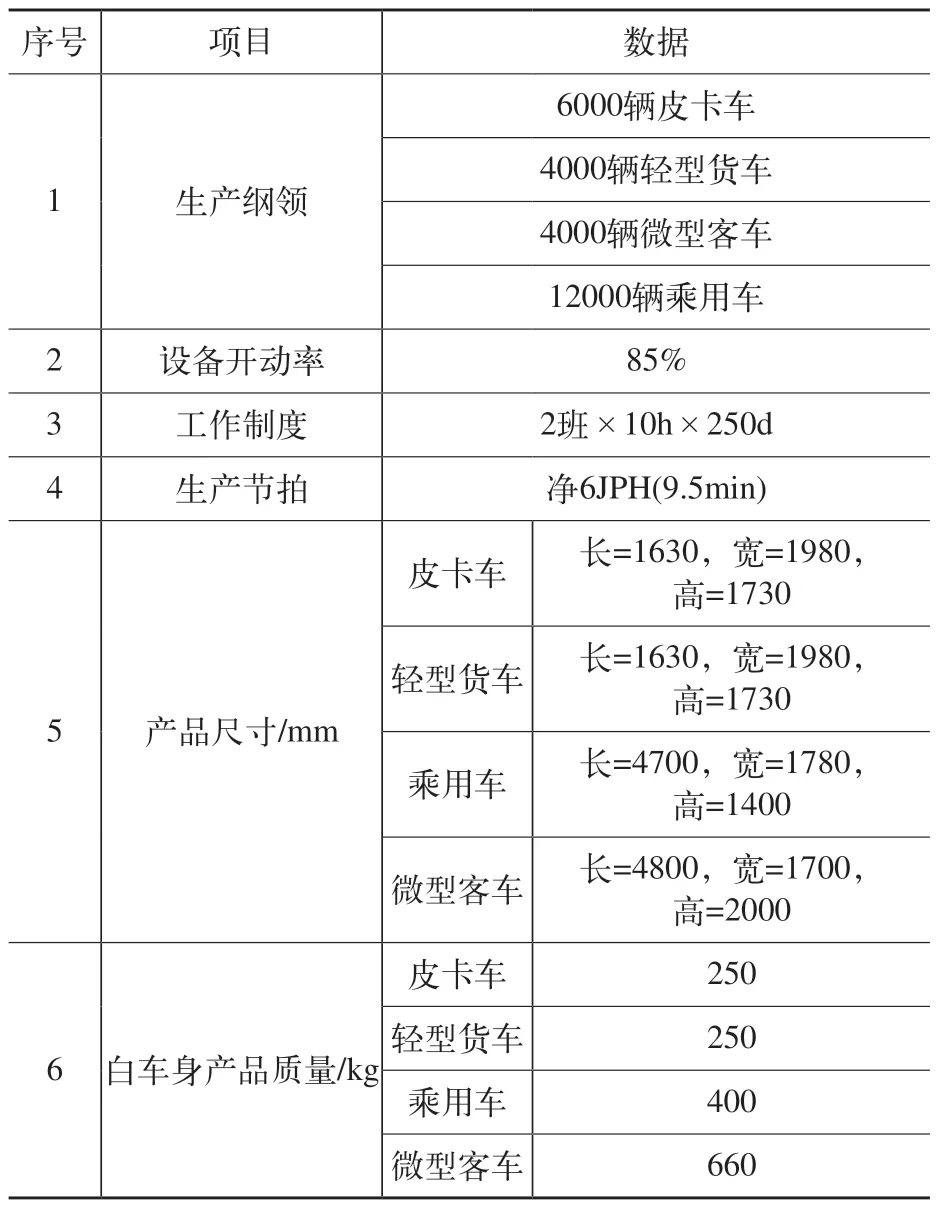
表1 設(shè)計輸入
3.車間現(xiàn)狀
車間現(xiàn)狀如圖1所示,焊裝車間長114m,寬50m,為單層廠房,輕鋼結(jié)構(gòu),由2個25m跨組成,邊柱6m,柱頂標高9.6m。車間南側(cè)現(xiàn)為輔房和卸貨雨棚,東側(cè)為沖壓件庫。
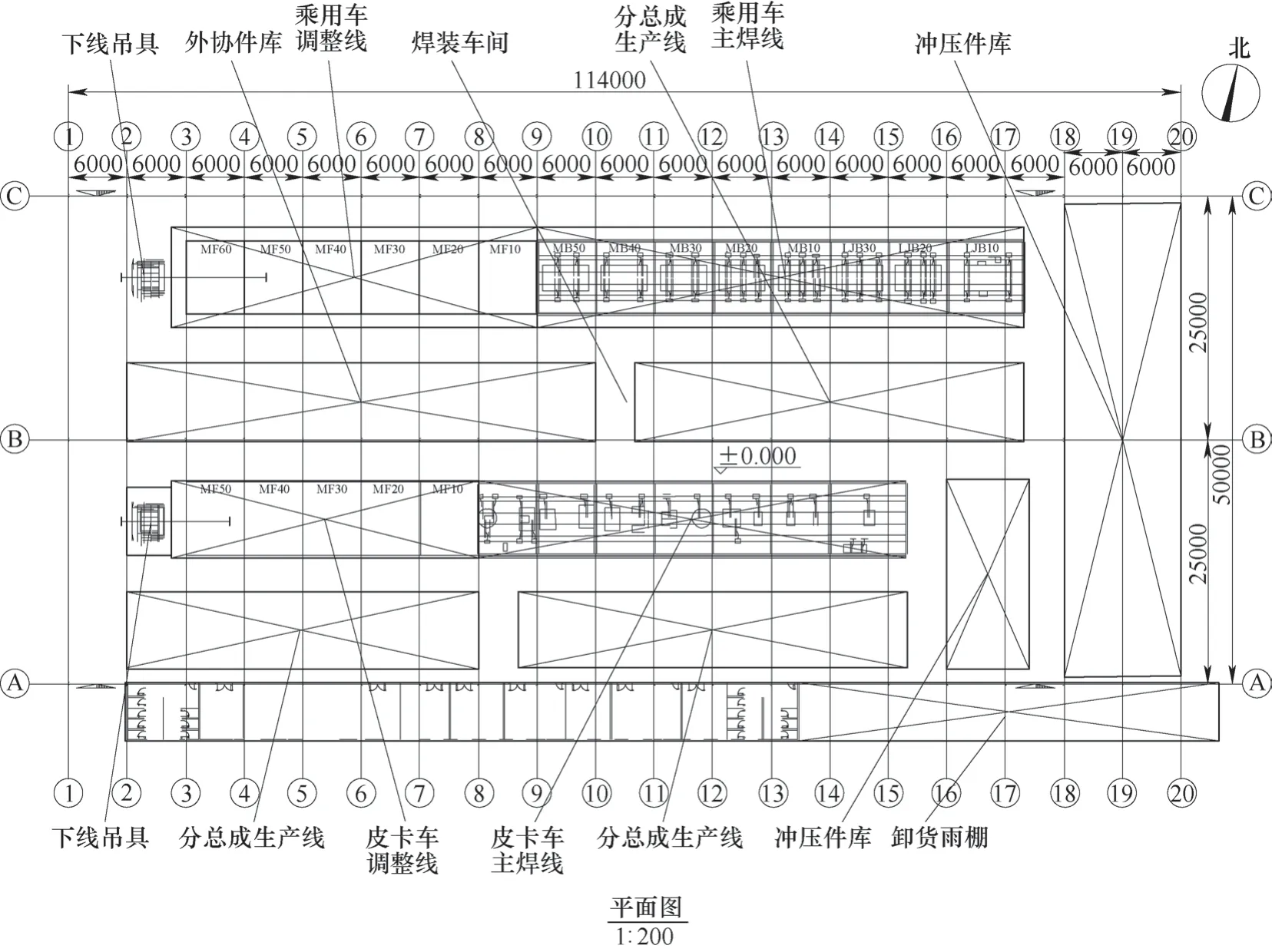
圖1 現(xiàn)有車間平面圖
現(xiàn)有焊裝車間承擔皮卡車和乘用車共兩款車型的總成及部分分總成焊接、車身裝配、調(diào)整、修磨及外協(xié)件的存放。車間共有乘用車主焊線(產(chǎn)能1.2萬輛)、乘用車調(diào)整線(產(chǎn)能1.2萬輛)、皮卡車主焊線(產(chǎn)能0.6萬輛)、皮卡車調(diào)整線(產(chǎn)能0.6萬輛),以及部分分總成生產(chǎn)線。大型工件上件采用電/氣動葫蘆吊運形式,中小型零件上件采用人工搬運。主焊線和調(diào)整線使用往復(fù)桿輸送,所有生產(chǎn)線采用手工焊接方式,調(diào)整線下線的白車身使用工藝小車送往涂裝車間。
4.設(shè)計原則及主要工藝要求
1)本次改造利用現(xiàn)有焊裝車間,改造方案要技術(shù)成熟,盡量降低改造成本。
2)采用合理工藝布局,線體改造要盡量確保物流、人流合理,減少交叉。在保證產(chǎn)品質(zhì)量的前提下,減少工藝面積占用、布置緊湊。
3)保留焊裝車間現(xiàn)有兩條主焊線和多條分總成生產(chǎn)線,在保證原有車型生產(chǎn)的情況下,乘用車生產(chǎn)線和皮卡車生產(chǎn)線分別融入微型客車和輕卡生產(chǎn)所需設(shè)備和工裝,完成四款車型車身焊接總成的生產(chǎn)。
4)拆除現(xiàn)有兩條裝配調(diào)整線,利用拆除后的空地新建一條四款車型共用的裝配調(diào)整線,裝配調(diào)整線采用AGV(自動導(dǎo)航小車)輸送,便于裝配調(diào)整線線路調(diào)整或整體搬遷。
5)焊裝車間西北角新建二層鋼結(jié)構(gòu)平臺,鋼結(jié)構(gòu)平臺上新建滾床滑橇輸送線,用于白車身存儲(WBS)和焊裝車間-涂裝車間輸送。裝配調(diào)整線下線的白車身存儲在白車身存儲區(qū)(WBS)或經(jīng)過焊裝-涂裝通廊,輸送到涂裝車間(在焊裝車間西側(cè)新建涂裝車間)。
融入性改造方案規(guī)劃
1.工藝流程
以乘用車生產(chǎn)工藝為例,介紹此次焊裝車間的融入性改造方案,其他車型生產(chǎn).工藝類似。
乘用車車身焊接總成在主焊線MB50工位下線,經(jīng)吊具(利舊)轉(zhuǎn)移到AGV小車上(AGV小車背負滑橇),帶車身焊接總成的AGV小車沿特定路線輸送至裝配調(diào)整線MF01工位,經(jīng)MF01至MF08工位的裝配和調(diào)整工作后,白車身總成經(jīng)AGV小車輸送到MF09升降機工位,白車身總成經(jīng)升降機上升到二層鋼結(jié)構(gòu)平臺進入白車身存儲區(qū)(WBS)或直接輸送到涂裝車間。涂裝車間內(nèi),白車身總成經(jīng)叉式移載機移載到涂裝車間滑橇上,焊裝車間空滑橇穿過焊裝-涂裝通廊,返回焊裝車間MF09升降機工位等待接下一輛白車身總成。背負空滑橇的AGV小車按生產(chǎn)計劃,沿指定路線去乘用車主焊線MB50工位或皮卡車主焊線下線工位接白車身,完成一個循環(huán)。升降機動作如圖2所示。
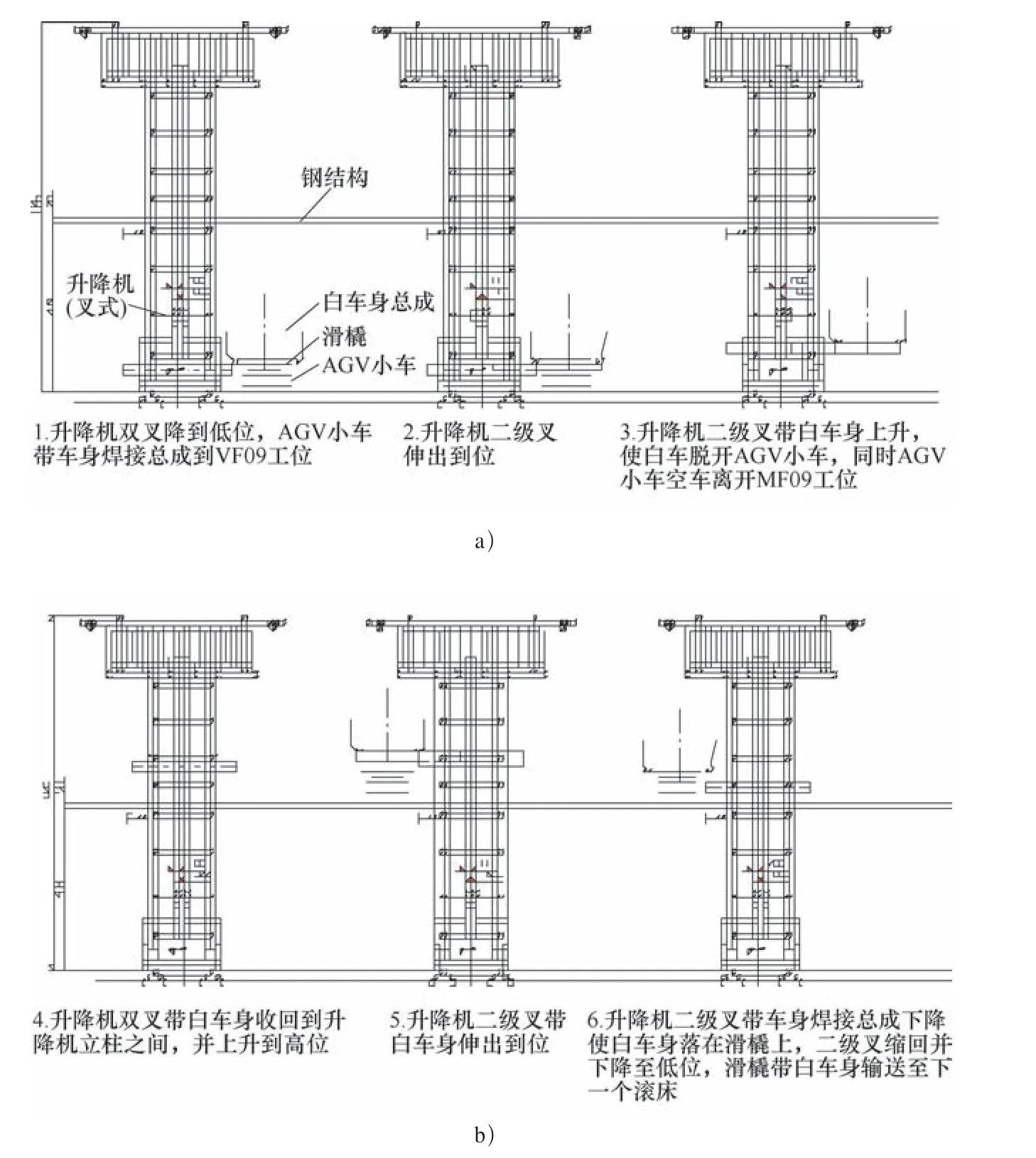
圖2 升降機動作圖
2.融入性改造方案
根據(jù)設(shè)計原則及主要工藝要求,盡量保留現(xiàn)有生產(chǎn)線,對現(xiàn)有生產(chǎn)線進行融入性改造,減少生產(chǎn)線的拆除工作量。乘用車生產(chǎn)線和皮卡車生產(chǎn)線分別融入微型客車和輕型貨車生產(chǎn)所需設(shè)備和工裝,同時新建四車型共用裝配調(diào)整線,對于新建裝配調(diào)整線的位置,現(xiàn)有以下兩個方案可供選擇。
由于新建裝配調(diào)整線的位置對車間原有主焊線和分總成生產(chǎn)線的改造沒有影響,所以以下僅對比兩種方案中新建裝配調(diào)整線和WBS生產(chǎn)線的差別。
(1)方案一工藝平面圖及工藝說明 拆除車間中部的分總成生產(chǎn)線,利用拆除后的空地新建裝配調(diào)整線;利用拆除原有兩條裝配調(diào)整線的空地,新建分總成生產(chǎn)線,同時對所有生產(chǎn)線進行融入性改造,如圖3所示。
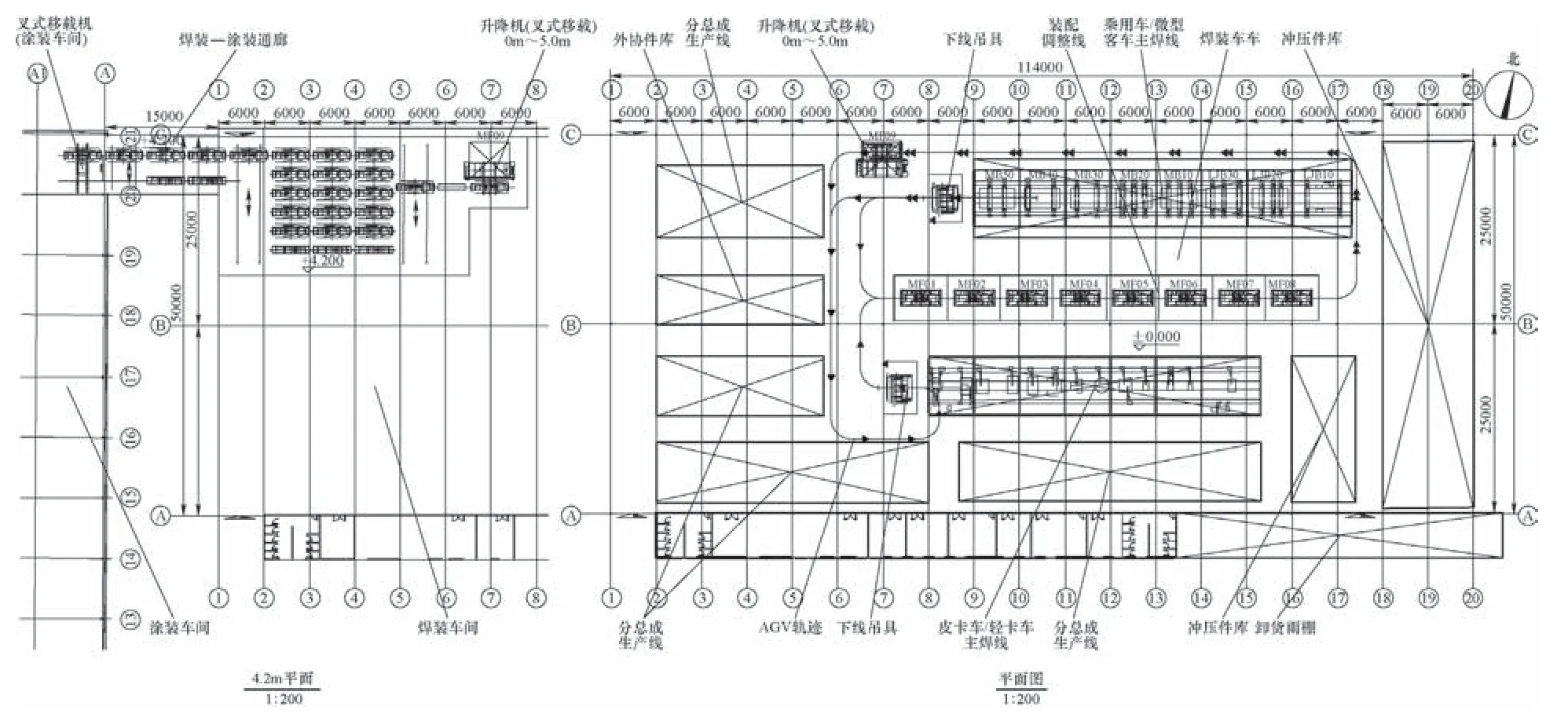
圖3 方案一工藝平面圖
方案一設(shè)備清單見表2。

表2 主要設(shè)備清單
(2)方案二工藝平面圖及工藝說明 拆除車間中部的分總成生產(chǎn)線,利用拆除后的空地新建裝配調(diào)整線;利用拆除原有兩條裝配調(diào)整線的空地,新建分總成生產(chǎn)線,同時對所有生產(chǎn)線進行融入性改造,如圖4所示。
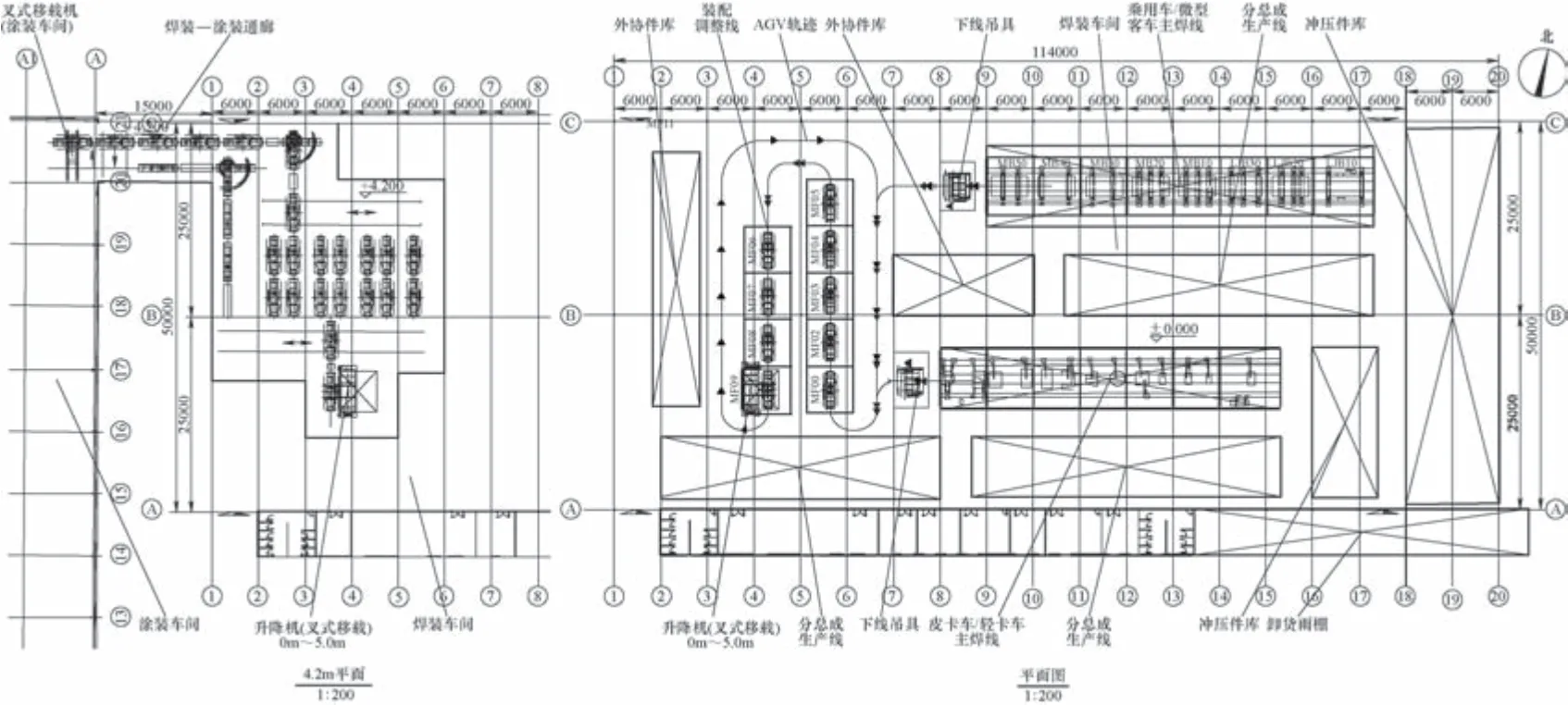
圖4 方案二工藝平面圖
方案二設(shè)備清單見表3。
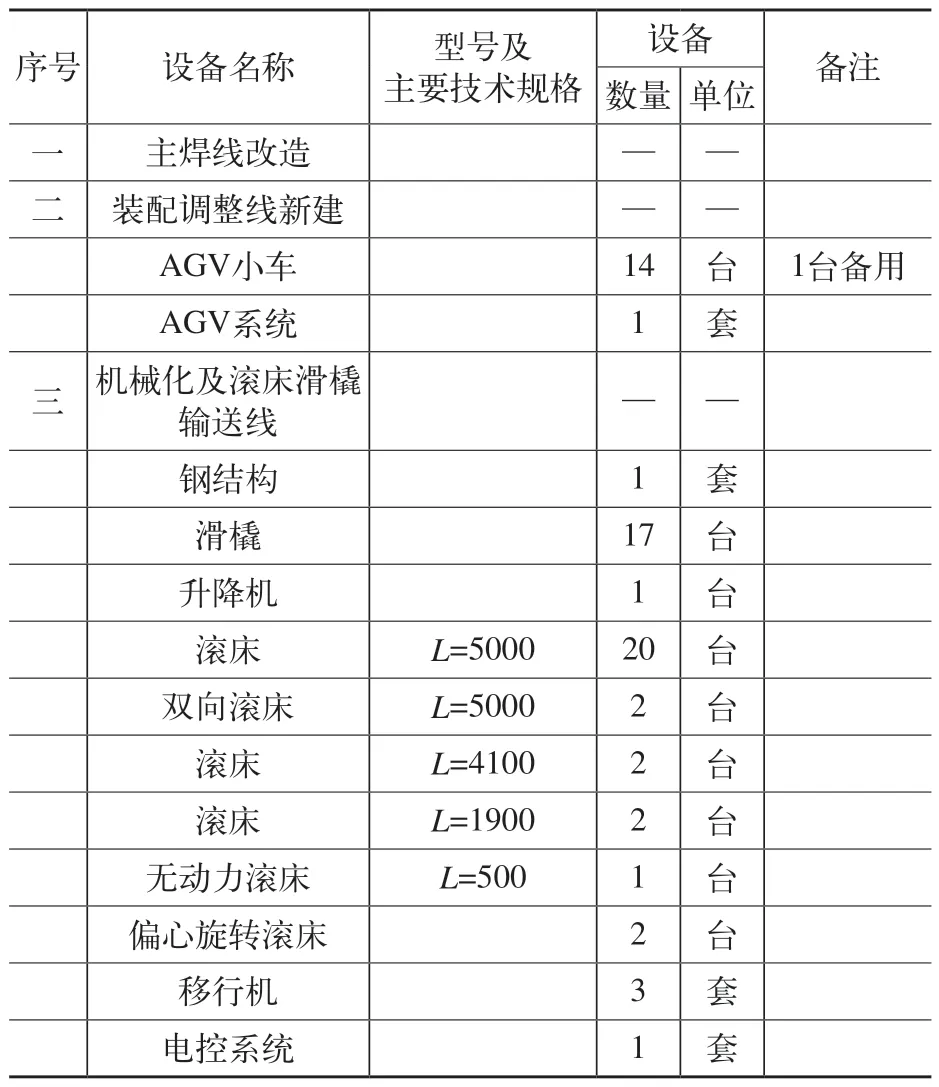
表3 主要設(shè)備清單
(3)兩種方案對比 優(yōu)缺點對比見表4。
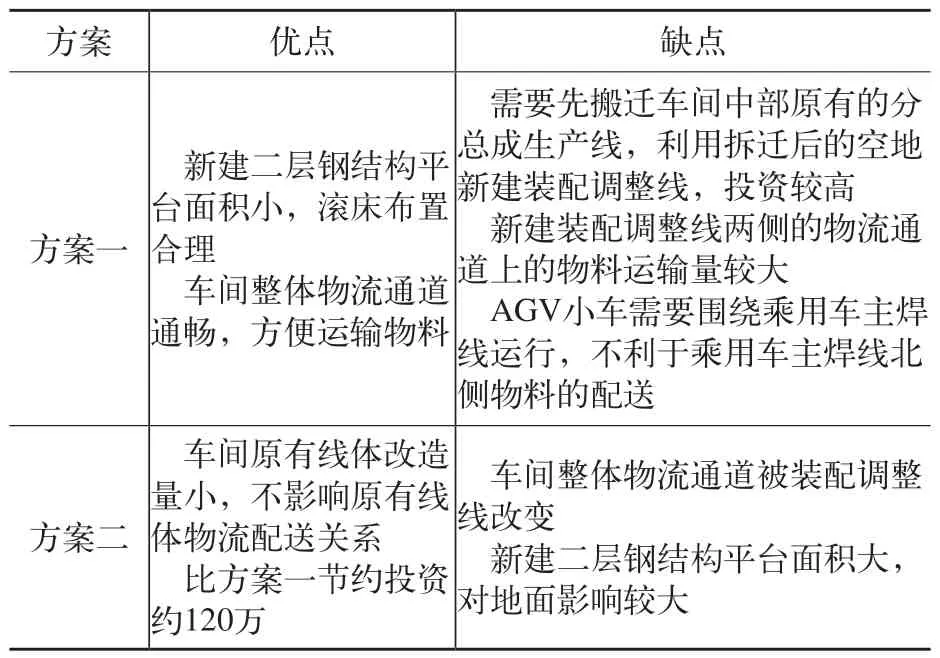
表4 方案優(yōu)缺點對比
通過以上對比,優(yōu)選方案二。
結(jié)語
1)通過生產(chǎn)線融入性改造,可滿足焊裝車間汽車產(chǎn)品多樣化、柔性化生產(chǎn)的需求。
2)通過方案比選,方案二充分利用原有生產(chǎn)線,對生產(chǎn)物流影響小,且節(jié)省投資,較適用本車間生產(chǎn)線融入性改造。
3)焊裝車間生產(chǎn)線融入性改造要從技術(shù)、經(jīng)濟等多方面進行多方案論證,選取最佳方案。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03