基于E5CC 型溫控器加熱控制系統的設計與應用
2023-01-03 03:13:28張宏軍李釗安楊兆林
設備管理與維修 2022年19期
關鍵詞:設計
張宏軍,李釗安,楊兆林
(西安西部新鋯科技股份有限公司,陜西西安 710200)
0 引言
在工業生產領域加熱控制的核心是溫度控制,溫度控制應用很廣泛,各類熱處理設備、清洗設備、輔助加熱設備等的加熱系統都涉及溫度控制。板材脫脂設備是一種清洗設備,主要用于鋯合金板材的表面清洗。鋯合金板材主要用于核電、核軍工,對產品的清潔度要求極高,通過脫脂去除板材在加工過程中粘附在板材表面的潤滑、冷卻介質或油污,為后續真空退火工序做準備。工藝流程為60 ℃±5 ℃的脫脂液(配備一定比例脫脂劑的水)中對板材進行不少于30 min 的脫脂,然后進入65℃±5 ℃的水中進行2~5 min 的漂洗,最后進入90℃±5 ℃的水進行2~5 min的燙干。脫脂、熱漂洗、燙干3 個工序都涉及溫度控制。為此,基于歐姆龍E5CC 型溫控器設計板材脫脂設備加熱控制系統。
1 歐姆龍溫控器工作原理
通過溫度傳感器對環境溫度自動進行采樣、即時監控,當環境溫度高于控制設定值時控制電路啟動,溫控器的控制輸出斷開。為了減緩溫度的衰減,保持設定溫度波動可控,這時通過電路控制,可以適當降低加熱器的投放功率,進行保溫控制。如果到達設定溫度后,溫度還在上升,當升到設定的超限報警溫度點時,溫控器輸出報警,同時控制電路將會切斷加熱設備,停止加熱。歐姆龍E5CC-RX2ASM-800 型溫控器控制原理如圖1 所示。

圖1 歐姆龍E5CC 型溫控器工作原理
溫控器通過操作面板可以設定加熱溫度和超溫溫度。若加熱溫度設定80 ℃,超溫溫度可以設定至90 ℃。1、2 端子是溫控器控制輸出端子,當檢測溫度未到達設定溫度時,1、2 端子閉合;當檢測溫度到達設定溫度時,1、2 端子打開。4、5、6 端子連接溫度傳感器;7、8,9、10端子為兩組輔助輸出端子,當檢測溫度大于超溫溫度時,這兩個端子將閉合。通過該兩組端子與外圍控制器搭建控制回路,可以對加熱系統進行控制。
溫控器控制方式一般有兩種,一種為上下限控制方式:即對溫控器設定兩個溫度點,當溫度高于某一溫度時停止給加熱絲供電;當溫度低于某一設定溫度時啟動加熱絲供電加熱。這種方式的溫度可控制在0.2 ℃波動。另外還有一種PID 調節方式:即對溫控器設定一個恒溫點,溫控器會根據檢測溫度與設定恒溫值差的大小,以及兩者溫差的變化速度通過PID 算法,自動調節加熱絲的加熱功率,使加熱環境溫度恒定為設定溫度。這種方式可控制溫度在0.1 ℃波動。
2 加熱控制系統設計
板材脫脂設備主要用于鋯合金板材表面的清洗。脫脂、熱漂洗、燙干的溫度要求不同,但是加熱方式、溫度控制的原理、方法相同。因此,分析研究燙干的工藝要求及板材脫脂設備的結構原理,設計加熱控制系統。該加熱控制系統也可用于脫脂、熱漂洗槽體的加熱。通過循環加熱的方式對燙干槽體的水進行加熱,由循環泵將槽體的液體抽出,通過加熱水箱再回流到燙干槽。加熱水箱中設計安裝加熱管,每個加熱管中安裝2 支測溫鉑電阻,一支用于控制加熱溫度、一支用于監控超溫溫度。設計兩個溫控器的目的是,一個用于溫度設定、一個用于溫度監控,溫控器將采集的信號反饋到PLC,通過PLC 模擬量輸出(4~20 mA)控制調壓器的輸出電壓,最終達到控制加熱功率的目的。
2.1 循環加熱泵控制設計
循環泵主電路常規設計,通過三相空氣斷路器將電源接入接觸器,接觸器連接熱繼電器帶有熱保護功能,通過接觸器的通斷對循環泵電機進行控制。
2.2 加熱功率設計
燙干槽槽體尺寸7000 mm×640 mm×1500 mm(L×W×H);設計要求在滿槽滿功率的條件下,水溫由室溫(25 ℃)加熱至90 ℃:

其中:Q 為發熱量(kW);C 為水的比熱容(4.2 kJ/kg·℃);ρ 為水的密度(kg/m3);V 為水容量L(m3);ΔT 為水在1 min 內的最大溫升。

代入計算:

取總功率120 kW,設計單根加熱管12 kW,共安裝10 支即可滿足要求。加熱水箱安裝結構如圖2 所示。

圖2 加熱水箱安裝結構
2.3 加熱電路設計
通過加熱管設定溫控器(ct1)設定加熱溫度(t1),超溫溫度(t2);通過加熱管監控溫控器(ct2)設定超溫監控溫度(t3);一般t3>t2>t1,根據使用要求,設定t1、t2、t3溫度。當未達到設定溫度t1時,加熱功率100%投入;當到達超溫溫度t2時,加熱功率50%投入;當達到超溫溫度t3時,停止加熱,加熱功率為0。控制原理如圖3 所示。
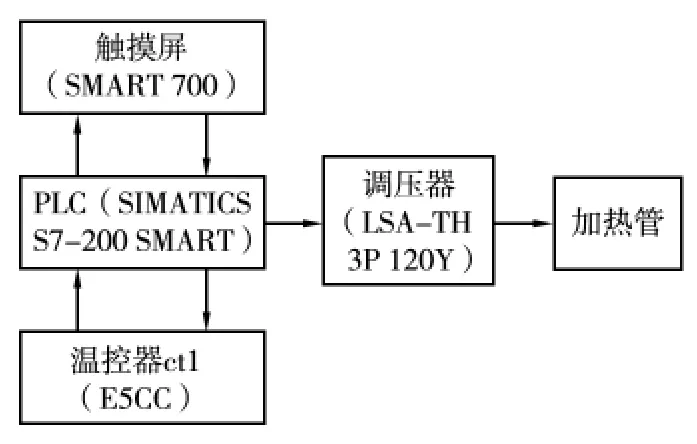
圖3 加熱電路控制原理
循環水箱10 支加熱管分5 組,2 支為1 組,由5 個LSATH3P 120Y 型調壓器通過控制輸出電壓對加熱管加熱功率進行控制,每支加熱管安裝2 支PT100的鉑電阻,一支用于設定溫度測量、一支用于監控超溫溫度測量。
PT100 鉑電阻接入歐姆龍溫控器,電氣原理如圖4 所示。其中I8.0 是設定溫度到達反饋信號、I8.1 是超溫溫度到達反饋信號、I12.4 是超溫監控反饋信號,接入PLC 數字量輸入模塊。調壓器電路原理如圖5 所示,其中R1、S1、T1 為輸入主電源,L11、N1 為工作電源、E1、E2 為加熱管、TY1+、TY1-為模擬量輸出4~20 mA。每支加熱管的控制方法相同,以E1(1#)加熱管為例,總結歸納控制實施過程。
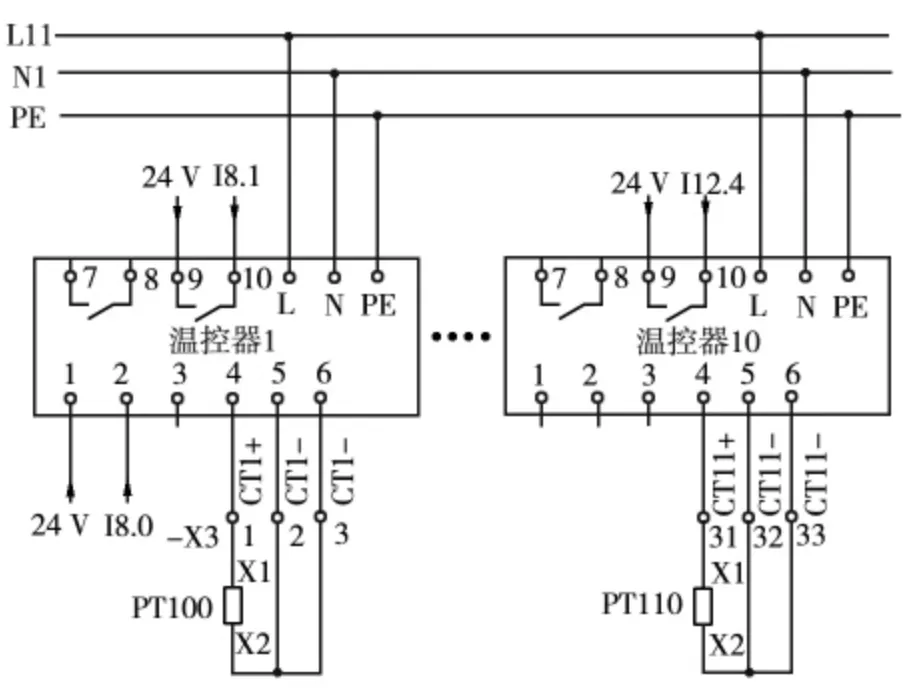
圖4 溫控器電氣原理

圖5 調壓器電氣原理
2.4 控制程序設計
2.4.1 程序設計
在觸摸屏上設計手動加熱按鈕,同時設計參數設定畫面,修改PLC 的內部寄存器VD200(1 組快速加熱)、VD204(1 組慢速加熱)參數,實現加熱功率的改變。手動加熱界面如圖6 所示,參數設定界面如圖7 所示。

圖6 燙干槽手動控制界面

圖7 參數設定界面
參數設計有保護程序,VD200 最大設定100,VD204 最大設定70,超過設定保護值時,參數無效。參數保護程序如圖8 所示,PLC 輸入、輸出分配表見表1。

表1 PLC 輸入、輸出分配表
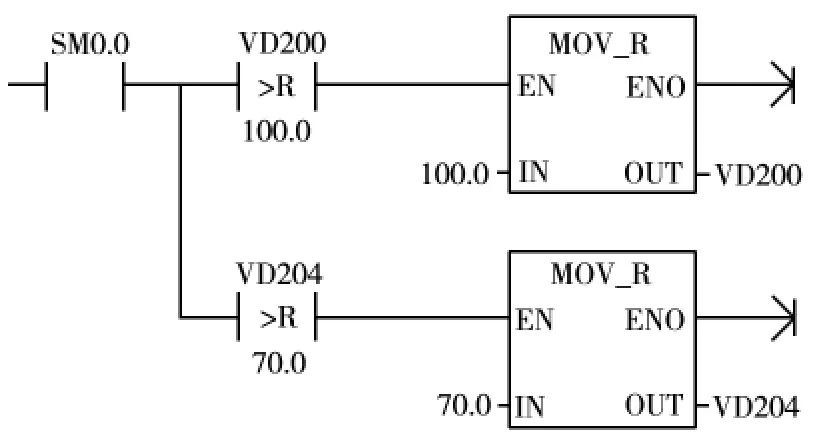
圖8 參數保護梯形圖
加熱分3 種方式,一種手動方式,通過觸摸屏手動加熱按鈕進行加熱,加熱按鈕地址M0.0;第二種是自動加熱方式;第三種為定時加熱,到達定時器設定時間后,開始加熱。加熱準備控制程序如圖9 所示。
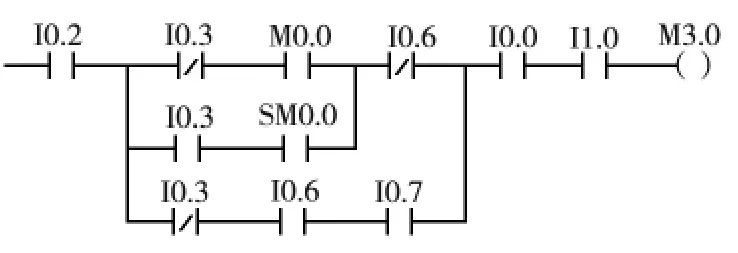
圖9 加熱準備控制梯形圖
參數VD200、VD204 通過條件判斷送給寄存器VD100,通過VD100 將參數送給模擬量輸出模塊6ES7 288-3AQ04,經數模轉換后輸出4~20 mA 電流信號,觸發調壓器輸出動態電壓,控制加熱管的輸出功率。控制邏輯為在外圍條件滿足的情況下,如果檢測溫度沒有達到設定溫度時,溫控器控制輸出I8.0 閉合,VD200 寄存器數據傳送給VD100,通過模擬量輸出模塊數模轉換,將20 mA 電流送給調壓器模擬量控制端子,輸出端電壓100%輸出,加熱管滿功率工作;當檢測溫度達到設定溫度時,I8.0 斷開,調壓器模擬量輸入12 mA 電流信號,觸發調壓器輸出端電壓50%輸出,加熱功率投放25%,處于保溫狀態,使槽體的水溫保持在設定溫度。加熱控制程序如圖10 所示。模擬量輸出模塊控制程序如圖11 所示。

圖10 加熱控制梯形圖

圖11 模擬量控制梯形圖
經驗證,該控制系統完全滿足燙干工藝溫度使用要求。目前該溫度控制系統已經應用到板材脫脂設備的脫脂、熱漂洗的溫度控制,系統穩定、可靠,滿足工藝溫度使用要求。
3 結束語
基于歐姆龍E5CC型溫控器設計的加熱控制系統應用于板材脫脂設備,溫度控制完全滿足板材脫脂工藝要求,設備自投入使用以來,加熱系統穩定、可靠。對于板材脫脂設備,冬季時,保溫階段投入30%的功率即可滿足溫度控制要求;夏季時,保溫階段投入25%的功率即可滿足工藝要求。通過設計可以總結溫度控制系統一般由被控對象、測量裝置、調節器和執行機構等部分構成。被控對象是一個裝置或過程,它的溫度是被控制量。測量裝置對被控溫度進行測量,并將測量值與給定值比較,若存在偏差便由調節器對偏差信號處理,在輸送給執行機構來增加或減少供給被控對象熱量,使被控溫度調節到設定值。在被控對象確定的情況下,布置的測量裝置精度越高、數量越多、加熱分區越多,則被控對象的溫度控制精度相對更高。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
