大直徑鋼圓筒圓弧電加熱器支架設計
2022-12-30 01:42:56朱萍萍
港口裝卸 2022年6期
朱萍萍
上海振華重工(集團)股份有限公司長興分公司
1 引言
鋼圓筒作為海上風電基礎支撐部分,下端樁體入海固定,上端螺栓聯接塔筒。海上工況復雜,鋼圓筒所有拼縫均須符合焊縫成型質量等級《承壓設備無損檢測》(NB/T47013)等規范要求,并達到I級標準。在厚板的對接環焊縫上,通過100%MT磁粉探傷+100%UT超聲波探傷檢測手段來判斷焊縫質量,焊縫返修不可超過兩次,故提高焊接質量,焊接一次合格,減少返工返修是鋼圓筒焊接的關鍵要素。在焊接工藝規程中,除了焊材、坡口、焊接順序等要求,焊接時焊道層間溫度、焊后保溫尤為重要,通過嚴格控制預熱、層間溫度、后熱保溫及焊接線能量等措施來防止出現焊接質量問題[1]。
對于焊前加熱、保溫,通常使用火焰加熱方式,氣體通過火焰支架圓管通道進入火焰噴嘴口,點燃后加熱[2]。但會存在室外風速不可控、用氣管道配置不足、支架圓管通道漏氣、手工點燃危險性高、多個噴嘴口貼合加熱體差、受熱不均等因素影響加熱,為此改用陶瓷電加熱形式。陶瓷加熱設備是一種熱量分布均勻的高效加熱器,但一般電加熱設備的擱置支架,存在放置加熱設備后與大直徑圓弧加熱體貼合度不夠、加熱范圍局限、受熱不均勻難以調整、散熱不良好、不輕便、不易組合使用、易受地形影響出現傾斜等問題,極大影響電加熱器在連續焊前加熱、后熱保溫的使用,需要設計一組圓弧電加熱器支架,使其能充分貼合圓弧加熱體,結構簡單、受熱均勻、調節容易,并能組合、拆解使用。
2 結構設計
圓弧電加熱器支架工裝由2個側向圓弧電加熱器支架和底部圓弧電加熱器支架3部分組合而成。底部圓弧電加熱支架放置中間,2個側向支架在底部支架兩側對稱放置,組合支架處于同一平面(見圖1)。圓弧電加熱支架也可拆解單獨使用,底部支架可用于小直徑圓筒環焊縫電加熱,滿足不同筒徑環焊縫的焊接預熱、層溫控制及焊后保溫需求。
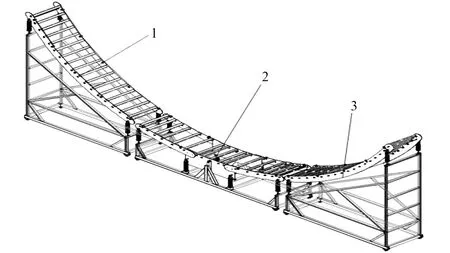
1.側向圓弧電加熱器支架1 2.底部圓弧電加熱器支架 3.側向圓弧電加熱支架2圖1 圓弧電加熱器支架組合工裝簡圖
2.1 側向圓弧電加熱支架
側向圓弧電加熱支架由行走車輪裝置、側向固定支架、彈簧裝置、側向鋪設支架、滾輪裝置組成(見圖2)。行走車輪裝置位于側向固定支架底部四角,與側向固定支架螺栓聯接固定,彈簧裝置在側向固定支架的上四角,兩兩對稱安裝,4組彈簧裝置有一定高低差。側向圓弧鋪設支架與彈簧裝置長螺桿聯接固定。滾輪裝置裝焊于圓弧鋪設支架上。
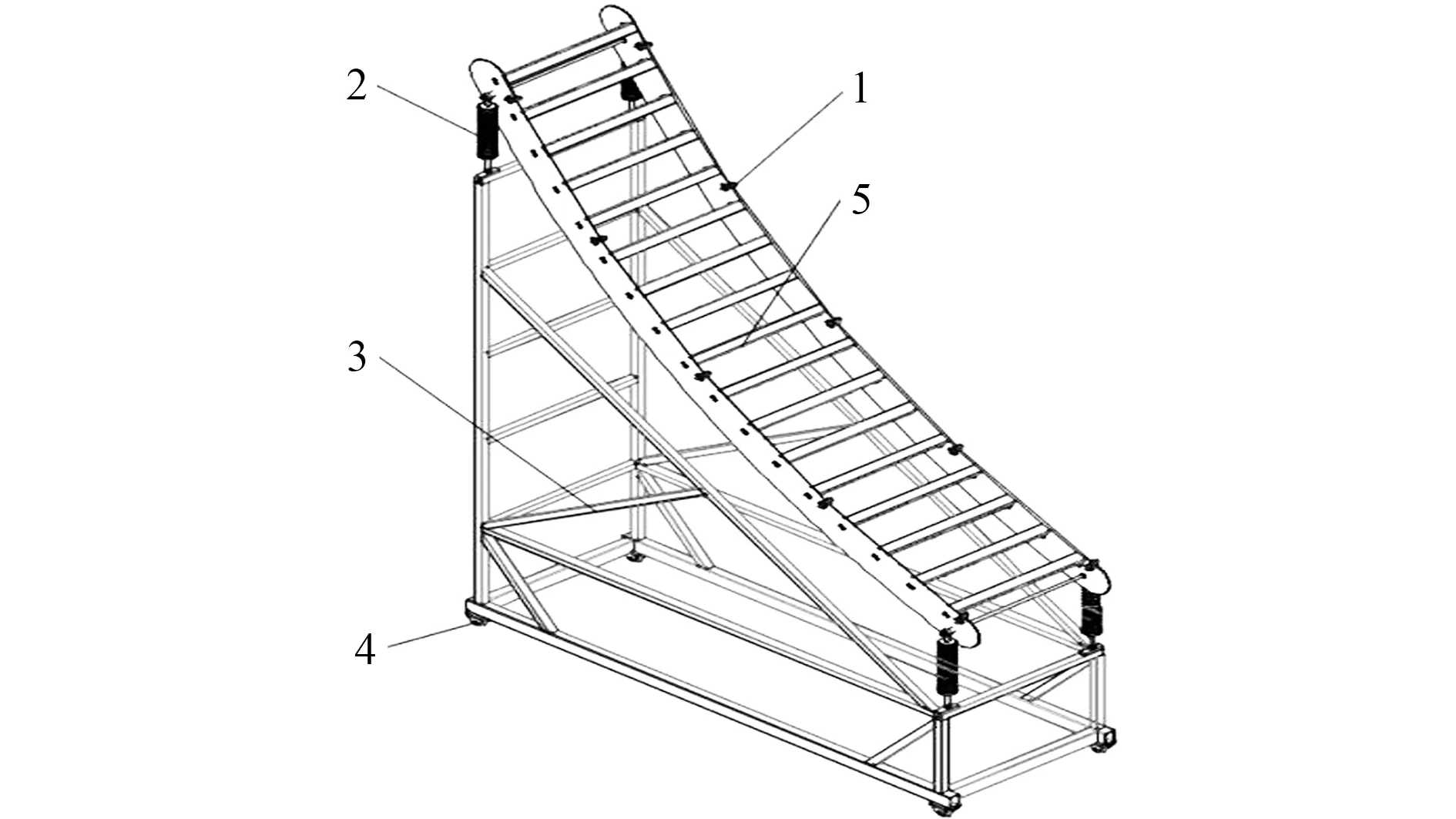
1.滾輪裝置 2.彈簧裝置 3.側向固定支架 4.行走車輪裝置 5.側向圓弧鋪設支架圖2 側向圓弧電加熱器支架1工裝簡圖
行走車輪裝置在設計時考慮到外場施工工況,地面會存在不平或有斜坡的情況,采用萬向輪安裝于底部。通過萬向輪可輕便推動支架,支架放置到位后,旋轉車輪螺桿使車輪上升脫離地面后固定,車輪螺桿可改善支架水平及調整高度,提高支架貼合精度。
側向固定支架采用方管焊接成型,結構強度高,輕便美觀。側向固定支架起支撐作用,將側向圓弧鋪設支架、4組彈簧裝置連接成一體,具有很強的抗變形能力。
彈簧裝置共4組,下端使用螺桿、螺母聯接側向固定支架,上端使用長螺桿、向心關節軸承、軸套、螺母聯接側向圓弧鋪設支架(見圖3)。壓縮彈簧放置于上、下支撐塊之間,下端的螺桿與螺母配合可調節彈簧裝置的高度,使側向圓弧鋪設支架可水平、可傾斜,滿足直圓筒或錐圓筒貼合需求。彈簧裝置具有調整電加熱設備與直/錐鋼圓筒環縫焊接區域緊密貼合的作用,滿足各類筒徑焊接區域加熱及保溫,最大限度降低因加熱或保溫不足出現的焊縫開裂、未熔合等風險。
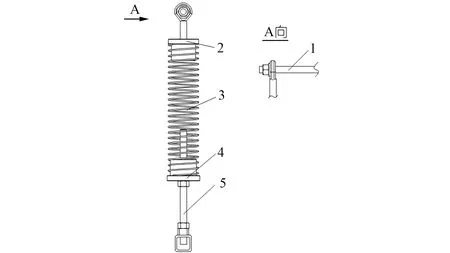
1.長螺桿 2.上支撐塊 3.壓縮彈簧 4.下支撐塊 5.螺桿圖3 彈簧裝置工裝簡圖
側向圓弧鋪設支架呈圓弧形,由兩側圓弧板及若干支撐方管組成,支撐方管側面開方孔,方便散熱。支撐方管采用耐高溫材料,電加熱設備直接鋪設在支架上,易與直/錐鋼圓筒環縫焊接區域緊密貼合,從而使焊接區域充分加熱[3-4]。滾輪裝置裝焊在兩側圓弧板上,滾輪最高點高于加熱器鋪設后的高度。當圓筒存在橢圓度問題時,滾輪受壓后傳遞到壓縮彈簧,壓縮彈簧收縮后進而使支架有效貼合,同時保護電加熱器不受磨損而損壞。
2.2 底部圓弧電加熱支架
底部圓弧電加熱支架由行走車輪裝置、底部固定支架、彈簧裝置、底部圓弧鋪設支架、滾輪裝置、弧度調節桿組成(見圖4)。行走車輪裝置位于底部固定支架底部四角,采用萬向輪與底部固定支架螺栓聯接固定。彈簧裝置結構組成與側向支架彈簧相同,兩兩對稱安裝在底部固定支架上,8組彈簧裝置中間4組低,外側4組高。
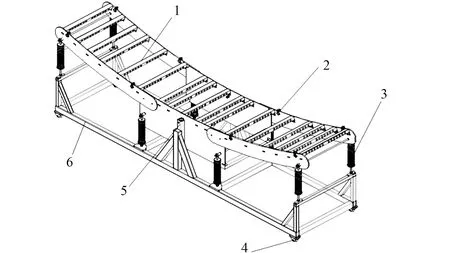
1.底部圓弧鋪設支架 2.滾輪裝置 3.彈簧裝置 4.行走車輪裝置 5.弧度調節桿 6.底部固定支架圖4 底部圓弧電加熱器支架工裝簡圖
底部圓弧鋪設支架分3片圓弧段用螺栓聯接成一體,調節弧度時螺栓松開,待調節后再擰緊(見圖5)。中間支架部分與中間4組彈簧裝置長螺桿聯接固定,并設置有弧度調節桿,調節桿開設多個螺栓孔,通過調節底部圓弧鋪設支架的高度來滿足不同鋼圓筒外徑的弧度。兩側支架與外側4組彈簧裝置長螺桿聯接固定,滾輪裝置裝焊于底部圓弧鋪設支架的圓弧支撐板上。3段鋪設支架由圓弧板及若干支撐方管組成,支撐方管側面開方孔,方便散熱。支撐方管采用耐高溫材料,電加熱設備直接鋪設在支架上。

1.單側底部圓弧鋪設支架1 2.中間底部圓弧鋪設支架 3.單側底部圓弧鋪設支架2圖5 底部圓弧鋪設支架工裝簡圖
3 實施方式
大直徑鋼圓筒在滾輪架上組對焊接外環焊縫前,圓弧加熱器支架工裝通過彈簧裝置下降整體高度,隨后推動至環焊縫下方,在環焊縫位置放置后固定行走機構車輪,通過車輪螺桿上升調整支架整體水平,使車輪與地面充分接觸。整體支架固定到位后,通過圓弧調節桿及彈簧裝置調整高度與直/錐鋼圓筒緊密貼合,留有小間隙。將電加熱設備(陶瓷加熱繩)直接鋪設在圓弧鋪設支架上并固定。陶瓷加熱繩是熱量分部均勻的高效加熱器,其恒溫可控,具有傳熱快、堅硬、不易碎、高溫下不變形、不易老化的特點。
將滾輪架通電帶動鋼圓筒緩慢轉動,加熱器通電后,通過熱傳導加熱焊縫區域,待預熱達到焊接工藝規程溫度后再進行環焊縫焊接。焊接時陶瓷加熱繩恒溫控制,保證焊層溫度;環焊縫焊接完成后,需降低陶瓷加熱繩的溫度對焊縫保溫一定時長。
完成環焊縫焊接后,通過彈簧裝置降低高度,加熱繩斷電無溫度后取下,再分別移走側向及底部圓弧加熱器支架。
4 結語
圓弧電加熱器支架在大直徑鋼圓筒對接環焊縫時使用,焊接前底部滾輪架帶動鋼圓筒滾動,電加熱支架放置電加熱設備后通電,對焊接區域進行充分預熱及焊后保溫。大直徑鋼圓筒圓弧電加熱器支架已在多個風電及其他項目的焊接加熱作業中推廣應用。現場施工效果表明,該結構設計輕巧、受熱均勻、調節容易,并能組合、拆解使用,適用于大型筒徑的環焊縫焊接預熱、層間溫度控制及焊后保溫需求,安全性高,省時省力,可有效提高生產效率。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
