新鋼1580取向硅鋼寬度窄尺原因分析
2022-12-29 10:52:02楊同利周焱民
天津冶金 2022年6期
楊同利,李 磊,周焱民
(新余鋼鐵集團(tuán)有限公司,江西 新余 338001)
0 引言
新余鋼鐵集團(tuán)有限公司(以下簡稱新鋼)卷板廠1580熱連軋線建立于2007年,2009年竣工投產(chǎn),工藝技術(shù)裝備達(dá)到國內(nèi)先進(jìn)水平。軋線設(shè)計(jì)年生產(chǎn)規(guī)模為300萬噸,產(chǎn)品規(guī)格為厚度1.2mm~16mm、寬度700mm~1500mm 的中厚板,軋制的鋼種有碳素結(jié)構(gòu)鋼、優(yōu)質(zhì)碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼、汽車大梁用鋼、高耐候結(jié)構(gòu)鋼、焊接結(jié)構(gòu)用耐候鋼、壓力容器及鍋爐用鋼、無取向硅鋼、取向硅鋼、管線鋼、DP鋼、IF 鋼等。其中取向硅鋼是新鋼近年來新開發(fā)的品種之一,是一種含碳量很低的硅鐵軟磁合金鋼,具有導(dǎo)磁率高、矯頑力低、電阻系數(shù)大等特性,因而磁滯損失和渦流損失都小,主要用于大中型變壓器和大型電機(jī)鐵芯的制造。新鋼在1580 熱連軋線生產(chǎn)無取向硅鋼過程中頻繁出現(xiàn)頭部窄尺情況,極大地影響了產(chǎn)品質(zhì)量和成材率,有損公司的市場口碑和形象。
本文分析了新鋼卷板廠1580 熱連軋線生產(chǎn)取向硅鋼過程中出現(xiàn)窄尺問題的原因,通過研究取向硅鋼產(chǎn)品的特性以及熱軋過程中的組織轉(zhuǎn)變,有針對地提出了消除窄尺缺陷的改進(jìn)措施。
1 產(chǎn)品特性及生產(chǎn)中存在的問題
1.1 產(chǎn)品特性
取向硅鋼的特點(diǎn)是鋼中所有的晶粒都定向排列,這種晶粒排列方式叫“高斯織構(gòu)”。取向硅鋼又分為單取向硅鋼和雙取向硅鋼。單取向硅鋼也稱“高斯織構(gòu)”取向硅鋼,鋼中Si 元素質(zhì)量分?jǐn)?shù)為2.8%~3.4%,其特點(diǎn)是鋼的磁性能在高斯取向({110}<001>)上最優(yōu)。雙取向硅鋼也稱立方織構(gòu)({100}<001>)取向硅鋼,鋼中Si 元素質(zhì)量分?jǐn)?shù)為1.8%~3.4%,其特點(diǎn)是鋼板軋向和橫向均為易磁化的<100>方向[1]。
取向硅鋼因性能和成分要求苛刻,因此其生產(chǎn)工藝相對復(fù)雜,而且影響其性能的因素眾多,因此取向硅鋼產(chǎn)品的質(zhì)量也代表了一個企業(yè)產(chǎn)品質(zhì)量的最高水平。尤其是雙取向硅鋼目前為止尚未有大規(guī)模工業(yè)化生產(chǎn)的報道,故本文所提到的取向硅鋼均指單取向硅鋼[2]。
1.2 生產(chǎn)中存在的問題
1580 熱連軋線在生產(chǎn)取向硅鋼過程中頭部窄尺情況嚴(yán)重,影響了產(chǎn)品質(zhì)量和成材率,損害了新鋼產(chǎn)品的市場形象。圖1為取向硅鋼寬度曲線,由圖1可以看出,帶鋼頭部窄尺明顯,最大偏窄量達(dá)到-20mm。

圖1 取向硅鋼寬度曲線
2 問題原因分析
本文以XG130QR 產(chǎn)品為例進(jìn)行分析,通過對軋制工藝、二級模型、溫度及張力等因素分析,將每一個有可能影響寬度的因素進(jìn)行逐條分析得出以下幾個主要影響因素:
2.1 軋制工藝因素
取向硅鋼熱軋工藝對組織控制和抑制劑的析出有著重要影響。為了使得MnCu1.8S+AlN 固有抑制劑能夠充分固溶,對取向硅鋼采用了亞高溫加熱工藝,加熱溫度達(dá)到1300℃左右。由于取向硅鋼的硅高(Si 元素含量3.1%~3.3%)、碳低(C 元素含量0.3%~0.045%),在高溫加熱時,只有很少量的奧氏體產(chǎn)生,絕大部分仍為鐵素體。也就是說,大部分的組織在高溫加熱過程中沒有發(fā)生相變,一直保持鐵素體組織。鐵素體的高溫屈服強(qiáng)度低于奧氏體。
為了保證精軋階段抑制劑的正常析出,粗軋坯在進(jìn)入精軋階段之前的溫度、厚度必須嚴(yán)格把控。為此熱連軋線粗軋機(jī)組采用了大壓下率軋制工藝,采用粗軋4 道次軋制,單道次的最大壓下率超過40%。該軋制工藝可充分破碎連鑄坯中的粗大柱狀晶粒,提高中間坯再結(jié)晶動力,使粗軋?jiān)俳Y(jié)晶過程更加完善。另外該軋制工藝還可以防止帶鋼退火后出現(xiàn)瓦楞狀缺陷。為使粗軋的終軋溫度(以下簡稱RT2 溫度)保持在1100℃以上,停用了粗軋機(jī)架的除磷水,以保證精軋階段抑制劑的順利析出。
2.2 RT2溫度因素
新鋼1580 熱連軋線采用粗軋RT2 頭部10 米內(nèi)取點(diǎn)溫度的有效平均值參與精軋機(jī)負(fù)荷預(yù)報計(jì)算,RT2 頭部溫度取值的準(zhǔn)確性和板坯實(shí)際RT2 溫度均勻性都對精軋軋制起著至關(guān)重要的作用。但從取向硅鋼熱軋實(shí)際RT2 溫度控制來看,情況并不理想,RT2 溫度取值不夠準(zhǔn)確,板坯RT2 溫度波動大。圖2為板坯RT2 溫度曲線,由圖2可以看出,溫度波動可達(dá)到50℃以上,并伴隨有較為明顯的加熱“水梁印”。

圖2 板坯RT2溫度曲線
2.3 二級模型因素
新鋼1580 熱連軋線采用德國西門子自動化和二級系統(tǒng)[3]。二級模型是根據(jù)鋼種化學(xué)成分、板坯溫度、軋機(jī)各道次預(yù)設(shè)壓下率和軋制速度等因素,綜合計(jì)算得出各軋機(jī)在軋制時的軋制力和張力等軋制參數(shù),此計(jì)算為預(yù)判值。
CGO 取向硅鋼Si 元素的質(zhì)量分?jǐn)?shù)超過3.0%。通常Si 元素的質(zhì)量分?jǐn)?shù)超過1.7%時,硅鋼組織即為單一的α 相,但本產(chǎn)品C 元素的質(zhì)量分?jǐn)?shù)在0.03%以上,熱軋組織中存在20%~30%的奧氏體(γ 相),與其他在奧氏體軋制鋼種存在較大差異,預(yù)報計(jì)算模型不能很好地適應(yīng)取向硅鋼的參數(shù)計(jì)算,造成新鋼1580熱連軋線在軋制取向硅鋼時,二級系統(tǒng)的負(fù)荷預(yù)報經(jīng)常不準(zhǔn)。
當(dāng)負(fù)荷預(yù)報不準(zhǔn)時,會影響精軋各機(jī)架的負(fù)荷分配和張力設(shè)定,造成各軋機(jī)間秒流量失衡,活套角度波動大,造成窄尺。圖3為精軋各軋機(jī)負(fù)荷預(yù)報情況,圖中左側(cè)為負(fù)荷預(yù)報值,右側(cè)為負(fù)荷實(shí)際值。由圖3可以看出,預(yù)報與實(shí)際負(fù)荷值偏差最大可達(dá)到500t。

圖3 精軋各軋機(jī)負(fù)荷預(yù)報情況
2.4 軋制張力因素
取向硅鋼RT2 溫度在1100℃以上,板坯在如此高的溫度下高溫屈服強(qiáng)度很低,進(jìn)入精軋機(jī)組在機(jī)架間張力的作用下很容易出現(xiàn)窄尺問題。如果減小精軋張力又容易造成精軋軋制不穩(wěn)定,出現(xiàn)跑偏甚至堆鋼事故。經(jīng)過分析,取向硅鋼在精軋機(jī)組內(nèi)處于兩相區(qū),帶鋼強(qiáng)度變化大,易造成相變區(qū)內(nèi)帶鋼軋制力波動大,相變區(qū)鐵素體、珠光體或奧氏體變形能力不同,帶鋼容易產(chǎn)生表面起皮缺陷,尺寸波動大等問題[1]。通過窄尺位置測算,窄尺發(fā)生在L5-L6區(qū)域。
3 改進(jìn)措施
為解決取向硅鋼窄尺問題,從軋制工藝、RT2溫度、二級模型、軋制張力等方面對影響取向硅鋼窄尺的因素進(jìn)行了全面分析,在此基礎(chǔ)上確定了以下改進(jìn)措施。
3.1 優(yōu)化加熱爐鋼坯加熱模式
(1)自主設(shè)計(jì)了加熱爐的“硅鋼加熱模式”。在出鋼間隙時間或停機(jī)期間,加熱爐的活動梁上升到適當(dāng)位置,使得加熱爐的固定梁和活動梁交替支撐板坯加熱,防止因板坯長期停留在固定梁上造成的“水梁印”。
(2)延長鋼坯在爐時間,同時調(diào)整加熱燒嘴火焰分布,避免了板坯局部溫度波動大的問題。
(3)鑒于取向硅鋼熱軋板表面質(zhì)量要求不高,采取取消粗軋機(jī)架除鱗措施,減少粗軋低速咬鋼過程中板坯頭部溫降,目前取向硅鋼RT2 頭部溫度可以控制在20℃以內(nèi)。改進(jìn)后的RT2溫度情況如圖4所示。

圖4 改進(jìn)后的RT2溫度情況
3.2 RT2溫度取值優(yōu)化
精準(zhǔn)控制加熱爐燒鋼溫度后,RT2 溫度更為均勻。同時,RT2 頭部溫度取點(diǎn)可根據(jù)系統(tǒng)自動判每個點(diǎn)溫度取值的合理性,將低于800℃或與頭部平均溫度偏差超過50℃的溫度取值認(rèn)為是不合理取值予以剔除,取5 個連續(xù)有效溫度值取平均值參與精軋負(fù)荷預(yù)報計(jì)算,這樣就減少了以前因?yàn)轭^部局部溫度偏低或者測量干擾而造成的精軋負(fù)荷預(yù)報計(jì)算不準(zhǔn)問題。
3.3 優(yōu)化軋制工藝
(1)由于取向硅鋼在精軋機(jī)組內(nèi)是處于兩相區(qū)軋制,為了保證精軋過程穩(wěn)定,使產(chǎn)品組織均勻、尺寸精度高,第七架精軋需避開雙相區(qū),精軋終軋溫度必須控制在鐵素體區(qū)軋制,因此采用低溫終軋工藝。
(2)根據(jù)取向硅鋼在不同機(jī)架內(nèi)的組織及生產(chǎn)特性,設(shè)定不同的張力控制,在前機(jī)架高溫軋制時采用小張力軋制,減少板坯高溫下因張力大造成的拉窄,在后機(jī)架適當(dāng)加大一定張力保證精軋軋制穩(wěn)定性。這樣有效地減少了精軋活套波動大拉窄和跑偏拉窄問題。表1為軋制工藝優(yōu)化前后精軋張力對比,由表1可以看出,軋制工藝優(yōu)化后前機(jī)架張力明顯降低,后機(jī)架張力略有降低
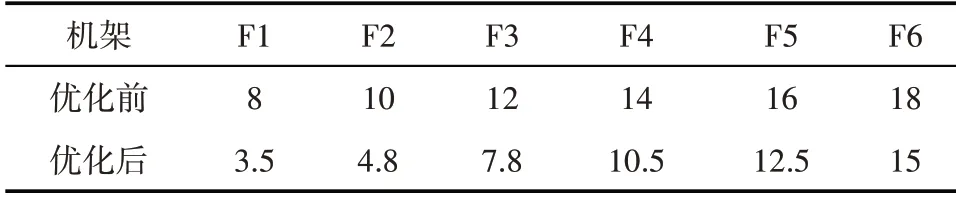
表1 軋制工藝優(yōu)化前后精軋張力對比/N·mm-2
3.4 優(yōu)化二級模型
新鋼1580 熱連軋線根據(jù)取向硅鋼的特性,將西門子模型中的軋制力西姆斯公式中的COFA 系數(shù)從模型中提取出來,對每個精軋機(jī)架都進(jìn)行了有針對性的優(yōu)化。根據(jù)RT2 溫度和實(shí)際模型計(jì)算的負(fù)荷預(yù)報值進(jìn)行實(shí)時優(yōu)化,提高了負(fù)荷預(yù)報準(zhǔn)確性。圖5為優(yōu)化后精軋各軋機(jī)負(fù)荷預(yù)報情況,圖5中左側(cè)為負(fù)荷預(yù)報值,右側(cè)為實(shí)際負(fù)荷值。由圖5可以看出,優(yōu)化后精軋負(fù)荷預(yù)報已經(jīng)基本準(zhǔn)確。

圖5 優(yōu)化后精軋負(fù)荷預(yù)報情況
通過上述措施的實(shí)施,取向硅鋼窄尺情況明顯好轉(zhuǎn),圖6為改進(jìn)后的取向硅鋼寬度曲線。由圖6可以看出,取向硅鋼頭部寬度雖有波但已經(jīng)沒有窄尺現(xiàn)象了。
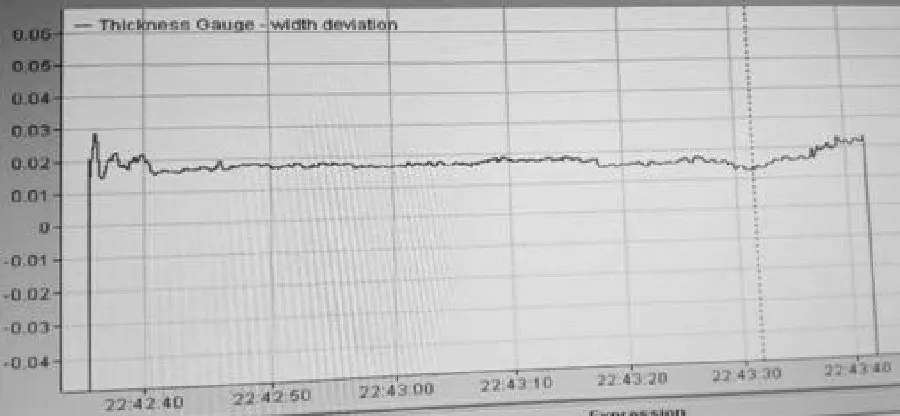
圖6 取向硅鋼寬度曲線
4 結(jié)語
針對新鋼卷板廠1580 熱連軋線生產(chǎn)取向硅鋼過程中出現(xiàn)的窄尺問題,通過對取向硅鋼產(chǎn)品特點(diǎn)研究,以及在熱軋過程中的組織轉(zhuǎn)變的分析,同時結(jié)合現(xiàn)場生產(chǎn)實(shí)際情況,對加熱爐鋼坯加熱模式、粗軋軋制策略、精軋軋制工藝、二級模型等方面進(jìn)行了多項(xiàng)優(yōu)化和改進(jìn)。
生產(chǎn)實(shí)踐表明,上述優(yōu)化改進(jìn)措施實(shí)施后,新鋼1580 熱連軋線精軋負(fù)荷預(yù)報已經(jīng)基本準(zhǔn)確,后續(xù)生產(chǎn)的取向硅鋼窄尺情況得到明顯好轉(zhuǎn),這為穩(wěn)定新鋼1580 熱連軋線的產(chǎn)品質(zhì)量,提高生產(chǎn)效率和成材率、提高市場口碑提供了至關(guān)重要的支撐。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
