剝鋅機鋅片預剝離影響因素分析
2022-12-29 07:42:12趙曉燕李恒通高澤宇
機械制造 2022年10期
□ 趙曉燕 □ 李恒通 □ 高澤宇 □ 王 凱 □ 姜 勇
1.礦冶科技集團有限公司 北京 100160 2.北礦機電科技有限責任公司 北京 100160
1 分析背景
據不完全統計,我國大小型鋅冶煉企業超過350家,只有云南馳宏鋅鍺、新疆紫金等少數大型企業采用大極板電解和自動剝鋅,其余絕大部分采用小極板電解和人工剝鋅。目前,國外擁有成熟大極板自動剝鋅技術的公司只有保爾沃特、三井、奧圖泰。而國內只有幾家院所企業對大極板自動剝鋅技術進行了深入研究,以礦冶科技集團有限公司研發的智能剝鋅機技術最為成熟,2015年完成國內首臺套大極板自動剝鋅機工業示范應用,各項指標遠超進口剝鋅機,達到國際領先水平。
陰極板鋅片預剝離是機械化剝鋅的核心工序。陰極板鋅片剝離的難點是陰極板鋅片的預開口,只有陰極板上鋅片被成功預開口,后續剝離整個鋅片才有了基礎。
現有技術中,陰極板鋅片預剝離包括沖擊式預剝離、振動式預剝離和靜態鏟切式預剝離。
筆者針對以上問題中預剝離鋅片開口的影響因素進行分析研究,針對沖擊式預開口方式,研究刀具運行速度與刀具分布位置對于剝鋅預開口的影響規律,為提高剝鋅機預開口進行工藝優化。
2 預剝離整體結構
預剝離設備的結構如圖1所示。該設備在陰極板兩側上部邊緣均安裝有預剝離刀具,由多液壓缸控制,多點剝離、異步驅動,通過幾把刀的異步驅動,逐步實現預剝離。通過靜態鏟切的方式對吸附在陰極板上的鋅片進行預剝離。該設備主要由機架、兩側的小鑿刀組件、中間的斜刃刀組件、舉升裝置等部分組成。機架起支撐固定作用,由舉升裝置將傳送鏈上的陰極板舉起并固定,由兩側的小鑿刀組件和中間的斜刃刀組件先后鏟切鋅片上邊緣,使鋅片與陰極板之間產生縫隙,然后由舉升裝置將已預開口陰極板放回傳送鏈。舉升裝置舉起陰極板的運動由舉升油缸驅動,三組剝刀的下剝運動均有剝刀組件的壓下油缸驅動,剝刀在下剝前應先由開合油缸驅動其閉合成一定間隙,此間隙由陰極板厚度決定。
3 預剝離動作原理
該預剝離設備是全自動運行的智能設備,圖2所示為容易剝離時的控制策略,圖3所示為較難剝離時的控制策略。

▲圖1 預剝離設備結構▲圖2 容易剝離時控制策略
預剝離設備的動作只與鏈條的運動有關系,而鏈條運動前要判斷預剝離設備的某些傳感器信號。
最初的設計時序是:① 鏈條步進完成;② 舉升油缸舉起陰極板;③ 三把刀同時閉合;④ 兩把小鑿刀進刀;⑤ 斜刃刀進刀;⑥ 三把刀同時打開;⑦ 三把刀同時退刀;⑧ 陰極板下降到鏈條。
后來通過現場使用,發現對于較難剝離的鋅片,小鑿刀下剝后先打開,產生一個縫隙便于斜刃刀進刀。所以運動時序修改為:① 鏈條步進完成;② 舉升油缸舉起陰極板;③ 三把刀同時閉合;④ 兩把小鑿刀進刀;⑤ 兩把小鑿刀同時打開;⑥ 斜刃刀進刀;⑦ 斜刃刀打開;⑧ 三把刀同時退刀;⑨ 陰極板下降到鏈條。
4 智能剝鋅機預剝離力學模型
小鑿刀剝離鋅片的過程,主要是刀刃鏟切進入陰極板和鋅片之間的粘結部分和刀背對鋅片的外掰作用。假定小鑿刀以速度v下行,建立的小鑿刀力學模型如圖4所示。

▲圖3 較難剝離時控制策略▲圖4 小鑿刀力學模型
假定此剝離過程的小鑿刀運行速度v恒定,即小鑿刀處于平衡狀態。在垂直陰極板面和平行于陰極板面的兩個參考方向,由力的平衡方程得到:
Fq=Ff1+Fz+Ff2cosα+Fbsinα
(1)
Fbcosα=Fy+Ff2sinα
(2)
Ff1=μFy′
(3)
Fy′=Fy
(4)
由式(1)~式(4)得:
Ff2=(Fbcosα-Fy)/sinα
(5)
Fq=Fz+(μ-cosα/sinα)Fy
+(cos2α/sinα+sinα)Fb
(6)
式中:Fq為驅動力,使小鑿刀鏟切剝離鋅片的動力來源;Fy為陰極板對小鑿刀的正壓力,與Fy′是一對作用力和反作用力,Fy′由開合油缸提供,使小鑿刀壓緊陰極板;Fb為劈裂力,即外掰力;Fz為剝離阻力,即小鑿刀下剝時破壞鋅片和陰極板之間粘結作用時所受的阻力;Ff1為摩擦阻力,即小鑿刀與陰極板之間的摩擦力;Ff2為摩擦阻力,即小鑿刀與已剝離鋅片之間的摩擦力;μ為小鑿刀和陰極板之間的滑動摩擦因數;α為刀具角度。
5 預剝離階段鋅片開口影響因素分析
小鑿刀預剝離鋅片的過程是一個復雜多變的過程,影響成功剝離的因素也很多,有可測因素,也有不可測因素。
如刀具運行速度、刀具分布位置等是可測因素,鋅電解工藝導致含氟量的變化從而影響鋅片粘結程度,以及陰極板表面變形等都是不可測因素。
5.1 預剝刀具運行速度對鋅片開口影響
沖擊式預開口工作方式的基本原理是將蓄能器儲存的液壓能轉變為沖擊活塞和剝刀的高速運動沖擊能,顯著加快預開口刀具相對于陰極板的運動速度,充分利用剝刀的慣性力和運動沖量擴展裂隙,起達到鋅片預開口的目的。為達到降低能耗同時保證預開口成功率的目標,需要研究預開口刀具運行速度對于剝離預開口的影響,為此利用已建立模型進行分析計算,探索預開口完成時,刀具行程與剝離速度變化規律。相關計算參數見表1。
表1 預剝刀具部分工作參數
取鋅片端點垂直于陰極板正面Z方向位移作為預開口完成的參考量如圖4,定義鋅片端點在Z方向位移大于0.5 mm即認為剝離預開口完成。分析計算五種不同的刀具運行速度下鋅片端點在Z方向位移與時間的變化規律,如圖5所示。

▲圖5 鋅片端點處位移與時間變化規律
由圖5可以看出,隨著刀具運行速度的增加,完成預開口所需的刀具運動時間降低,為了進一步研究刀具移動距離與刀具移動速度的關系,筆者對數值計算得到的數據進行了擬合,如圖6所示。

▲圖6 刀具移動距離與刀具運行速度關系擬合曲線
線性擬合所得擬合方程為式(7),擬合相關因數R2為0.907。
y=11.116x+ 10.976
(7)
二次擬合所得擬合方程為式(8),擬合相關因數R2為0.983 8。
y=-6.414 4x2+25.3x+5.888 6
(8)
式中:x為刀具運行速度;y為刀具移動距離。
擬合相關因數越接近1,表示擬合效果越好,由此可以看出二次擬合效果更好。
實際剝鋅過程中,鋅片預剝離的優化既要考慮鋅片預開口的成功率,也需要盡量降低預開口所需時間以提高生產效率。一般情況下,提高剝離刀具移動速度可以實現這一目標。由圖6可知,隨著刀具運行速度的增加,鋅片完成預開口時所需的刀具移動距離開始增加,由二次擬合方程計算得刀具運行速度為1.97 m/s左右時,刀具移動距離達到峰值。因此,為保證鋅片的預開口,同時考慮到設備的能耗與安全,刀具運行速度的上限值不應超過1.97 m/s。刀具預開口所需移動距離可以通過擬合方程和實際生產中的刀具參數和所需的剝離時間進行優化設計。
5.2 預剝刀具分布位置對鋅片開口影響
鋅片預開口的效果好壞除了受到預剝刀具運動速度的影響外,對于刀具在鋅片橫向的分布位置也比較敏感,為探索刀具分布位置對于鋅片預剝離開口的影響,利用已建立模型進行分析計算,探索預開口完成時,刀具行程與刀具分布位置的變化規律。預剝刀具相應的試驗工況見表2。
分析計算五種不同的刀具分布位置,即刀具與鋅片側邊沿的不同距離,即刀具逐漸靠近鋅片中軸線。鋅片端點垂直于陰極板正面Z方向位移與刀具移動距離的變化規律如圖7所示。

表2 刀具預剝離試驗工況

▲圖7 鋅片端點處位移與刀具移動距離變化規律
由圖7可以看出,隨著刀具與鋅片端點處距離的增加,即刀具逐漸靠近鋅片中軸線,預開口所需的刀具的運動行程相應增加,為了進一步研究其變化規律,筆者對數值計算得到的數據進行了擬合,如圖8所示。
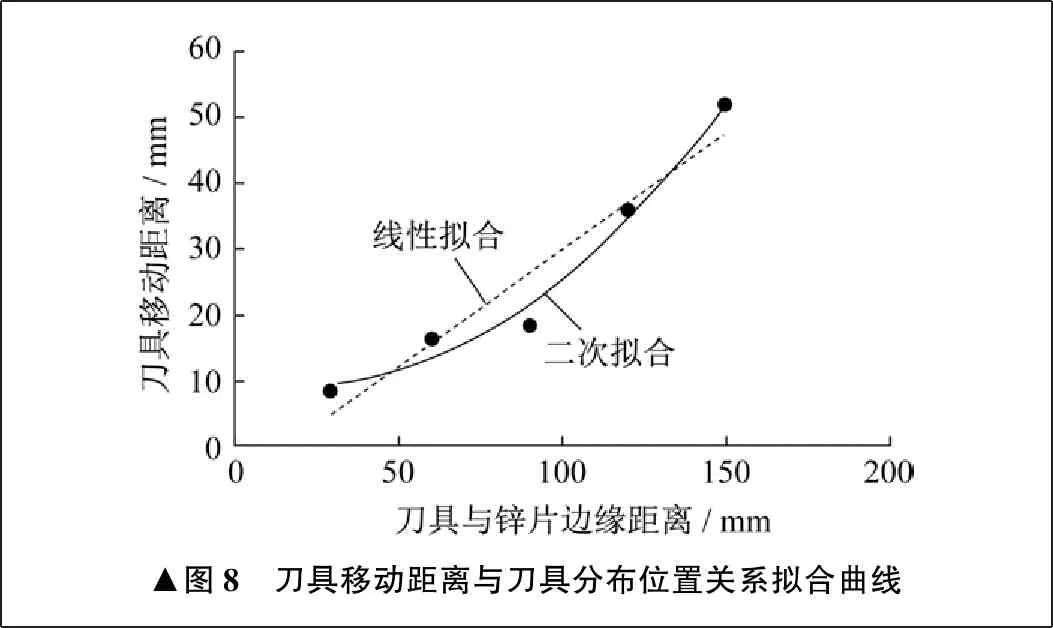
▲圖8 刀具移動距離與刀具分布位置關系擬合曲線
線性擬合所得擬合方程為式(9),擬合相關因數R2為0.923 4。
y=0.355 3a-5.765 8
(9)
二次擬合所得擬合方程為式(10),擬合相關因數R2為0.981 7,可以看出二次擬合效果更好。
y=0.002 5a2-0.097 5a+10.079
(10)
式中:a為刀具與鋅片邊緣的距離。
在實際剝鋅過程中,陰極板被豎直吊裝在橫向鏈條上,預剝刀具在鋅片上端懸掛,由上述分析可知,刀具與鋅片側邊沿的距離存有顯著影響鋅片的預開口成功率。因此鋅片預剝離的優化還要考慮預剝刀具的分布位置。隨著預剝刀具分布位置變化,刀具越靠近鋅片那一側邊沿,那側鋅片越先發生剝離。當只采用一把預剝刀時,則預剝刀應位于鋅片中心位置。若采用兩把預剝刀時,則兩把刀具需對稱分布在鋅片上邊沿四等分處。
6 結束語
筆者介紹了全自動剝鋅機沖擊式預開口預剝離機的結構和動作原理,并建立分析其力學模型。在積累了相關剝離影響因素研究經驗的基礎上,研究了刀具運行速度與刀具分布位置對于剝鋅預開口的影響規律,并得到結論。
對鋅片的預剝離過程進行仿真分析,結果表明在保證鋅片完成預開口的前提下,隨著預剝刀具剝離速度的增加,預開口所需的刀具運動行程反而降低。隨著刀具與鋅片端點處距離的增加,即刀具逐漸靠近鋅片中軸線。預開口所需的刀具運動行程相應增加。隨后對仿真結果進行了曲線擬合,得到了兩種變化規律的擬合方程。
同時針對沖擊式預開口方式,提出了預剝刀具的運行速度及分布位置優化設計意見,為提高全自動剝鋅機預開口工藝設計奠定了理論基礎。
