數(shù)控機床夾具液壓控制系統(tǒng)的設計
2022-12-29 07:42:06盧紅印
機械制造 2022年10期
□ 盧紅印
無錫貝斯特精機股份有限公司 江蘇無錫 214161
1 設計背景
隨著機械工業(yè)的不斷發(fā)展,在機加工領域尤其是汽車零部件的機加工夾具行業(yè),液壓技術在行業(yè)中得到了充分的應用,機液一體化程度越來越高,同時也極大地拓展了夾具的應用范圍和表現(xiàn)能力。但是,在很多情況下,由于機床價格高昂,更新?lián)Q代并非易事,囿于機床固有的液壓配置,并且夾具要滿足復雜的動作控制,這就對夾具的液壓控制系統(tǒng)設計提出了非常高的要求。
2 設備情況及加工要求
某客戶現(xiàn)場有多臺進口數(shù)控臥式加工中心,機床工作臺提供三進三回液壓油路。客戶欲使用這臺機床加工一款新型變速箱閥板,此閥板加工精度要求很高,據(jù)前期加工試制的結果分析,需要采用粗、精加工。為滿足批量生產中過程能力指數(shù)不小于1.33,即一般情況下過程被接受的評判標準的要求,需要在粗加工后撤掉壓緊力,壓緊機構兩側泄壓,壓緊機構處于浮動狀態(tài),使工件可以釋放在粗加工中因工件形狀變化、內應力重新分布而產生的彈性變形,恢復自由形狀。浮動的壓緊機構僅依靠內部的摩擦力來防止工件在外力擾動下的跌落,然后再壓緊工件,進行精加工。在粗加工階段,為了提高加工效率,采用較大的進給參數(shù),此時切削力較大,需要夾具提供較大的壓緊力,以抵抗切削力,防止工件移位。在精加工階段,為了減少工件的壓緊變形,進一步提高加工精度,夾具要降低對工件的壓緊力。
工件采用桁架機器人來實現(xiàn)自動化的上下料,從而實現(xiàn)全線自動化生產。在加工中,閥板豎直放置在夾具上,夾具結構為角尺型,機械手將工件放入夾具內對應位置后,為防止工件跌落,夾具的壓緊機構壓緊工件,機械手再撤離,機械手撤離后,夾具對工件進行定位及壓緊,之后開始加工。
夾具定位壓緊過程中,有三個順序動作,工件放置在支承件上后,首先是橫向單點推靠定位,再縱向兩點推靠定位,之后壓緊機構壓緊工件,完成定位和壓緊的過程。
在定位時,夾具的壓緊機構泄壓,松開工件,壓緊機構保持原位,防止工件在外力擾動下跌落。定位機構動作,將工件推動到正確的位置上,然后夾具的壓緊機構動作,壓緊工件。
根據(jù)上述加工工藝要求,配套的夾具要求能實現(xiàn)高低壓切換及壓緊機構雙側泄壓,即浮動的功能。
原機床提供的工作臺液壓控制系統(tǒng)如圖1所示,為獨立的三進三回液壓系統(tǒng),每一組回路都有減壓閥、三位換向閥、雙向型液控單向閥、壓力開關。壓力開關用于檢測每條支路上的壓力,并反饋信號,實現(xiàn)自動化控制。雙向型液控單向閥用于支路保壓。減壓閥用于支路壓力調整。三位換向閥用于回路的換向控制。

▲圖1 原機床提供的工作臺液壓控制原理
3 液壓控制系統(tǒng)設計
如上所述,夾具有三個順序動作。機床提供三進三回的液壓接口,每個動作使用一組油路。但是,采用此種控制方式,夾具無法自動實現(xiàn)高低壓切換和泄壓的功能。
為此,需要對夾具側的液壓系統(tǒng)和機床提供的液壓控制系統(tǒng)進行設計調整,以滿足上述加工要求。經過分析研究,有兩種方法可以采用。
第一種方法為將機床的液壓控制系統(tǒng)中夾具壓緊回路的某一減壓閥更改為比例減壓閥,通過系統(tǒng)自動控制比例減壓閥的設定值,調節(jié)夾具的壓緊力。此項改造成本較高,除比例減壓閥外,還需要在機床控制系統(tǒng)內增加模擬量輸出模塊,以控制比例減壓閥的輸出值,另外還需要取消同一回路內的液控單向閥,才能實現(xiàn)從高壓到低壓的調節(jié)。在拆除液控單向閥后,回路無法保壓,不利于節(jié)能降耗。第二種方法為盡可能不改動機床提供的液壓配置,采用組合回路的方式,實現(xiàn)上述功能。
兩種方法權衡后決定采用第二種。第一步實現(xiàn)高低壓切換和兩側泄壓的功能。利用中間組回路和右側回路作為夾具壓緊機構的控制回路,將中間組回路的減壓閥設置為高壓,將右側回路的減壓閥設置為低壓。A2和A3油路口連接,通向夾具壓緊機構的壓緊側。同時為了實現(xiàn)泄壓功能,需要對機床液壓控制系統(tǒng)的單向節(jié)流閥進行調整。將B2油路通向夾具壓緊機構的松開側,實現(xiàn)夾具壓緊機構的打開。B3油路用來打開液控單向閥,實現(xiàn)夾具壓緊機構壓緊側的泄壓。而夾具壓緊機構松開側的泄壓則無法實現(xiàn),夾具壓緊機構無法實現(xiàn)浮動功能。因此,需要改造壓緊支路的配置,將B2油路的液控單向閥取消,這樣可以實現(xiàn)夾具壓緊機構松開側的泄壓,從而實現(xiàn)壓緊機構兩側的泄壓,壓緊機構處于完全浮動狀態(tài)。
第二步實現(xiàn)夾具定位時的順序動作。由于中間組和右側回路用于壓緊機構的壓緊,夾具定位的兩個動作,需要靠左側的回路來實現(xiàn)。通過在夾具的定位機構控制回路上設置順序閥,可以解決此問題。
改造后完整的夾具液壓控制系統(tǒng)原理圖如圖2所示。圖2中,將雙向型液控單向閥更改為單向型液控單向閥,只對A2油路保壓,對B2油路不保壓。
通過單向順序閥,實現(xiàn)橫向單點推靠定位油缸和縱向兩點推靠定位油缸的順序動作。夾具壓緊油缸用來壓緊工件,蓄能器用于抑制夾具系統(tǒng)內壓緊側壓力的波動,保證系統(tǒng)壓力穩(wěn)定。夾具液壓系統(tǒng)電磁鐵動作及實現(xiàn)的功能關系見表1。
通過設計夾具內部液壓回路和改造機床提供的工作臺液壓控制回路,實現(xiàn)了工件順序定位、高壓壓緊、低壓壓緊、兩側泄壓、壓緊機構松開的全部功能。
上料定位、壓緊、粗加工、泄壓、精加工的控制順序如下。
(1) 上料定位。機械手將工件輸送至夾具后,三位換向閥電磁鐵F端得電,夾具壓緊油缸低壓壓緊工件。由壓力開關f端確認低壓壓緊工件到位。機械手撤離夾具,三位換向閥電磁鐵E端得電,壓緊機構兩側泄壓,壓緊機構浮動。由壓力開關e端確認泄壓到位。之后三位換向閥電磁鐵B端得電,夾具的橫向單點推靠定位油缸動作,橫向單點推靠定位油缸動作到位之后,壓力上升,打開單向順序閥,縱向兩點推靠定位油缸動作,完成對工件的定位。由壓力開關b端確認工件定位到位。
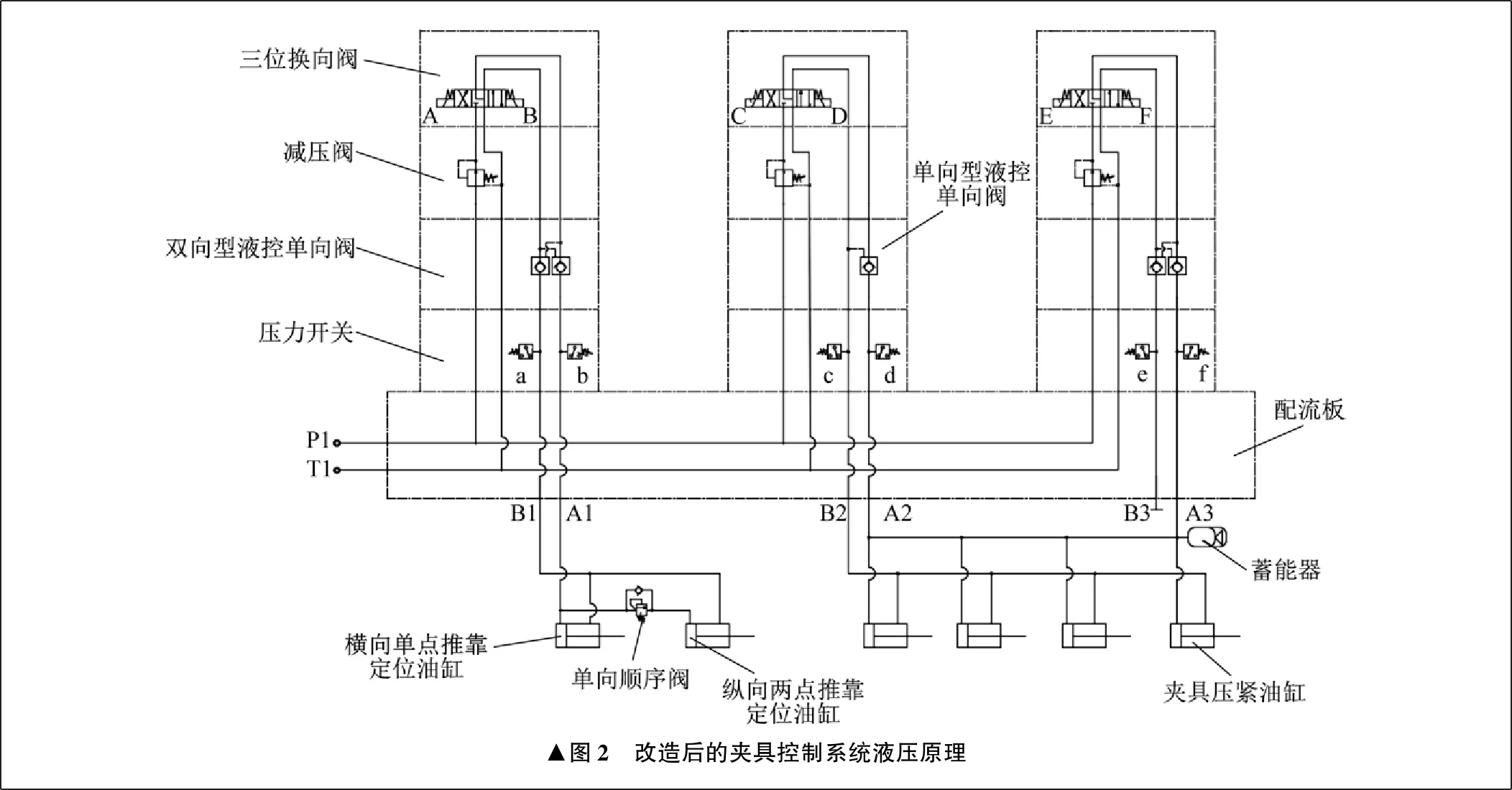
▲圖2 改造后的夾具控制系統(tǒng)液壓原理
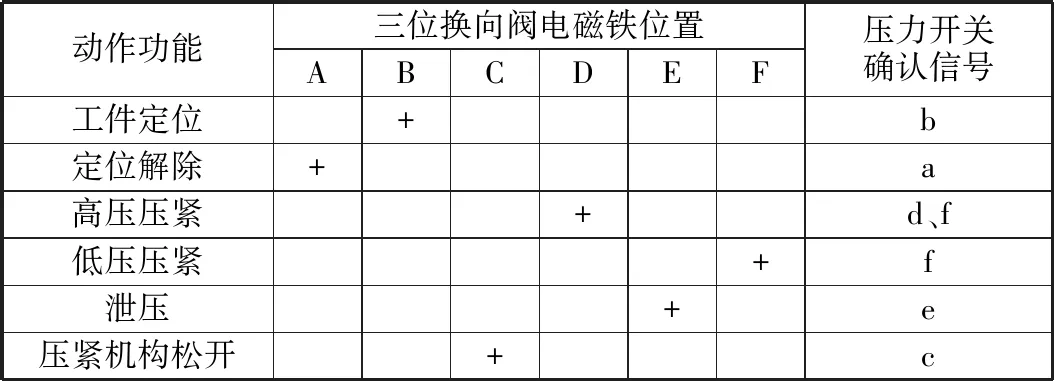
表1 液壓系統(tǒng)電磁鐵動作及實現(xiàn)功能
(2) 壓緊。三位換向閥電磁鐵D端得電,夾具壓緊油缸高壓壓緊工件。壓力開關d端及f端確認高壓壓緊到位。
(3) 加工。壓力開關d端及f端確認高壓壓緊到位后,機床開始粗加工工件。
(4) 泄壓。三位換向閥電磁鐵E端得電,夾具壓緊油缸兩側泄壓,壓力開關e端確認壓緊油缸泄壓,壓緊機構處于浮動狀態(tài)。三位換向閥電磁鐵A端得電,橫向單點推靠定位油缸、縱向兩點推靠定位油缸活塞桿縮回,工件定位解除。此時工件處于自由狀態(tài),工件釋放粗加工過程中因內應力重新分布而產生的彈性變形。
(5) 精加工。三位換向閥電磁鐵B端得電,橫向單點推靠定位油缸、縱向兩點推靠定位油缸動作,將工件定位。壓力開關b端確認工件定位完成。三位換向閥電磁鐵F端得電,夾具壓緊油缸低壓壓緊工件。壓力開關f端確認低壓壓緊到位,機床開始精加工。
加工結束后,采用機械手取料。機械手移動到位,抓住工件后,三位換向閥電磁鐵A端得電,橫向單點推靠定位油缸、縱向兩點推靠定位油缸活塞桿縮回,松開工件。壓力開關a端確認工件定位解除。同時,三位換向閥電磁鐵C端得電,夾具壓緊油缸打開,松開工件。機械手撤離夾具,加工循環(huán)完成。機械手將新的待加工工件送入夾具,開始新的加工循環(huán)。
4 結束語
筆者通過設計夾具內部的液壓控制系統(tǒng)及改造機床自帶的液壓控制系統(tǒng),實現(xiàn)了預定功能,既節(jié)省了改造費用,又提高了加工質量,保證了加工效率,實現(xiàn)了批量自動化生產。
