鋼卷端面三維缺陷自動(dòng)檢測(cè)系統(tǒng)*
2022-12-28 04:05:32郭子健郝鵬飛
機(jī)械制造 2022年9期
李 駿 王 雷 王 振 張 堯 郭子健 郝鵬飛
1.東北大學(xué) 機(jī)械工程與自動(dòng)化學(xué)院 沈陽(yáng) 110819 2.煤炭科學(xué)研究總院有限公司 北京 100013 3.首鋼智新遷安電磁材料有限公司 河北遷安 064404
1 研究背景
我國(guó)已是全球最大的電工鋼生產(chǎn)大國(guó)和消費(fèi)大國(guó)之一,2021年我國(guó)冷軋電工鋼產(chǎn)量為1 318.28 萬(wàn)t,與2020年相比增長(zhǎng)了17.9%。隨著節(jié)能減排要求的日益提高,新能源汽車等行業(yè)的產(chǎn)量增長(zhǎng),生產(chǎn)企業(yè)不斷提高產(chǎn)量,但如何提高生產(chǎn)效率,提升產(chǎn)品質(zhì)量,一直是企業(yè)關(guān)注的重點(diǎn)。
目前國(guó)內(nèi)某大型鋼鐵企業(yè)的無(wú)取向電工鋼生產(chǎn)線主要工藝為煉鋼、熱軋、酸洗、冷連軋、連續(xù)退火、精整、涂層等。在熱軋過(guò)程中,會(huì)產(chǎn)生邊裂、邊緣鋸齒、邊緣夾鐵等缺陷,這些缺陷會(huì)在打卷工序完成后直觀地顯示在端面,打卷過(guò)程中也會(huì)出現(xiàn)塔型缺陷,鋼卷通過(guò)天車或軌道搬運(yùn),也會(huì)發(fā)生端面夾傷。端面常見的六類缺陷如圖1所示。這些鋼卷端面缺陷會(huì)給產(chǎn)品帶來(lái)一定的質(zhì)量問(wèn)題,而且在后續(xù)的生產(chǎn)過(guò)程中增加了斷帶事故的發(fā)生概率。為了防止斷帶事故的發(fā)生,該企業(yè)在酸洗冷軋線入口庫(kù)區(qū)設(shè)置了端面缺陷人工巡檢,但由于多層碼垛等復(fù)雜環(huán)境的危險(xiǎn)性,質(zhì)檢員有時(shí)無(wú)法靠近觀察,造成端面缺陷漏檢率高,且此方法具有工作環(huán)境差、勞動(dòng)強(qiáng)度高、易受檢測(cè)人員主觀因素影響等問(wèn)題。企業(yè)欲提高檢測(cè)效率,使檢測(cè)結(jié)果具有一致性和可追溯性,因此開發(fā)一套鋼卷端面三維缺陷自動(dòng)檢測(cè)系統(tǒng)顯得尤為必要。
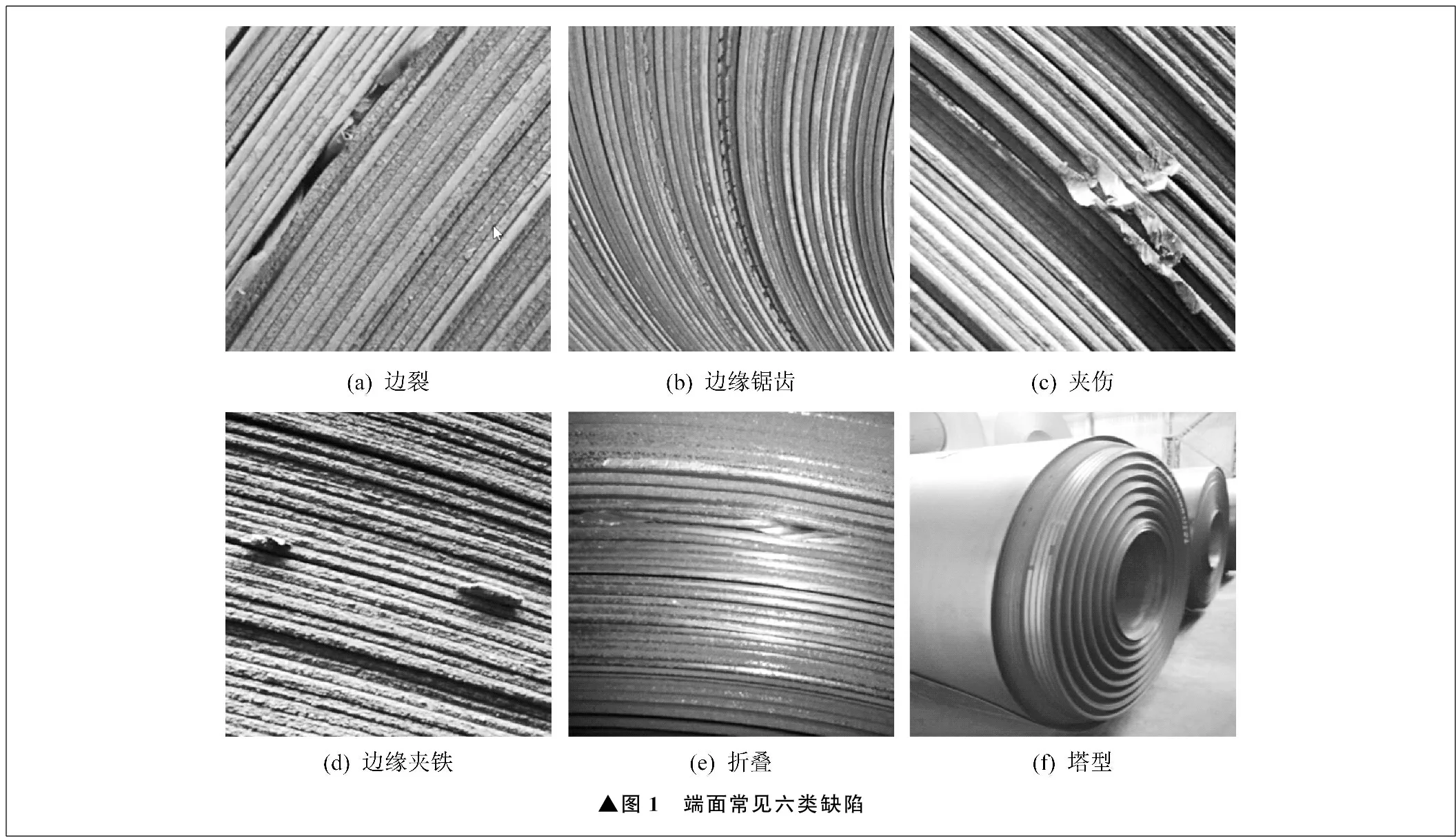
▲圖1 端面常見六類缺陷
2 檢測(cè)系統(tǒng)硬件平臺(tái)
2.1 生產(chǎn)線節(jié)拍與安裝位置環(huán)境
檢測(cè)系統(tǒng)安裝在酸洗冷軋線入口步進(jìn)梁上,步進(jìn)梁安裝在蓋板和鋼卷的下方,步進(jìn)時(shí)抬起鋼卷向前移動(dòng)一個(gè)步長(zhǎng)3 000 mm左右。安裝區(qū)域的大部分熱軋鋼卷經(jīng)過(guò)冷卻,圖像采集裝置周圍的環(huán)境溫度在0~50 ℃。酸洗冷軋生產(chǎn)的最短供料周期為300 s,所以要求檢測(cè)系統(tǒng)在270 s內(nèi)完成兩個(gè)端面的掃描,完成常見缺陷的檢出、分類和評(píng)價(jià)。待檢測(cè)鋼帶的厚度為2~3 mm,寬度為800~1 300 mm,鋼卷內(nèi)徑范圍為700~760 mm,外徑范圍為1 000~2 200 mm,步進(jìn)梁上前后兩個(gè)鋼卷的端部間距為1 700~2 400 mm。安裝位置環(huán)境干擾以粉塵為主,伴有輕微振動(dòng)。檢測(cè)系統(tǒng)安裝工位與圖像采集端硬件組成如圖2所示,在一個(gè)檢測(cè)工位分別掃描1號(hào)鋼卷的B端面和2號(hào)鋼卷的A端面,鋼卷步進(jìn)一個(gè)工位后重復(fù)上述操作,這樣就完成了2號(hào)鋼卷的兩個(gè)端面掃描。
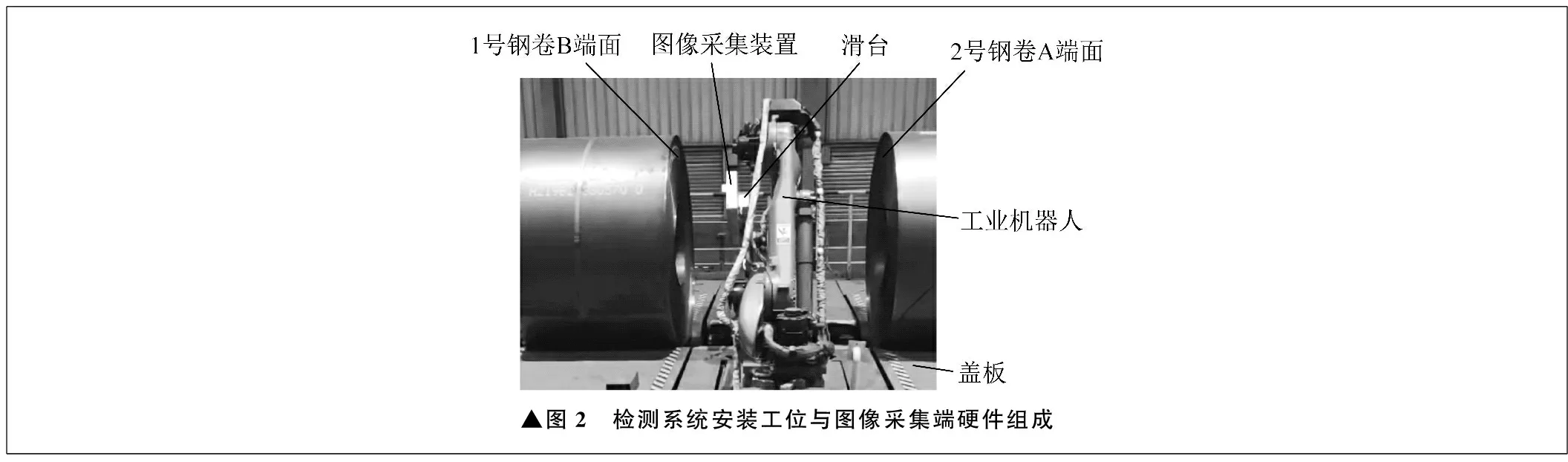
▲圖2 檢測(cè)系統(tǒng)安裝工位與圖像采集端硬件組成
2.2 圖像采集端硬件系統(tǒng)
圖像采集端硬件主要由工業(yè)機(jī)器人、滑臺(tái)和圖像采集裝置構(gòu)成。機(jī)器人主要作用是在有限空間內(nèi)迅速定位,帶動(dòng)負(fù)載圖像采集裝置勻速繞端面圓環(huán)一周,經(jīng)路徑規(guī)劃后能穩(wěn)定地完成這一動(dòng)作。滑臺(tái)用于實(shí)時(shí)調(diào)節(jié)圖像采集裝置的掃描半徑。圖像采集裝置主要由面陣相機(jī)、激光測(cè)距儀、結(jié)構(gòu)光光源、反射鏡等組成,如圖3所示。因?yàn)槎嗣嫒毕葜饕獮槿S缺陷,故采用線結(jié)構(gòu)光掃描成像方式,提取其深度信息。由于正面成像距離有限,采用了鏡面反射成像方式。測(cè)距儀用于測(cè)量圖像采集裝置與端部的距離,反饋至機(jī)器人后調(diào)整物距,確保得到清晰的圖像。
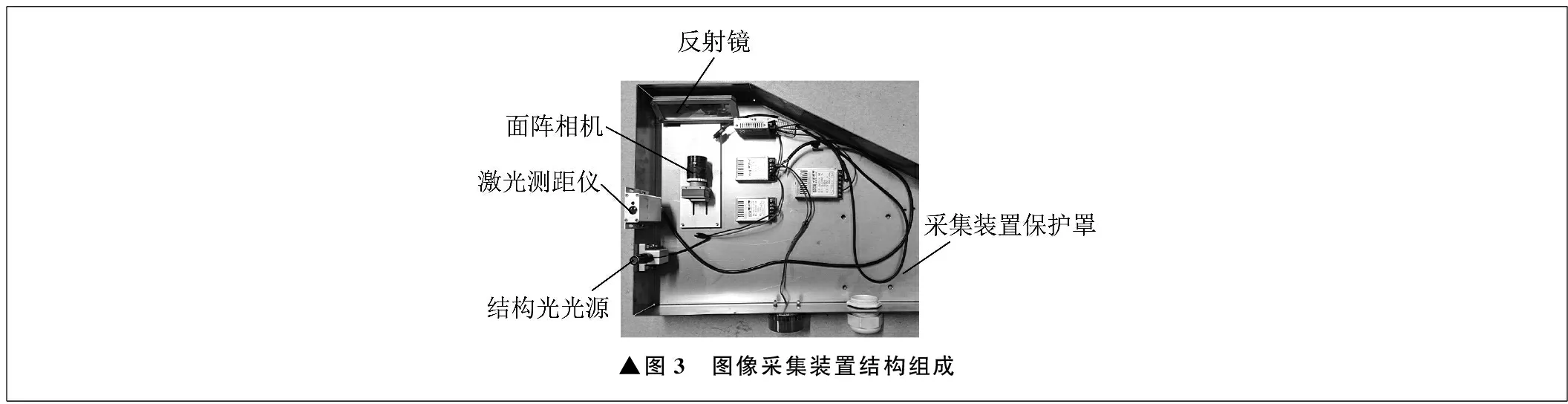
▲圖3 圖像采集裝置結(jié)構(gòu)組成
2.3 檢測(cè)系統(tǒng)其它硬件
檢測(cè)系統(tǒng)除了圖像采集裝置外,還包括控制柜、采集檢測(cè)服務(wù)器、存儲(chǔ)服務(wù)器及客戶監(jiān)控端等,檢測(cè)系統(tǒng)硬件關(guān)系如圖4所示。其中控制柜包括中心控制器和機(jī)器人控制器兩部分,中心控制器用于與工業(yè)總線進(jìn)行信息交互和鎖定,控制圖像采集裝置內(nèi)的硬件,包括激光測(cè)距儀、結(jié)構(gòu)光光源的開啟和關(guān)閉,以及相機(jī)的觸發(fā)等。機(jī)器人控制器與中心控制器進(jìn)行交互,對(duì)機(jī)器人進(jìn)行路徑規(guī)劃及發(fā)布動(dòng)作指令等,保證機(jī)器人帶動(dòng)圖像采集裝置實(shí)現(xiàn)快速定位,按照鋼卷卷徑規(guī)格進(jìn)行掃描路徑優(yōu)化。采集檢測(cè)服務(wù)器用于接收工業(yè)總線發(fā)出的鋼卷相關(guān)信息,同時(shí)接收相機(jī)采集的圖像數(shù)據(jù),運(yùn)行相關(guān)缺陷檢測(cè)算法,得到檢測(cè)結(jié)果。存儲(chǔ)服務(wù)器用于存儲(chǔ)重要圖像數(shù)據(jù)和檢測(cè)結(jié)果信息,供相關(guān)數(shù)據(jù)調(diào)用、追溯查詢及存檔。客戶監(jiān)控端安裝在操作臺(tái),用于實(shí)時(shí)監(jiān)控整個(gè)檢測(cè)系統(tǒng)運(yùn)行情況,可以對(duì)一些重點(diǎn)缺陷進(jìn)行圖像人工復(fù)檢,根據(jù)檢測(cè)結(jié)果進(jìn)行放行或退卷等操作。
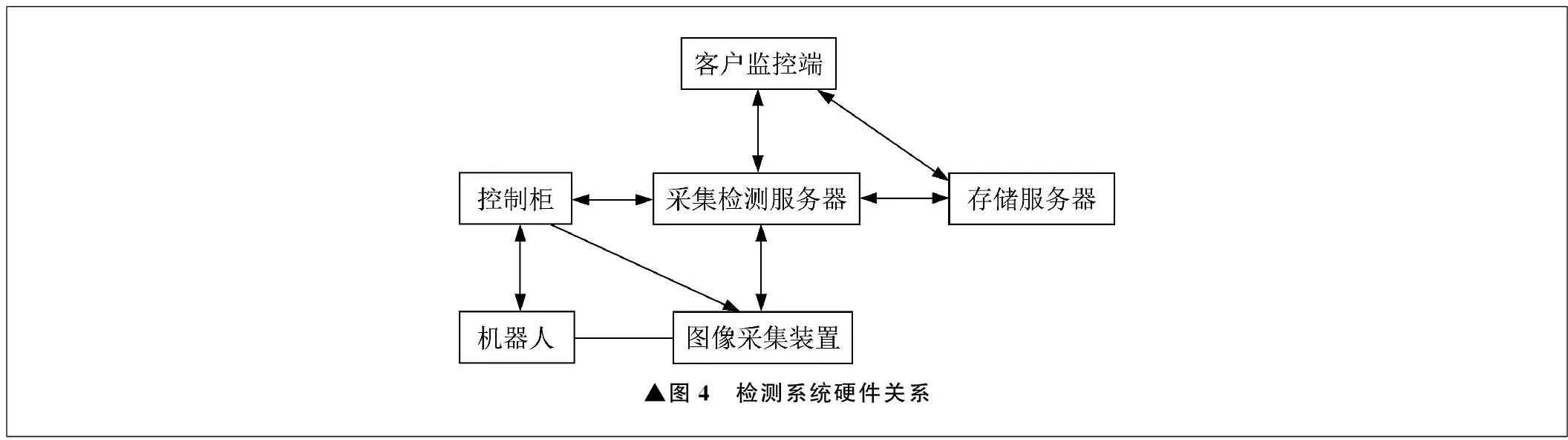
▲圖4 檢測(cè)系統(tǒng)硬件關(guān)系
3 檢測(cè)算法和軟件實(shí)現(xiàn)
3.1 檢測(cè)算法及流程
鋼卷端面缺陷檢測(cè)流程如圖5所示。首先是圖像的預(yù)處理,包括環(huán)帶圖像的展開調(diào)平、圖像的分塊,以及降噪等過(guò)程。接著是快速檢測(cè),判斷是否有缺陷,其后的各種操作均針對(duì)有缺陷圖像進(jìn)行操作,這樣就大大減少了系統(tǒng)的運(yùn)算量。其次對(duì)于大尺度的塔型缺陷進(jìn)行篩選,采用的方法是將高度信息進(jìn)行映射,如果高度異常條帶信息連續(xù)環(huán)接,就可設(shè)定合理的閾值判定是否為塔型缺陷,并對(duì)檢出的塔型缺陷單獨(dú)提取相關(guān)特征。接著針對(duì)其它剩余的小尺度缺陷進(jìn)行檢測(cè)與分類,提取多種特征信息,采用支持向量機(jī)方法進(jìn)行缺陷的分類。最終根據(jù)結(jié)果和相關(guān)的特征信息,進(jìn)行缺陷的等級(jí)評(píng)價(jià)。
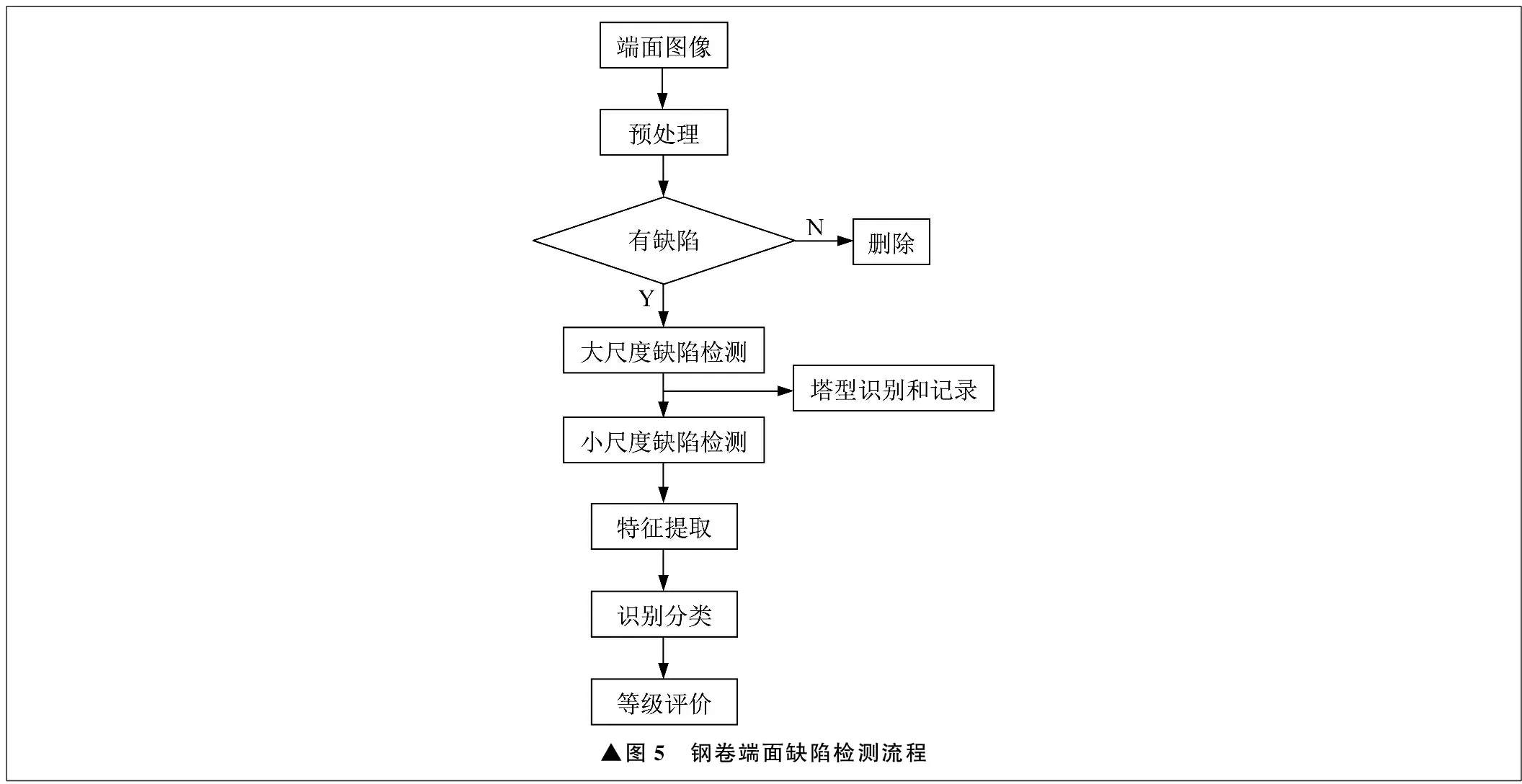
▲圖5 鋼卷端面缺陷檢測(cè)流程
3.2 軟件功能
檢測(cè)系統(tǒng)軟件功能模塊如圖6所示。客戶監(jiān)控端操作模塊安裝在操作臺(tái),是整個(gè)系統(tǒng)主要的人機(jī)交互操作界面,可以查看整個(gè)系統(tǒng)的運(yùn)行情況。報(bào)告生成及管理模塊可以根據(jù)檢測(cè)數(shù)據(jù),自動(dòng)或有選擇地生成整卷或整個(gè)批次的端面質(zhì)量報(bào)告。存儲(chǔ)管理模塊可以對(duì)整個(gè)檢測(cè)數(shù)據(jù)進(jìn)行分類存儲(chǔ),并進(jìn)行相關(guān)的管理操作。外部通信模塊用于和其它總線進(jìn)行數(shù)據(jù)的交互并存儲(chǔ)記錄,使之適應(yīng)生產(chǎn)節(jié)拍。硬件配置管理模塊可以對(duì)相關(guān)的硬件參數(shù)進(jìn)行配置和管理,使之與檢測(cè)任務(wù)相互適配。圖像采集及預(yù)處理模塊可進(jìn)行圖像的采集,以及用相關(guān)的算法對(duì)原始圖像進(jìn)行預(yù)處理操作。缺陷檢測(cè)及分類模塊用于檢測(cè)是否有缺陷,判定缺陷的類別和得到其它特征信息。識(shí)別算法管理模塊用于對(duì)相關(guān)的算法進(jìn)行配置管理,可進(jìn)行新缺陷類型的定義、訓(xùn)練等工作。

▲圖6 檢測(cè)系統(tǒng)軟件功能模塊
3.3 軟件界面
客戶監(jiān)控端操作界面主要包括兩個(gè)部分。第一部分是檢測(cè)系統(tǒng)主操作界面,如圖7所示,包括:① 鋼卷信息欄,顯示鋼卷編號(hào),規(guī)格等信息;② 缺陷信息欄,實(shí)時(shí)顯示缺陷類型,等級(jí)等信息;③ 鋼卷端面圖像顯示欄,操作人員可以查看兩個(gè)端面的三維動(dòng)態(tài)圖像,對(duì)缺陷進(jìn)行復(fù)檢。第二部分是數(shù)據(jù)管理操作界面,可對(duì)鋼卷端面歷史信息進(jìn)行檢索、修改等操作。
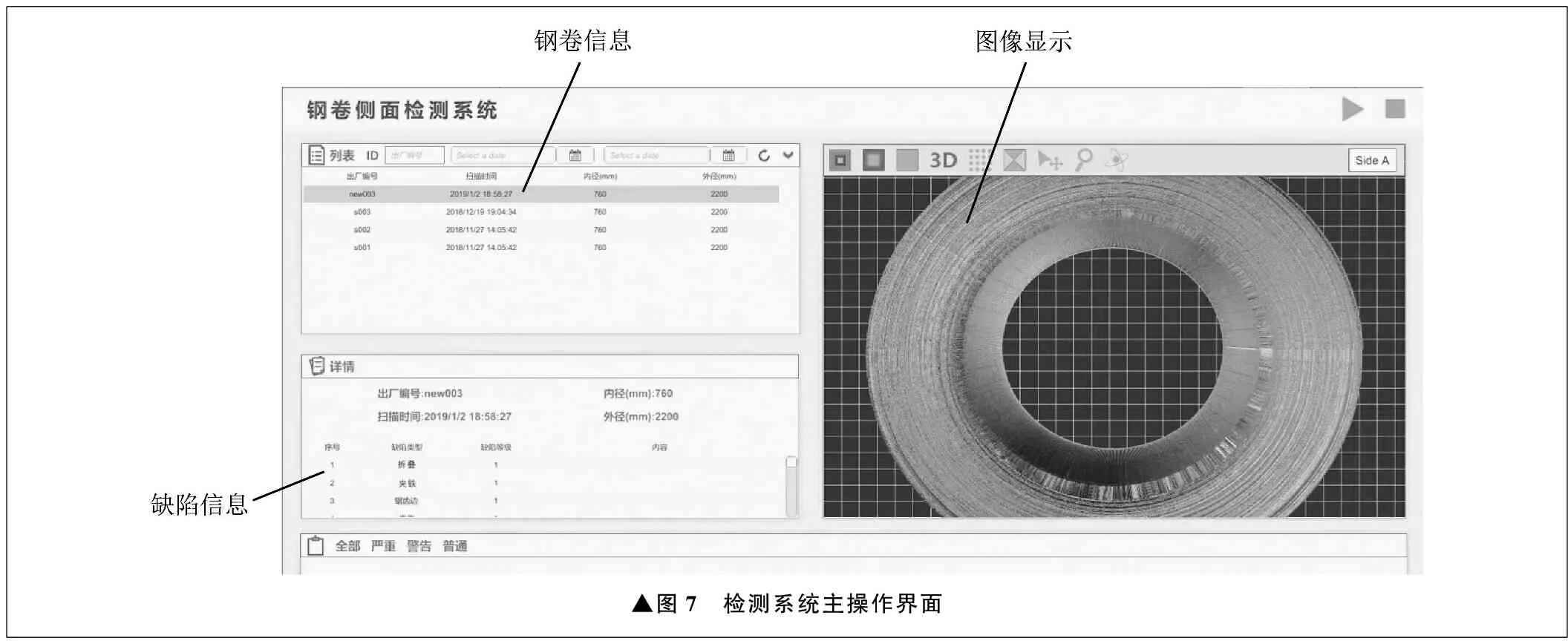
▲圖7 檢測(cè)系統(tǒng)主操作界面
4 結(jié)束語(yǔ)
筆者針對(duì)某鋼鐵企業(yè)無(wú)取向電工鋼生產(chǎn)線的鋼卷端面檢測(cè)環(huán)節(jié),設(shè)計(jì)開發(fā)了一套三維缺陷自動(dòng)檢測(cè)系統(tǒng),經(jīng)過(guò)現(xiàn)場(chǎng)實(shí)際應(yīng)用,取得了較好的效果,提高了缺陷檢測(cè)準(zhǔn)確率和檢測(cè)效率,有效降低了斷帶事故的發(fā)生率。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
中外會(huì)展(2014年4期)2014-11-27 07:46:46