微量潤滑技術切削7075鋁合金試驗研究*
2022-12-25 05:56:54盧家鋒陳曉昀
新技術新工藝 2022年11期
盧家鋒,唐 靜,陳曉昀
(1.梧州學院 機械與資源工程學院,廣西 梧州 543002;2.梧州學院 大數據與軟件工程學院,廣西 梧州 543002)
7075鋁板是由美鋁公司在1943年推出的產品,在航空航天工業中,7075鋁板至今一直是7xxx系列合金的主力產品。7075鋁合金作為冷處理鍛壓合金,具有良好的力學性能,可使用性好,易于加工,耐磨性好以及抗氧化性能好等。為了解決上一代iPhone 6 Plus手機機身抗彎性能不高問題,蘋果公司iPhone 6s與iPhone 6S Plus都全部改用美國鋁業公司生產的7075鋁合金板材制造,取得了預期的良好效果,抗彎能力大大提高[2]。iPhone 6s的成功使得7075鋁合金被更廣泛地應用于智能手機、手表、平板電腦等電子消費品領域。電子消費品對外觀加工表面有較高的要求,外觀表面的加工方法一般使用成型刀具進行切削。因此,采用傳統澆注冷卻方式加工7075鋁合金時,往往出現切削力大、刀具磨損嚴重、表面質量差、產品良率及效率低的情況[3-5]。鑒于使用傳統冷卻方式加工7075鋁合金存在的問題,本試驗使用微量潤滑切削技術,研究微量潤滑對切削加工性能的影響。
微量潤滑(Minimal Quantity Lubrication, MQL)是通過使用一定壓力和流量的壓縮空氣和微量潤滑介質(一般為2~30 mL/h)混合,噴射到加工區域,對切削點進行冷卻,有效潤滑刀具和工件[6]。微量潤滑使用最小量的切削液即可達到延長刀具壽命、提高工件質量目的,減少了切削液的排放,是一種綠色的加工技術。
在本試驗中,使用微量潤滑冷卻方式對7075鋁合金進行加工,傳統切削液冷卻作為對比組。研究了不同切削速度下切削力的變化,并對工件表面粗糙度及刀具壽命進行了分析。
1 試驗材料及方法
1.1 試驗材料
試驗所用的7075鋁合金(147 mm×75 mm×12 mm),其化學成分見表1。

表1 試驗7050鋁合金的化學成分(質量分數) (%)
1.2 試驗方法
切削試驗在FANUC α-D21MiA立式銑床進行,試驗系統如圖1所示。試驗使用東莞安默琳機械制造技術有限公司的微量潤滑外冷霧化系統External MQL,微量潤滑油為MILPRO VG25。切削用φ7.5×φ5×R3.7×φ14×60(mm)的3刃圓弧銑刀,材料為高速鋼。為了消除刀具磨損的誤差,每組試驗均使用新刀具。切削液使用通用型乳化液,型號為IMPERIAL16EP。使用Kistler9257BA型壓電晶體測力儀測量3個方向的銑削力。表面粗糙度及形貌的測量觀察使用3D激光共焦顯微鏡,型號為LEXT OLS4000,數據處理方法為在已加工表面上選取5個測量點,剔除最大值和最小值后的平均值作為該表面的粗糙度值。
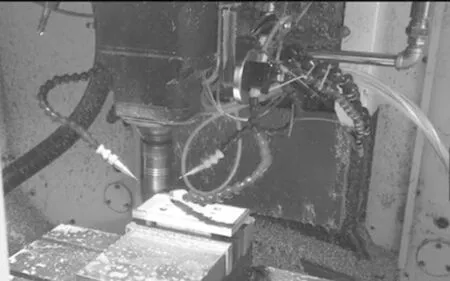
圖1 試驗現場
切削試驗的加工參數如下:切削參數ae=1.5 mm,ap=0.03 mm,f=0.1 mm/r;微量潤滑氣流量為50 L/min,壓力為0.3 MPa;切削液的澆注壓力P為2 MPa。試驗方案見表2。表2中,●代表使用該種冷卻方式。
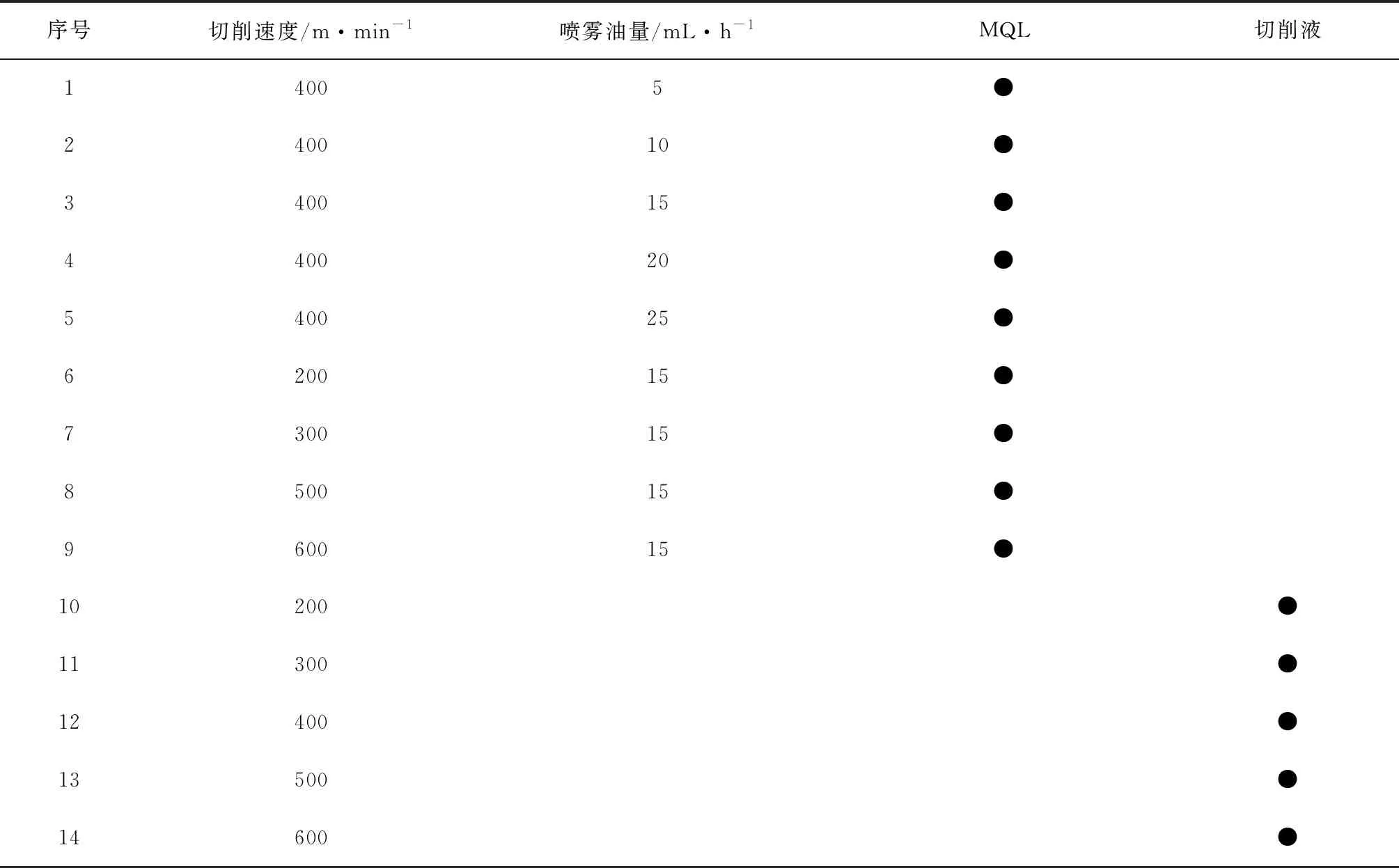
表2 試驗方案
2 試驗結果與討論
2.1 噴霧油量對表面粗糙度的影響
在噴霧油量分別為5、10、15和20 mL/h,切削速度為400 m/min的條件下,得到工件表面粗糙度與噴霧油量的變化關系(見圖2)。由圖2可知,噴霧油量在5~15 mL/h范圍內增加時,工件的表面粗糙度出現明顯的下降,說明在此階段增加噴霧油量能夠明顯提高工件的表面質量。當噴霧油量在15~25 mL/h范圍內增加時,工件表面粗糙度處于比較平穩的狀態,此時增加噴霧油量對改善工件表面的粗糙度作用有限。
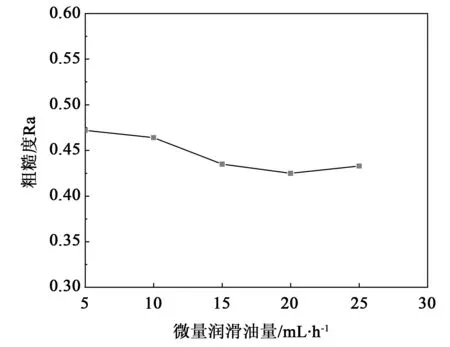
圖2 工件表面粗糙度與微量潤滑油量的關系
根據N. N. Zorev提出的前刀面應力分布模型[7]以及J. A. Williams和D. Tabor提出的切削區內小長方體毛細管模型[8]。當噴霧油量較少或者滲透速度較低時,潤滑油只能滲透到滑動區毛細管的開口部分,其內部仍為真空,滑動區底部為干摩擦(見圖3中a部分);當潤滑油量增加時,潤滑油能夠滲透到所有毛細管空間,此時在滑動區實現邊界潤滑或流體潤滑(見圖3中b部分);繼續增加潤滑油時,由于滑動區毛細管內已充滿潤滑油,潤滑油只能從周邊流走,此部分潤滑油主要起到周邊冷卻作用(見圖3中c部分)。

圖3 最少噴霧油量示意圖
潤滑油滲透到滑動區毛細管受到切削速度、噴霧油壓力和切削溫度等因素影響[9]。不同的加工參數所需要的合適的微量潤滑油量并不相同。通過上述試驗可知,7075系鋁合金在切削速度為400 m/min、噴霧油量為15~20 mL/min的條件下得到的表面粗糙度較好。
2.2 切削速度對表面粗糙度的影響
圖4所示為在切削速度分別為200、300、400、500和600 m/min的條件下使用微量潤滑方式以及傳統切削液方式進行冷卻得到的工件表面粗糙度值,其中微量潤滑冷卻方式使用的噴霧油量為15 mL/min。
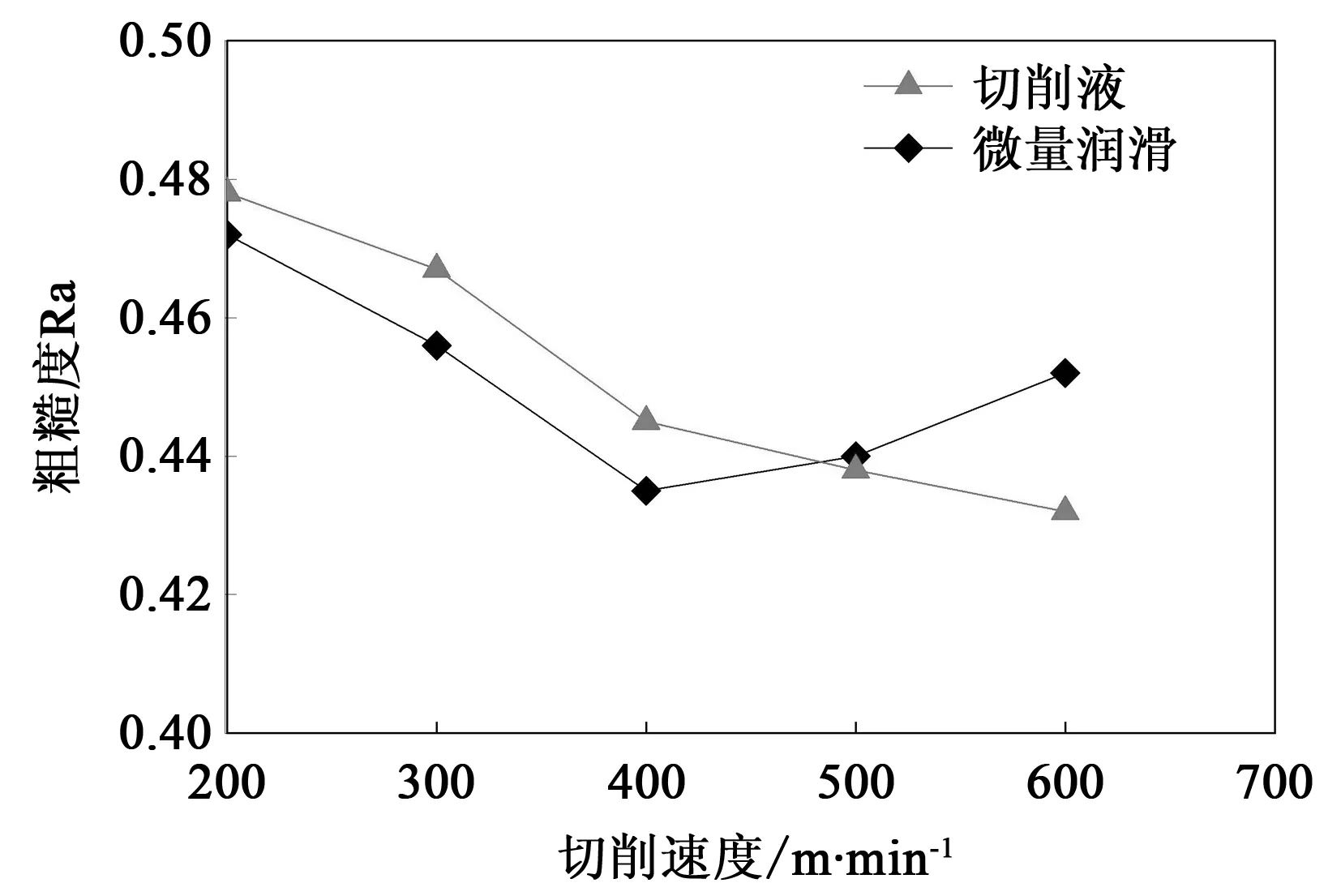
圖4 不同切削速度下的表面粗糙度值
從圖4可明顯看出,切削速度為200~400 m/min時,使用2種潤滑方式得到的工件表面粗糙度隨著速度的增加而變小,這符合一般的切削規律:加工塑性材料時,切削速度提高,塑性變形變得不充分,有利于改善工件表面粗糙度[10]。當切削速度在200~400 m/min繼續增大時,試驗表明,使用切削液冷卻方式得到的工件表面粗糙度繼續呈下降趨勢,最終達到一個比較平穩的值;而使用微量潤滑冷卻方式得到的工件表面粗糙度隨著切削速度的增加而增大,在600 m/min的切削速度時最為明顯。
已加工表面粗糙度主要受2個方面的影響:一是切削運動參數和刀具幾何因素的影響,二是切削過程中金屬的變形、摩擦以及力和熱等物理因素的作用。在刀具尺寸、切削參數一致的條件下,工件表面粗糙度在使用微量潤滑和切削液冷卻條件下隨著切削速度增大而呈現出不同的特征。一方面,主軸高速旋轉時,切削液若要達到切削區,首先要克服極大的離心力,微量潤滑的氣流壓力不足以使潤滑油霧進入到切削區[11];另一方面,高速切削時,產生大量的熱量,微量潤滑的冷卻性能有限[12]。
2.3 工件形貌分析
圖5所示為試驗方案3和試驗方案12的工件表面形貌。從圖5中可以看出,使用切削液冷卻的工件表面有比較明顯的顫紋和條形刀紋,而使用微量潤滑冷卻方式的工件表面未發現明顯的顫紋和條形刀紋等。顫紋和條形刀紋的產生主要與機床、刀具、工件的剛度,切削液的潤滑性能,切削力等因素相關。單因素試驗方案3和試驗方案12說明了微量潤滑相比于傳統切削液冷卻具有更好的潤滑性能,可減少因為切削過程中潤滑不良而產生的表面不良缺陷。

a) 微量潤滑冷卻方式工件表面(100×)
3 結語
通過對微量潤滑切削7075鋁合金的研究,可以得出如下結論。
1)采用微量潤滑技術切削7075鋁合金,增加噴霧油量,可以在一定程度上降低工件表面粗糙度值,隨著噴霧油量的增加,其對表面粗糙度的影響減小,最終趨向平穩狀態,在切削速度為400 m/min、噴霧油量為15~20 mL/min的條件下得到的表面粗糙度較好。
2)切削速度增加,使用切削液冷卻方式得到的工件表面粗糙度繼續呈下降趨勢,最終達到一個比較平穩的值,在切削速度較高時,使用微量潤滑冷卻方式得到的工件表面粗糙度隨著切削速度升高而增大。
3)微量潤滑相比于傳統切削液冷卻具有更好的潤滑性能,可減少因為切削過程中潤滑不良而產生的表面不良缺陷。