轉爐直上低合金鋼夾雜物檢測與分析
2022-12-09 07:09:48唐巍
四川冶金 2022年5期
唐 巍
(河鋼唐鋼技術中心,河北 唐山 063000)
目前,用戶對鋼的強度、韌性、加工性能等要求日趨提高,而鋼中夾雜物不僅使鋼的冷熱加工性能和某些物理指標惡化,而且還能降低鋼的機械性能和疲勞性能[1],為保證鋼的質量應盡量減少鋼水中非金屬夾雜物的數量或改變其形態、成分,從而滿足用戶的要求[2-3]。目前針對鋼中夾雜物的檢測方法主要有掃描電鏡、金相法及電解法,各種評價方法都可以從某個方面反映鋼的夾雜物情況,但都存在局限性:掃描電鏡可實現利用圖像自動識別技術和成分定量分析技術對鋼中非金屬夾雜物的尺寸、數量、組成成分實現自動統計分類,但不利于發現大顆粒夾雜物;金相法主要通過觀察夾雜物的顏色和形狀進行試樣表面夾雜物的識別,難以觀測微小夾雜物,且大型夾雜物的分布不均使其結果有很大偶然性;電解提取法是指在適當的電解液和電流密度下,將試樣中的大型夾雜物電解分離出來進行分析[4],但僅能提取大型夾雜物。因此針對鋼中夾雜物,有必要對不同粒徑夾雜物分別采用針對性的檢測方法進行精準定性定量分析。
1 實驗材料及方法
1.1 生產工藝
以某鋼廠生產的Q355低合金鋼為例,其冶煉流程為轉爐→吹氬站→連鑄,轉爐出鋼采用硅錳脫氧合金化,出鋼結束后吊運至氬氣站進行吹氬攪拌,吹氬結束后吊運至連鑄進行澆注。
1.2 取樣方法
在轉爐出站、氬氣站出站及中包取鋼水樣,取樣采用能有效避免疏松及縮孔等樣品缺陷的直徑50 mm、高90 mm圓柱形提桶取樣器,取樣時取樣器插入鋼水液面深度為400 mm以保證樣品代表性;在鑄坯上取鑄坯樣作為金相、掃描電鏡及電解試樣。采用數控線切割在提桶樣中心密實部位制取直徑5 mm、長50 mm棒狀氧氮樣,15 mm×15 mm×15 mm 方形金相試樣及直徑35 mm、厚度4 mm圓片型電解試樣。
1.3 實驗方法
將氧氮試樣利用氧氮分析儀對T[O]、T[N]進行檢測,用以對夾雜物數量及類型進行輔助分析。
為了針對夾雜物數量和類型變化進行分析,依據電鏡面掃描、金相法及電解法三種檢測方法的特點,按粒徑不同對夾雜物進行分類檢測。對于10 μm以下夾雜物,由于其數量極多,利用電鏡對金相試樣進行面掃描,每個試樣掃描10 mm2統計10 μm以下夾雜物數量及組成成分;對于10~50 μm夾雜物,采用光學顯微鏡觀測金相試樣,隨機抽取10個不同視場(每個視場1 mm2)統計10~50 μm夾雜物數量,取夾雜物數量平均值表征單個視場10~50 μm夾雜物數量,之后再對夾雜物進行能譜分析確定其組成成分;對于50 μm以上夾雜物,采用有機溶液電解法(又稱非水溶液電解法或小樣電解法,其較于水溶液電解法的優勢在于對夾雜物的溶解極小甚至可以忽略不計,能夠完整提取到更多化學性質不穩定的夾雜物,此方法彌補了水溶液電解法的缺陷,能夠提取完整的夾雜物)對試樣進行電解:電解試樣制取后對表面進行拋光去除雜質,電解后將電解殘留物進行過濾、浮選、磁選[5],統計得到的大于50 μm夾雜物數量并利用能譜分析其組成成分。
2 實驗結果及分析
2.1 T[O]、T[N]含量變化
一般用鋼中全氧質量分數作為鋼水潔凈度水平的衡量指標。脫氧后的鋼液能夠迅速吸收空氣,過程的增氮量代表鋼液的二次氧化程度。
本次試驗各工序鋼中T[O]、T[N]值的變化如表1所示。從表1可以看出轉爐出站氧含量為250 ppm,氬氣攪拌結束后氧含量下降為112 ppm;至連鑄中包后氧含量大幅下降至77 ppm;鋼水澆鑄為鑄坯后少量下降至47 ppm,整體呈下降趨勢且波動較大。N含量在整個冶煉過程中由26 ppm小幅升高至36 ppm,說明冶煉過程存在輕微的二次氧化。

表1 各工序T[O]、T[N]成分 單位:ppm
2.2 夾雜物數量變化
小于10 μm夾雜物數量:利用電鏡進行面掃描統計10 mm2內小于10 μm夾雜物數量,發現轉爐出鋼小于10 μm夾雜物極多為438個,氬氣攪拌后大幅下降至137個,在中包內又大幅減少至56個,連鑄坯中趨于穩定為67個,小于10 μm夾雜物數量在整個冶煉過程整體呈下降趨勢。
10~50 μm夾雜物數量:利用金相法統計平均每平方毫米10~50 μm夾雜物數量,發現轉爐出鋼與氬氣攪拌后夾雜物數量較多且基本無變化,分別為50個和52個,至中包內數量下降為30個,鑄坯階段數量與中包基本不變為26個,10~50 μm夾雜物數量在整個冶煉過程整體同樣呈下降趨勢。
大于50 μm夾雜物數量:利用電解法統計大于50 μm夾雜物數量,發現轉爐出鋼夾雜物數量較多為29個,氬氣攪拌后大幅減少為16個,至中包及鑄坯分別為12個和10個,大于50 μm夾雜物數量在整個冶煉過程整體同樣呈下降趨勢,不同粒徑夾雜物變化趨勢見表2。

表2 不同粒徑夾雜物數量變化 單位:個
轉爐出鋼加入硅錳合金脫氧合金化,鋼中氧與合金反應產生大量脫氧產生的夾雜物;氬氣攪拌階段大量微小夾雜物聚集長大并上浮,攪拌后所有粒徑夾雜物數量均大幅下降;至鋼水進入連鑄階段,夾雜物在中包流場作用下進一步上浮進入覆蓋劑層,所有粒徑夾雜物數量又有所下降;鑄坯階段夾雜物數量與中包比較基本無變化,呈平穩趨勢[6]。
2.3 小于10 μm夾雜物數量與T[O]對應關系
鋼中全氧由自由氧與以夾雜物形式存在的結合氧組成,相同脫氧方式下,鋼液中自由氧含量差別不大,T[O]的差異主要體現在以夾雜物形式存在的結合氧部分,因此T[O]可以反應鋼中非金屬夾雜物的含量水平,解析夾雜物數量與T[O]之間的對應關系有助于更穩定地控制和降低鋼中夾雜物水平,提高鋼液潔凈度。小于10 μm夾雜物數量占比大且在鋼中分布均勻,對T[O]的變化有決定性作用;而大于10 μm夾雜物數量小且分布不均勻,對T[O]變化的影響極小[7]。
在轉爐出站至氬氣站出站階段隨著小于10 μm夾雜物數量由438個/mm2下降至137個/mm2,T[O]也由250 ppm下降至112 ppm;至中包階段小于10 μm夾雜物下降至56個/mm2,T[O]也隨之降低為77 ppm;鑄坯階段小于10 μm夾雜物數量變化較小,由中包的56個/mm2上升為67個/mm2,而T[O]則由77 ppm下降為47 ppm,變化幅度較小趨于平穩。小于10 μm夾雜物數量與T[O]對應關系如圖3所示,可見小于10 μm夾雜物數量與T[O]數值有相同的變化趨勢。
2.4 小于10μm夾雜物類型
利用電鏡掃描對各工序試樣10 mm2視場進行夾雜物面掃描,篩選10 μm以下夾雜物得到各工序10 μm以下夾雜物的三元相圖分布情況如圖3所示:a為轉爐出站、b為氬氣站出站、c為中包、d為鑄坯。

圖3 小于10 μm夾雜物數量與T[O]數值變化
觀察三元相圖夾雜物分布發現主要夾雜物為MnO、SiO2、Al2O3及其復合夾雜物,其中夾雜物成分明顯逐步向MnO-SiO2成分方向偏移,Al2O3含量則逐漸下降,如圖4所示,其原因為隨著夾雜物在各工序不斷上浮去除,夾雜物數量整體逐漸減少,但是由于鋼水的二次氧化,又有部分Si、Mn被鋼渣或空氣中的氧氧化產生新的MnO、SiO2夾雜物[8]。
a.轉爐出站
2.5 10~50 μm夾雜物類型
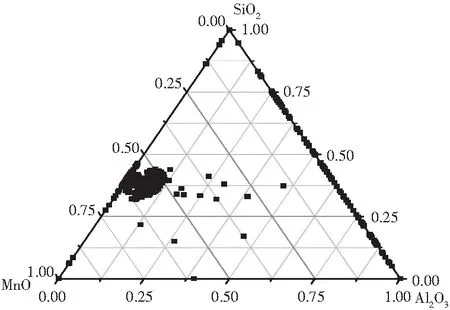
10~50 μm夾雜物成分如圖5所示,主要為MnO-SiO2-Al2O3。

圖5 10~50 μm夾雜物主要成分
出鋼時鋼水中溶解氧含量較高,加入硅鐵、錳鐵合金進行脫氧合金化后,脫氧產物為MnO、SiO2,具體化學反應方程式為:
[Si]+2[O]=(SiO2)
(1)
[Mn]+[O]=(MnO)
(2)
同時含有微量Al、S、Ti,其來源為合金中含有的少量雜質被帶入鋼液中,10~50 μm夾雜物組成成分與小于10 μm夾雜物相比無明顯變化,均為MnO-SiO2-Al2O3復合夾雜物。
2.6 大于50 μm夾雜物類型
觀察各工藝階段試樣電解后得到的大于50 μm夾雜物,發現其外形為褐色圓球型,最大直徑達到155 μm,電解提取得到的大于50 μm夾雜物三維形貌見圖6,對球形夾雜物進行能譜分析發現主要成分為MnO-SiO2-Al2O3,大于50 μm夾雜物主要成分如圖7所示。

圖6 電解提取大于50 μm夾雜物的三維形貌

圖7 電解提取大于50 μm夾雜物主要成分
大于50 μm夾雜物與小于10 μm及10~50 μm夾雜物組成基本相同,可見大型夾雜物是由小型脫氧產物聚集產生,在轉爐→吹氬站→中包→鑄坯各個環節,受鋼包吹氬及中包流場的影響,大型夾雜物不斷上浮的同時,也不斷有小型夾雜物聚集長大[9]。
3 結論
(1)鋼中所有粒徑夾雜物數量在整個流程逐步減少,小于10 μm夾雜物數量與T[O]數值有相同的變化趨勢。
(2)各工藝環節夾雜物主要為脫氧產物SiO2、MnO及其復合夾雜物,同時含有極少量Al2O3及硫化物等其他夾雜物;在整個生產過程中,小型夾雜物不斷聚集長大形成同類型大型夾雜物,同時所有粒徑夾雜物不斷上浮脫離鋼液,但到最后鑄坯階段仍有較多夾雜物存在。
(3)結合電鏡自動掃描、金相法及無水有機溶液電解幾種夾雜物檢測手段的特點,可以建立不同粒徑夾雜物的系統性量化評價方法:利用電鏡掃描統計10 μm以下夾雜物數量、金相法統計10~50 μm夾雜物數量、電解法統計50 μm以上夾雜物數量,配合電鏡進行能譜分析,可實現所有不同粒徑夾雜物的系統性定性定量檢測。