二元窄流道閉式葉輪電火花加工研究
2022-12-08 05:31:02孫維澤趙騰蛟
裝備制造技術 2022年9期
關鍵詞:設計
孫維澤,劉 鶴,趙騰蛟
(沈陽鼓風機集團股份有限公司,遼寧 沈陽 110027)
0 引言
隨著CO2、低溫氮等壓縮機市場的發展,對高精度二元窄流道葉輪的需求逐步提升,這類葉輪出口寬度最小值為4 mm左右,受其幾何尺寸限制,無法進行銑削預加工,需全部利用電火花加工出流道形狀。由于該類葉輪流道屬于深窄型腔,電火花加工時放電面積小,并且流道曲率較大,加工過程中產生的熔渣很難排出,導致加工效率非常低。例如加工一個?400 mm,出口寬度為4.6 mm的葉輪,總體加工周期在40天左右,其開粗時間一般需要20~25天,占總加工周期的50%以上,這遠遠不能滿足生產需求。因此,我們有必要對二元窄流道閉式葉輪的電火花加工工藝進行深入研究,解決該類葉輪加工效率低的問題[1]。
為此,提出了一種新型粗加工電極——3D打印中空管配合石墨頭的電極,3D管的中空結構有利于實現流道內部的沖油,排出熔渣,提高粗加工效率。最終將該電極應用于實際加工中,完成葉輪的電火花加工。
1 二元窄流道閉式葉輪的結構
圖1為一典型二元窄流道葉輪三維模型圖,該葉輪主要結構如下:葉輪直徑為350 mm,流道出口寬度為4.6 mm,高度為40 mm,葉片厚度3 mm,葉根圓角為R1 mm,共13個葉片,葉輪材料為低溫鋼1Ni9。針對其結構特點,無法采用銑制的辦法進行預加工,只能完全采用電火花加工。
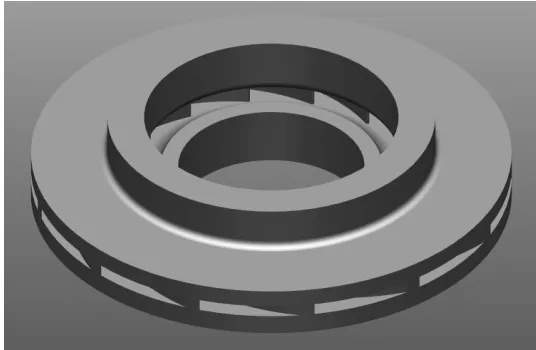
圖1 二元窄流道閉式葉輪模型(出口寬度4.6mm)
但是加工過程中流道屬于深窄型腔,葉片曲率較大,流道內部的沖油十分困難,熔渣很難排除,導致加工一小段距離后,加工效率迅速下降。因此,將重點研究二元窄流道閉式葉輪加工過程中流道內部的排渣方式,從而提高加工效率。
2 二元窄流道閉式葉輪電極規劃
電極設計分為:開粗短電極、開粗長電極、精加工電極[2]。由于的葉輪為整體加工,必須要拆分出多個電極進行,拆分電極數的量盡可能減少,以提高加工效率[3]。
2.1 二元窄流道葉輪粗加工短電極設計
在加工初期,加工深度淺,容易沖油排渣,電極進出也比較自由,因此開粗短電極設計為流道形狀向內偏置的實體電極。
開粗短電極的設計簡單,體積大。為提高面積,盡可能多的快速去除材料,設計時開粗短電極的長度約為流道長度的四分之一,厚度為出口寬度向內偏置0.3 mm,葉片方向為葉片面偏置1 mm。為提高電極加工的速度,此電極不設計圓角。由于其放電量大,加工時間長,因此損耗較大,一般需要至少準備3個粗加工電極。
2.2 粗加工長電極
之前的加工中,粗加工長電極均為短電極的延長版,但是隨著加工的深入,排渣非常困難,加工效率極低,峰值電流只有2~5 A左右,為了改善排渣條件,設計了一種新型粗加工長電極,并實現流道內部的沖油。
設計的3D中空管配合石墨頭的粗加工電極,如圖2所示。首先按照流道形狀設計一3D打印管,內部為空心結構,能夠實現沖油,管道前端預留斜向出油孔。管的最前端設計一梯形槽,進而與石墨頭相配合。該3D中空管完全由3D打印方式加工。石墨頭為原粗加工長電極最前端部分,減寸量0.3 mm,后面設計一梯形凸起,與3D管相配合,石墨頭采用石墨高速銑機床進行加工。
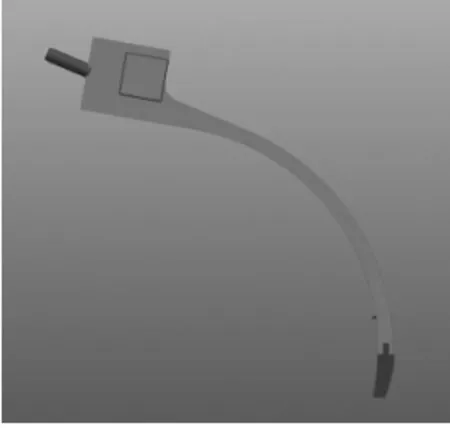
圖2 3D中空管配合石墨頭的粗加工電極
加工完成后,首先對3D中空管進行找正,以保證尺寸的準確性,防止電火花加工過程中造成過切。并且由于3D打印后存在一定的熱變形,而3D中空管剛性較差,無法進行銑制加工,需要采用電火花的方式將3D中空管的上下表面打平,并保證尺寸小于葉輪出口寬度。保證3D中空管尺寸后,連接石墨頭,并用石墨膠加以固定。
石墨膠需要進行如下工藝操作:
(1)待粘接表面去污,干燥處理;
(2)將沖油管置于凹槽內,將攪拌均勻的石墨膠涂于凹槽內;
(3)將此電極在溫度25℃~30℃環境下放置12~24 h,再加溫至80℃~100℃恒溫保持2 h,接著升溫至150℃恒溫保持2 h,然后緩慢冷卻。
新型粗加工電極制作完成后,在平面試件上進行加工試驗,該電極能夠順利進入流道完成加工,可以用于實際生產中。
2.3 精加工電極
精加工電極分為入口電極和出口電極,設計時首先要確定二者的拆分位置,本葉輪的入口處較窄,首先要考慮入口電極的順利進出,因此入口電極設計較短,拆分位置靠近葉片前端,同時入口電極和出口電極相交處需要向前延長0.3 mm,用以補償加工過程中的電極磨損量。
電極加工時,需要左右各加工一次,加工時需要一定的旋轉角度,這個角度需要在設計時加以考慮,以保證加工過程中不發生軸盤或蓋盤上沒有加工殘留。電極的旋轉角度設計時,首先建立葉輪模型,在葉根處按照要求進行倒角,之后圍繞Z軸旋轉葉輪,直到旋轉后的葉片圓角與原葉輪圓角邊緣接近重合,此時旋轉角度為A,則設計電極的旋轉角度為A/2,之后的設計中再加以微調。
電極的左右表面根據葉片型線設計,上下表面根據流道寬度設計,盡可能的增大電極厚度以增加放電面積,軸盤電極在圓角以下水平切割,出口的蓋盤電極為斜向切割,電極加工在石墨高速銑機床上進行。
3 電極加工
對于二元窄流道葉輪的細長薄電極,采用一般的加工方式很容易造成電極的斷裂,需要提出新的加工方式。
3.1 支撐加工
加工時最大的問題在于電極的振動,因此在電極的前段加以支撐,人為增加電極的剛性,通過將一帶螺紋的座固定在托盤上,在座中間擰上一根螺絲,通過旋轉螺絲調節支撐的高度,支撐時輕微接觸即可,此種加工方式可以實現水平加工,不產生振動,但是無法實現反轉,因此無法加工到電極的上表面,此種方案需要進一步改善。
3.2 二次加工
為了解決電極上表面無法加工的問題,采用二次加工的方式來對電極進行加工。首先還是按照圖3所示的支撐加工的方式,對電極進行加工,但對于電極下方的區域也不進行加工。
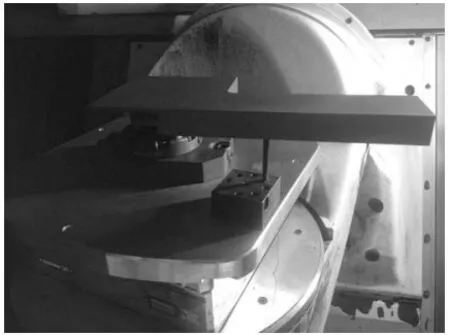
圖3 支撐加工電極
之后在多余的部分加工出找正坐標系,由于的電極很長,因此對于X方向上加工出很長的平面,Y方向上也加工出盡可能長的平面,在二次找正時作為找正面使用。
然后將電極反轉壓在平臺之上,為了防止工作臺有誤差,以及防止加工時刀具與工作臺發生碰撞,先銑制一個石墨的平面,作為工作臺使用。首先將一大塊石墨固定在工作臺上,再銑制一基準面,將電極壓在石墨平臺之上,通過探頭不斷測量X找正平面的數值,調整平臺角度,直至X軸找平面的平面誤差在0.02 mm以內,此時將X軸找正面設為X軸0點,Y軸的找正面作為Y軸0點,建立新的加工坐標系。最后在此坐標系下,完成電極的加工。
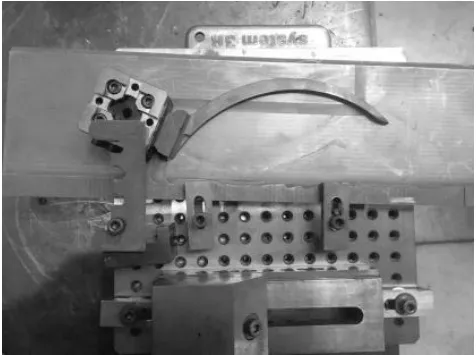
圖4 二次加工方式加工電極
4 二元窄流道閉式葉輪電火花加工試驗
在瑞士GF公司的FORM300五軸聯動數控電火花成型機床上完成驗證試驗,FORM300工作臺尺寸為750 mm×600 mm,轉臺為Φ500 mm,XYZ行程為600 mm×400 mm×450 mm,最大可加工約Φ450 mm葉輪。
為了減少電極規格數量,節約成本,提高粗加工效率,電火花加工通常在電極設計時留出一定的減寸量,然后用平動方式完成型腔的精加工。對于葉輪流道這種復雜形狀的半封閉型腔,平動方式只能選用3D球形平動,三維形狀的電極可以通過這種平動方式將電極形狀準確傳遞給工件。
粗加工首先采用粗加工短電極進行,之后采用實體粗加工長電極和3D中空管配合石墨頭的開粗電極分別進行后續加工,為保證實驗條件相同,采取相同的加工參數。
粗加工短電極加工之后,實體粗加工長電極單個孔加工時長為40 h,峰值電流僅為4 A左右,而3D中空管配合石墨頭的開粗電極加工時長為18 h,峰值電流在10 A左右。
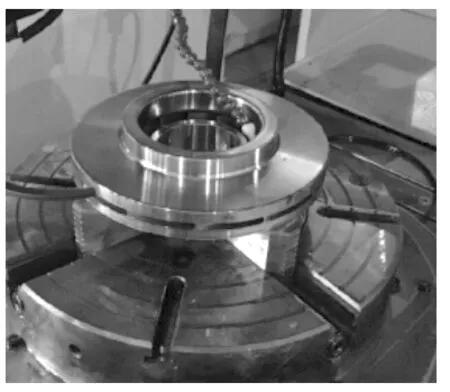
圖5 二元窄流道電火花葉輪
加工分析:在用實體粗加工長電極加工時,采用了退刀和沖油相結合的方式,但由于流道過于狹窄并且曲率較大,排渣效果很差。在用3D中空管配合石墨頭的開粗電極加工時,實現了流道內沖油,粗加工時間僅為實體電極的35%。
綜上所述,采用3D中空管配合石墨頭的開粗電極進行電火花加工可以提高開粗加工效率、縮短加工周期。
5 結語
將3D中空管配合石墨頭的開粗電極應用于二元窄流道閉式電火花葉輪的加工中,得出以下結論:
(1)電火花葉輪加工效率主要受到排渣條件的影響較大;
(2)采用3D中空管配合石墨頭的開粗電極可以有效提升電火花加工效率,縮短加工周期;
(3)該方案可以應用于所有二元窄流道閉式電火花葉輪的加工中。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04