平地機駕駛室車門閉合力大問題的分析及改進
2022-12-08 05:30:02周海林李遠輝周引強
裝備制造技術 2022年9期
周海林,李遠輝,周引強
(廣西柳工機械股份有限公司,廣西 柳州 545007)
0 引言
隨著國內工程機械行業的快速發展,客戶對工程機械的使用舒適性要求越來越高,駕駛室車門系統是平地機的重要組成部分,對其質量好壞的評價顯現出主機廠設計制造水平的高低,是客戶感知平地機質量的關鍵指標之一。車門閉合力始終是駕駛室設計的一個難點,閉合力設計過大會導致用戶的直接抱怨,閉合力過小則會導致駕駛室漏水漏風以及導致駕駛室內的噪音變高等問題。因此,車門系統在整機設計中是不可避免的一個問題且備受關注。針對于某型平地機駕駛室出現車門閉合力過大,關門費力、甚至門鎖無法進入二級鎖的現象,通過對影響因素進行逐一排查,提出有效措施,將車門閉合力整改至合理范圍內。
1 平地機駕駛室車門閉合力現狀
目前,平地機駕駛室車門在關閉過程中出現關門費力,無法順利進入二級鎖。主要表現為車門在關閉時需要很大的力量,且需要關閉多次才能完全進入二級鎖,有時車門還會被駕駛室內部空氣阻力及門膠條的反彈力反彈出來無法關閉。
2 車門閉合力的影響因素分析及整改
目前,平地機駕駛室車門系統(圖1)主要由駕駛室框架、車門、門鎖、鉸鏈及密封膠條等組成。一般情況下,車門閉合力的大小受鉸鏈摩擦力、車門重心阻力、膠條反彈力、門鎖阻力及駕駛室內氣壓阻力等因素的共同作用[1]。下面通過對影響車門閉合力大小的因素進行分析,找出車門閉合力大的原因并進行整改。
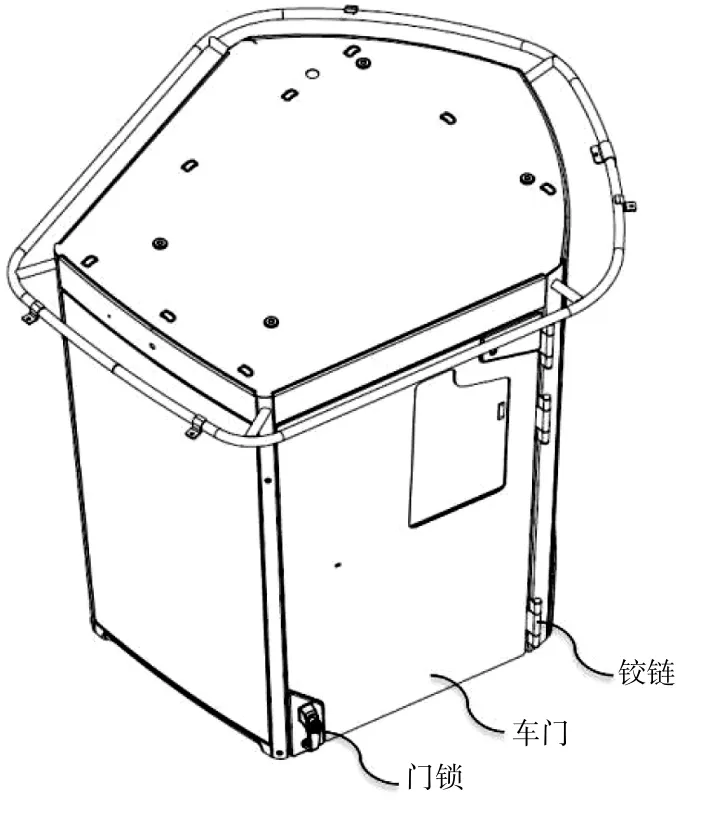
圖1 平地機駕駛室結構圖
2.1 鉸鏈摩擦阻力
鉸鏈摩擦阻力一般由2部分組成:鉸鏈自身的空轉阻力及鉸鏈焊接在門上同軸度超差所產生的阻力。經檢測鉸鏈自身轉動順暢,潤滑良好,無明顯卡滯現象,空轉阻力較小,可忽略不計。鉸鏈同軸度的排查,經初步調查發現,車門在關閉時鉸鏈有異響,目測鉸鏈同軸度明顯超差。
鉸鏈是通過工裝先焊接在門上,然后再用螺栓安裝到駕駛室上,因此影響鉸鏈同軸度的主要因素有鉸鏈焊接工裝,接下來將對門鉸鏈焊接工裝進行三坐標檢測(圖2)。在本項目中,鉸鏈同軸度精度要求在±0.5 mm范圍內,經三坐標檢測,該車門鉸鏈同軸度誤差為2.426 mm,因此得出結論為由于門鉸鏈焊接工裝的誤差,導致了車門下方鉸鏈同軸度超差2 mm。
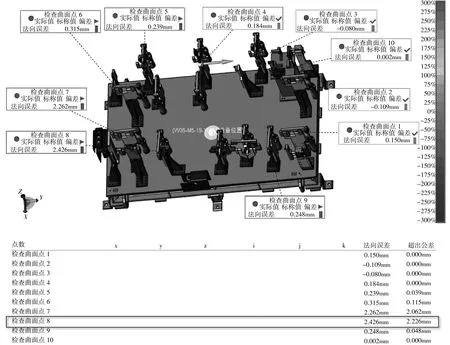
圖2 門鉸鏈同軸度三坐標檢測
整改措施:為了保證鉸鏈同軸度,對門鉸鏈焊接工裝進行整改,使其精度在設計要求的范圍內。通過實施該項措施,門鉸鏈同軸度符合設計要求。
2.2 車門重心阻力
由于該駕駛室為上寬下窄,呈漏斗形結構,車門鉸鏈軸線被設計成向內一個傾角,門在自然的狀態下會有一個向外傾斜的重力,使得車門的重量被引導到門的外側,因此車門在關閉過程中會受到重心阻力的影響。由于受駕駛室造型限制,車門重心阻力無法避免,且其對車門閉合力的影響占比不大,因此對該因素不進行處理。
2.3 駕駛室內氣壓阻力
車門在快速關閉的過程中,駕駛室內氣體加速流動而被瞬間壓縮,由于駕駛室內容積固定,氣體在壓縮過程中會導致駕駛室內壓力增加,在門關閉的一瞬間對車門產生氣壓阻力。目前駕駛室在車門關閉時,人坐在駕駛室里面會感受到強烈的耳膜壓迫感;通過進一步測試,將一邊車門打開再進行車門關閉時,耳膜壓迫感消失。很顯然,駕駛室內氣壓阻力是導致車門閉合力大的主要因素之一。
根據工程力學理想氣體狀態方程得[2]:

式中:P0為標準大氣壓,為車門關閉時駕駛室內氣體壓力;V0為車門未關閉時的駕駛室體積(膠條未壓縮狀態);V1為車門關閉后駕駛室內體積(膠條壓縮狀態)。
在車門關閉過程時,駕駛室內容積大小與駕駛室內壓力分別為:

式中:膠條壓縮后駕駛室內氣體壓力為Pm,車門面積為Am,膠條壓縮量為Sm,車門關閉前后體積差為Vm。
如果想降低駕駛室內氣壓阻力,就要減少關門時駕駛室內氣壓與大氣壓的差異。在工程上,通常是通過在駕駛室內增加單向通風口來實現,但由于增加通風口會導致駕駛室密封性下降、增加成本及駕駛室內噪音升高等其他問題,因此不采用該方案,而是通過在門膠條上增加雙向排氣孔,并將排氣孔直徑增大,在門關閉的瞬間通過排氣孔將駕駛室內氣體排出,從而達到降低駕駛室內氣壓阻力的效果,更改措施如圖3所示。
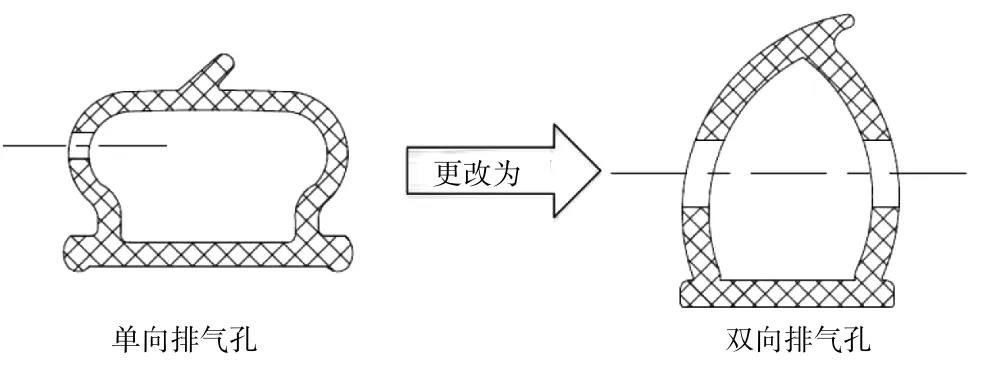
圖3 門膠條排氣孔更改示意圖
2.4 門鎖阻力
門鎖由鎖體和鎖桿組成,分別安裝在車門和駕駛室框架上,車門在關閉過程中,通過鎖體與鎖桿之間的嚙合來使車門關閉,鎖體從接觸鎖桿開始到徹底鎖緊車門為止,需要不斷提供力來克服鎖體與鎖桿嚙合鎖做的功。一般來說,門鎖自身的嚙合阻力比較小,對車門閉合力影響有限,因此門鎖阻力主要來源于裝配的過程,鎖桿與鎖體分別安裝在不同的零件上,對裝配要求較高,如果調整不到位,門鎖的嚙合力就會急劇增加,會使車門閉合力大大增加。
經現場排查,所述駕駛室門鎖鎖體與鎖桿嚙合順暢,無明顯干涉及錯位現象,嚙合力滿足使用要求。
2.5 密封膠條的反彈阻力
密封膠條主要目的是對車門進行密封,起到隔震、防水、防塵及隔音等作用,膠條對門閉合力的影響主要體現在膠條壓縮量上。經排查發現,當前門間隙設計值為8 mm,膠條設計高度為15 mm,膠條理論壓縮量為7 mm;但在實際生產中,由于制造誤差,門間隙尺寸不均勻(圖4),膠條壓縮量遠大于7 mm,導致門膠條壓縮量過大,特別是靠近鉸鏈端的膠條存在嚴重過壓縮現象,從而導致門閉合力急劇增大。通過分析得出,膠條壓縮量過大的主要原因如下:門設計間隙過小[3],門焊接變形超差導致間隙不均勻,導致膠條局部壓縮量過大,形成較強的反彈力。本文通過采用加大門與門框間隙和更改膠條截面及高度的 方案(圖5),將門框間隙由8 mm改為15 m,膠條高度由15 mm改為21 mm,解決了門膠條壓縮量過大的問題,成功降低膠條的反彈阻力。

圖4 門與門框間隙測量
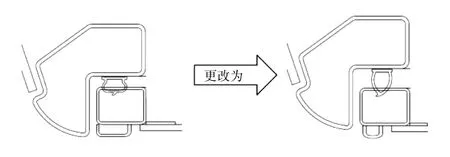
圖5 門與門框間隙及膠條截面更改示意圖
3 結語
為了改善車門閉合力大的問題,通過對影響車門閉合力的幾個末端因素進行排查和分析,最終得出造成車門閉合力大的3個主要原因:
(1)鉸鏈同軸度超差;
(2)駕駛室內氣壓阻力過大;
(3)密封膠條的反彈阻力過大。
并針對各要因進行對應的整改,通過相應的整改措施實施后,車門閉合力得到了極大的改善,提高了車門關閉的舒適性。