扭力梁加工中心的設計及應用
2022-12-08 05:29:54韋鵬,韋友
裝備制造技術 2022年9期
關鍵詞:結構
韋 鵬,韋 友
(柳州五菱汽車工業有限公司,廣西 柳州 545007)
0 引言
懸架是現代汽車上的重要組成之一,它把車架(或者車身)與主軸(或車輪)彈性地連接起來,懸架可分為非獨立懸架和獨立懸架兩類[1]。扭力梁式懸架因其結構簡潔,制造成本低,兼顧非獨立懸架和獨立懸架的特性,得到廣泛應用[2]。扭力梁通過輪轂軸承與車輪相連。扭力梁加工中心,是一種對扭力梁進行銑削、鉆孔、倒角、攻牙的專用設備[3]。其中加工出來的安裝面,為一個三維空間面。在汽車理論中,將該平面與XY平面、YZ平面的夾角,分別定義為外傾角、前束角[4]。加工出來的螺紋孔,用于輪轂軸承與扭力梁連接螺栓的裝配。加工出來的兩個安裝面的法向距離,決定了汽車的輪距[5]。不同汽車的輪距、外傾角、前束角都不相同,螺紋孔、通孔的相對位置也不盡相同。同時,一臺扭力梁加工中心,也需要上百萬的投資成本,而且需要超過5個月的開發周期。設備開發成本高、周期長,成為嚴重影響汽車底盤開發的關鍵因素。因此針對汽車零部件生產企業,迫切需要一臺柔性化智能化的扭力梁加工中心,以滿足不同扭力梁產品的生產。
為滿足現代汽車企業對不同扭力梁產品的生產,以柳洲五菱汽車工業有限公司某車型扭力梁產品開發項目為例,開發一臺具備加工多車型,加工過程自動化智能化且加工質量穩定可靠的扭力梁加工中心。該加工中心采用模塊化設計,主要包括拖動系統、主軸及刀具、潤滑系統、液壓系統、冷卻排屑系統、防護、夾具、數控、電氣系統等結構,以下著重闡述該加工中心的總體布局、角度調整機構、夾具設計(含柔性快換)和電氣系統(智能化部分)的設計。
1 扭力梁加工中心整體結構設計
扭力梁加工中心結構較復雜,具體結構如圖1所示。有些結構主要是通過裝配一些標準件完成,如冷卻排屑系統。對這一部分不做詳細論述,主要論述機床整體結構設計、銑削角度調整機構設計、待加工零件夾具定位機構設計及其快速換型設計和智能化自動化確定進刀余量原理。
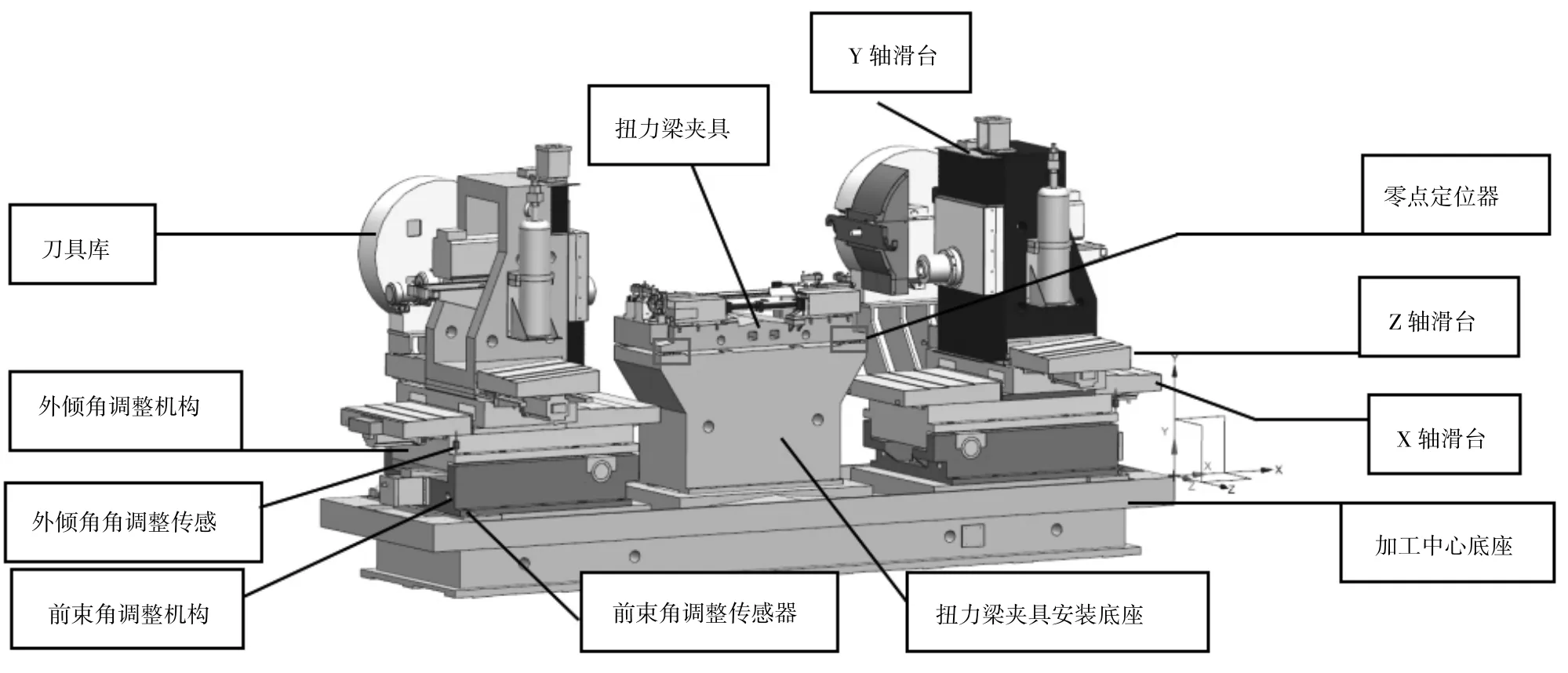
圖1 臥式加工中心結構
2 扭力梁加工中心工作原理及設計
待加工的扭力梁,通過機器人抓舉或者人工吊裝,放置于扭力梁夾具上。夾具通過夾緊機構,將扭力梁固定。位移傳感器,在X軸滑臺的驅動下,完成待加工面的檢測并判定零件是否合格同時計算出進刀量。換刀機構將所需刀具安裝至動力頭上,動力頭在XYZ滑臺的共同驅動下,完成對扭力梁產品的銑削、鉆孔、倒角、攻牙、去毛刺等加工。加工完成后,動力頭退回到原點,扭力梁夾具將扭力梁松開,通過機器人抓舉或者人工吊裝,將完工產品調離加工中心,完成產品的加工。
2.1 銑削角度調整機構
前束、外傾角所在的平面為一個空間平面。為保證汽車行駛時輪胎始終與地面接觸,同時減少輪胎的磨損,不同的車型根據整車要求,會選擇不同的前束、外傾角角度。多樣化的前束、外傾角組合,要求扭力梁加工中心銑削角度調整機構具備角度可調范圍大,調整結果精確,調整過程快速、簡單等性能。銑削角度調整機構,由前束角調整機構、外傾角調整機構兩部分構成。其調整原理相同。角度調整機構的機械原理為,調整座沿著回轉軸作回轉運動。調整的前束角或者外傾角,等于回轉機構沿著回轉軸旋轉的角度α。如圖2,根據弧長公式l=α*R,其中α為調整的角度,R為回轉半徑。調整機構的二維圖如圖3、圖4。因為回轉半徑R>500,而調整角度<2°,在調整角度α很小而回轉半徑很大的情況下,轉動α所對應的圓周弧長近似等于弦長。弦長l通過安裝在機床上位移傳感器進行測量,并通過顯示器,實時顯示,便于調整過程觀察,確定調整量。
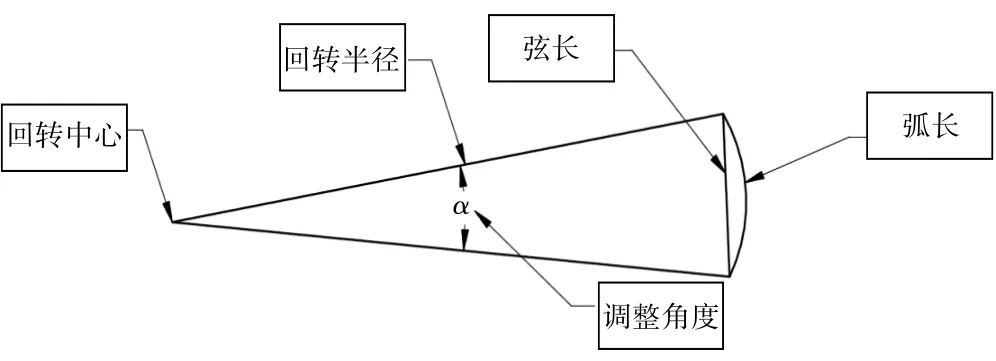
圖2 角度計算數學模型

圖3 前束角調整機構
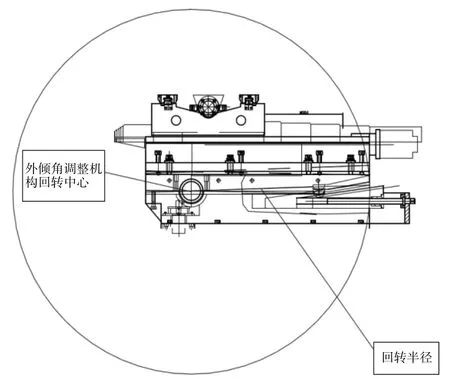
圖4 外傾角調整機構
2.2 扭力梁定位夾緊機構
將扭力梁按照理論數模,安裝并固定在加工中心的機構,稱為扭力定位夾緊機構。該定位夾緊機構,主要由夾具(含定位銷、定位塊)、油缸(含壓頭)組成。根據扭力梁安裝狀態不同,該機構有立式、臥式兩種結構。
立式結構如圖5所示,扭力梁豎直安裝。臥式結構如圖6所示,扭力梁水平安裝。立式銑床,因為其重心較高,主要應用于人工上下料。因為產品豎直放置,夾具設計較復雜,油缸數量加多。而臥式機床,因為其重心較低,操作位與安裝位距離較長,如果采用人工上下料,將增加操作強度,不符合人機工程,因此一般多用于機器人自動上下料。另外,因為產品水平放置,夾具設計結構簡單,油缸數量較少且定位、夾緊可靠,機加工定位基準,與焊接基準一致,加工質量可靠,因此受到絕大多數零部件生產廠家的歡迎。

圖5 立式銑床
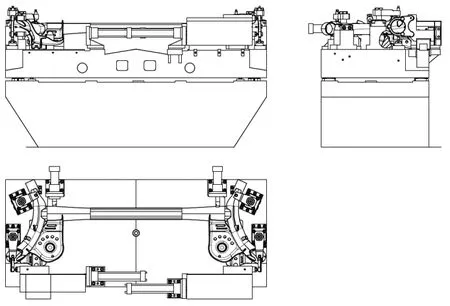
圖6 臥式銑床
無論是立式結構還是臥式結構,用于產品定位的夾具設計是核心。在設計夾具時,需要遵循以下規范:
(1)油缸夾緊力經過加工面,且施加夾緊力的壓頭與另一側的支撐塊,盡量保持在一條直線上,盡量減少因為兩者的錯位帶來的懸臂結構,從而降低夾持的穩定性。
(2)被加工面,6個方向方的自由度,都需要完全限制,否則在加工過程中,待加工零件將會發生移動或者轉動,影響加工質量,增加刀具損耗。
(3)所有的夾持機構,必須具備可靠的自鎖能力,以保證在受到切削、鉆削等機加工力時,被加工零件始終處于固定狀態。目前,自鎖油缸因其結構簡單,鎖緊力大且可靠,獲得廣泛的應用。
2.3 智能化計算進刀量機構
扭力梁由橫梁、縱臂等零件沖壓件拼焊成型,成品存在焊接變形。因此,產品工程師在編制產品圖紙時候,會根據產品的使用功能、特性設置一定量的公差。扭力梁待加工面,公差范圍為±(1.5~2.0)mm。為保證加工質量,扭力梁加工中心單次進刀量,基本上維持在0.8~1.5 mm這個區間。待加工零件的變形量,遠大于進刀量,為適應不同尺寸的扭力梁產品,加工中心增加智能化自動計算進刀量的機構,保證每次進刀量保持在0.8~1.5 mm。
自動化進刀量的原理如下:
設備啟動,刀盤在原點時,左、右刀盤X向的法向距離記為L0,坐標分別記為XL0、XR0。在現有機床的左、右主軸上,分別安裝一個位移傳感器。左、右主軸分別沿著X軸滑臺移動XL、XR,左、右位移傳感器壓縮量分別為La、Lb。將待加工面X向距離標記為L前,則L前=L0-(XL+XR)+(La+Lb),如果L前>L+3,其中L為加工后加工面X向理論距離。表明進刀量大于1.5 mm,如果L前<L+1.6L,表面進刀量小于0.8 mm,不滿足進刀量0.8~1.5 mm的要求。則機床報警、停機。如果L+1.6≤L前≤L前+3,則左、右刀盤進刀量△=(L前-L)/2。數據判定匯總見表1。主軸完成進刀量檢測完成后,退回原點。根據系統計算出的左、右刀盤進刀量。左、右側刀盤在滑臺的驅動下,分別沿著X軸移動至坐標{(XL-La)+△}、(XRLb)+△}處。滑臺驅動刀盤沿著X軸移動,完成安裝面的加工。
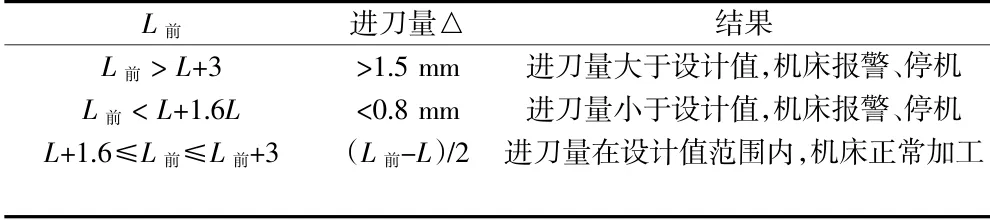
表1 零件測量結果判定
2.4 快速柔性換型機構
由于多品種、變批量生產的特點,多采用混線加工方式,在生產過程中經常需要根據計劃需求或者臨時訂單的情況,在同一臺機床上頻繁更換不同工件,而這一過程往往需要在機床停機狀態下進行裝夾、找正等操作。尤其對于中小結構件來說,換裝時間占用加工時間的比重更大,導致機床停工等待時間長,設備利用率較低,嚴重制約數控設備加工能力的發揮[6]。
加工中心安裝了零點定位系統,以滿足不同產品快速、柔性、精準換型的需求。零點定位系統主要由兩個部分組成。一部分是安裝在夾具側的零點定位凸頭,另一部分是安裝在夾具底座上的凹座。
2.5 刀庫機構
臥式加工中心的刀庫,主要有兩種結構。一種為轉塔結構,該結構換刀速度快,精度高。但是價格相對昂貴。另一種結構為圓盤式,該機構的換刀速度和精度都比轉塔結構的低,但是價格較便宜。實際可以根據不同需求來選擇。
3 結語
機床、夾具中,安裝的零點定位器,實現機床在不同產品間快速準確切換。提高了不同扭力梁產品在臥式加工中心的快速切換。可調式加工角度機構,能夠兼容不同平臺扭力梁對前束、外傾角的差異。高精度的位移傳感器,精確探測待加工產品在機床中的位置,快速智能化計算確定進刀量,確保加工質量,降低加工成本。
通過零點定位器,可調式角度調整機構和智能化進刀系統,實現一臺機床滿足不同平臺扭力梁產品的加工,提高了機床的利用率,減少了研發費用的投入,縮短機床開發周期。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50