超聲導波技術在彈簧載荷式安全閥檢測中的應用
2022-12-07 07:52:56楊志剛
科學技術創(chuàng)新 2022年34期
楊志剛
(河南省鍋爐壓力容器安全檢測研究院,河南 鄭州 450016)
引言
安全閥是鍋爐、壓力容器、壓力管道等承壓類特種設備上最常用也是最重要的一種安全附件,當設備或管道內(nèi)的介質(zhì)壓力升高超過規(guī)定值時,可自動排放介質(zhì)來防止事故發(fā)生的裝置,根據(jù)其結(jié)構(gòu)、適用介質(zhì)、作用原理等可分為多種形式,其中以彈簧載荷式安全閥最為常見,使用場所也最為廣泛[1]。安全閥在使用期間,受介質(zhì)壓力、溫度以及環(huán)境介質(zhì)侵蝕等物理因素或化學因素作用,其性能會發(fā)生改變,導致安全閥無法正常按規(guī)定的壓力開啟或者無法保持密封而產(chǎn)生泄漏等,失去應有的作用,從而影響生產(chǎn)安全[2]。
作為彈簧載荷式安全閥的關鍵部件,彈簧起到緩沖平衡、儲能、自動控制、回位等作用,其質(zhì)量的好壞直接關系到安全閥能否保持其功能正常。對安全閥的彈簧進行檢測,及時發(fā)現(xiàn)彈簧中存在的缺陷并進行相應的處置就十分必要。目前,用于檢測彈簧中缺陷的手段主要有目視檢測、磁粉檢測、滲透檢測等[3]。
1 彈簧載荷式安全閥工作原理
彈簧載荷式安全閥的啟閉是依靠進口側(cè)介質(zhì)壓力和壓縮彈簧壓力的平衡狀態(tài)變化進行的。壓縮彈簧壓力大于進口側(cè)介質(zhì)作用于閥瓣的介質(zhì)壓力時,安全閥保持密封狀態(tài)。作用于閥瓣的介質(zhì)壓力大于作用于閥瓣的壓縮彈簧壓力時,安全閥開啟。
2 超聲導波檢測技術
超聲導波是通過激勵檢測裝置的探頭,使其發(fā)出超聲能量脈沖而產(chǎn)生機械波,此機械波充斥檢測工件并以工件邊界制導向遠處傳播形成導波。導波會在缺陷處產(chǎn)生反射回波,根據(jù)回波信號的特征可發(fā)現(xiàn)和判斷工件中缺陷的位置和嚴重程度[4]。
超聲導波檢測技術分磁致伸縮超聲導波檢測和壓電超聲導波檢測。壓電超聲導波檢測通過壓電效應激發(fā)壓電晶片產(chǎn)生機械波[5],需要對工件表面進行打磨處理。磁致伸縮超聲導波檢測通過電磁耦合產(chǎn)生機械波,無需對工件表面進行打磨處理。
3 安全閥彈簧磁致伸縮超聲導波檢測
3.1 檢測原理
將磁場施加于鐵磁性材料對其進行磁化,當磁場變化時,鐵磁性材料在磁化方向的幾何尺寸會產(chǎn)生微小變化,即產(chǎn)生磁致伸縮,從而產(chǎn)生彈性機械波沿著鐵磁性材料構(gòu)件的邊界并受其引導和約束進行傳播,形成導波。當導波遇到與其傳播方向不平行的缺陷時會發(fā)生反射,通過對反射回波引發(fā)的磁化狀態(tài)變化情況進行分析即可知道工件中是否存在缺陷及缺陷的位置、大小等特征信息[6-7]。
3.2 檢測對象
為驗證磁致伸縮超聲導波技術檢測彈簧的可行性,本檢測試驗選用一支電站鍋爐用彈簧載荷式安全閥的彈簧作為檢測對象,彈簧的線徑為32 mm,中徑為160 mm,長度為4500 mm,圈數(shù)為9,材質(zhì)為50CrV。
彈簧中存在的缺陷包括碰撞疤痕、局部磨損、腐蝕凹坑、裂紋等,是造成彈簧失效的主要原因。為驗證磁致伸縮超聲導波技術對彈簧中常見缺陷的檢測效果,本檢測試驗在被檢測彈簧上加工了切槽和凹坑兩種典型模擬缺陷。檢測試驗用彈簧見圖1。
3.3 檢測系統(tǒng)
本檢測試驗所用儀器為采用美國西南研究院的MsSRv5 便攜式低頻超聲導波檢測系統(tǒng),MsSRv5 系統(tǒng)是一套多功能檢測設備,可以在棒材上產(chǎn)生相對低頻的導波來進行檢測,該系統(tǒng)主要由主機、USB 連接線、電纜連接線、Y 型連接頭、適配器、帶狀線圈、鐵鈷合金條帶組成。該系統(tǒng)具有檢測靈敏度高、檢測溫度范圍大、缺陷軸向位置精度高和檢測速度快等優(yōu)點。本檢測試驗激發(fā)的導波為扭力波,因模式為扭力波的導波僅在固體中傳播并且其聲速不隨激發(fā)頻率改變而變化。
3.4 工藝參數(shù)
因安全閥彈簧的長度較短,導波頻率太低時會影響缺陷判斷的準確性,為能夠較準確地獲得缺陷的信號,本檢測試驗使用標稱發(fā)射頻率為128 kHz 的探頭適配器。為對比不同發(fā)射頻率對缺陷的檢出效果的影響程度,本檢測試驗使用了128 kHz 和135 kHz 兩種不同的發(fā)射頻率,檢測工藝參數(shù)見表1。
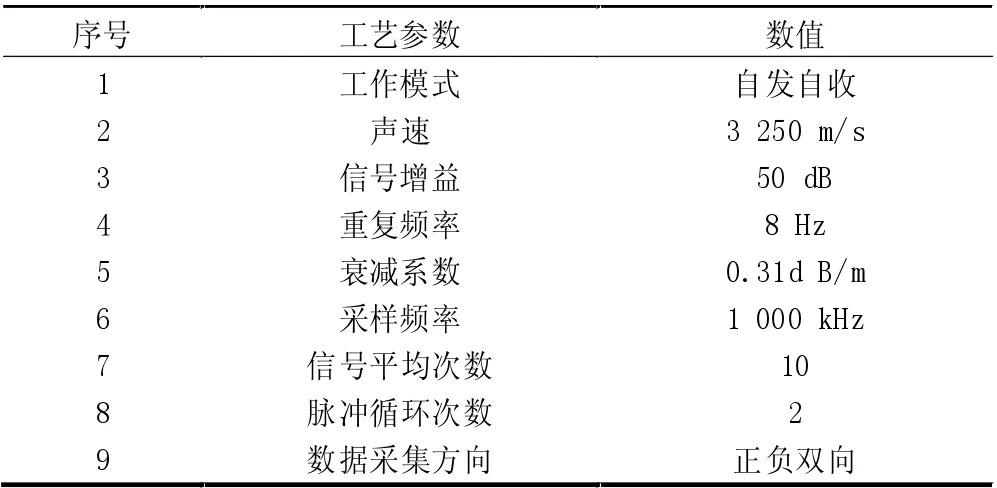
表1 檢測工藝參數(shù)表
3.5 檢測過程
檢測前,將彈簧一端的完整圓形截面處打磨干凈,然后將一段長度略小于彈簧周長的鐵鈷合金條帶緊貼于彈簧表面,使用專用磁鐵沿鐵鈷合金條帶長度方向?qū)⑵浯呕堎N鐵鈷合金條帶時,應使其磁化方向與導波的傳播方向即彈簧的軸向方向一致。將寬度和鐵鈷合金條帶一致且長度適宜的線圈連接在適配器兩端,調(diào)節(jié)適配器固定卡槽之間線圈的長度,使其與鐵鈷合金條帶緊密貼合,將適配器和主機用數(shù)據(jù)傳輸線連接牢靠,連接完成后的檢測系統(tǒng)見圖2。
打開檢測系統(tǒng)電腦中的數(shù)據(jù)采集和分析軟件,首先在被檢工件信息部分將彈簧的相關征參數(shù)和報告的關鍵信息錄入軟件,將X 軸的單位設置為米,然后在數(shù)據(jù)采集部分里設定數(shù)據(jù)采集使用的中心頻率為128 kHz,導波檢測距離范圍為5 m,選擇激勵模態(tài)為自發(fā)自收,將探頭接收器的增益值設定為50 dB,將信號隨距離的衰減值設定為0.31 dB/m,按檢測工藝設置其他各項參數(shù)并在調(diào)試模式下確認程序正常后進入數(shù)據(jù)采集模式并開始采集檢測數(shù)據(jù)。數(shù)據(jù)采集完成后,數(shù)據(jù)采集軟件自動將檢測數(shù)據(jù)進行保存。
3.6 檢測結(jié)果
在數(shù)據(jù)分析軟件中選擇已保存的檢測結(jié)果數(shù)據(jù),將兩個不同發(fā)射頻率的檢測結(jié)果數(shù)據(jù)同時選中進行分析,審閱數(shù)據(jù)無誤后選擇發(fā)射頻率為135 kHz 的檢測數(shù)據(jù)進行影響信號轉(zhuǎn)化。使用彈簧端部的反射信號進行距離校正和信號幅度矯正,設定距線圈較遠的彈簧端部反射率為15%,靈敏度為2%,查看并修正發(fā)現(xiàn)的特征信號,將無效特征信號標識刪除后,結(jié)束分析并生成報告,報告內(nèi)容分別為檢測結(jié)果的頻譜圖、波形圖和有效特征信號的相關數(shù)據(jù)表。
本檢測試驗結(jié)果的頻譜圖見圖3,檢測試驗結(jié)果的波形圖見圖4,檢測試驗結(jié)果的有效特征信號數(shù)據(jù)見表2。
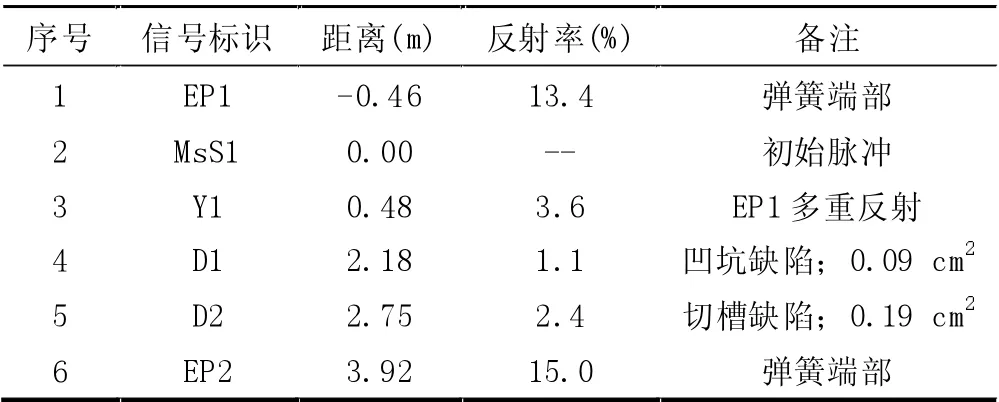
表2 檢測試驗有效特征信號數(shù)據(jù)表
3.7 結(jié)果分析
從檢測結(jié)果頻譜圖看,無論探頭適配器的發(fā)射頻率是128 kHz 還是135 kHz,在距離探頭約2.2 m 和2.7 m 的地方均可發(fā)現(xiàn)有明顯的缺陷顯示。從缺陷顯示的信號色度看,同一缺陷的色度相差不大。
對于檢測結(jié)果波形圖,刪掉無效的信號顯示標記后,可以看出,無論探頭適配器的發(fā)射頻率是128 kHz還是135 kHz,在距離探頭約2.2 m 和2.7 m 的地方均發(fā)現(xiàn)有明顯的回波信號。從缺陷顯示的信號幅度看,對于同一缺陷,使用135 kHz 的發(fā)射頻率檢測時的缺陷回波波幅比使用128 kHz 的發(fā)射頻率檢測時的缺陷回波波幅要高。
檢測結(jié)果數(shù)據(jù)表以定量的方式給出了缺陷的一些信息,從中可以得到缺陷的具體位置、缺陷信號回波的反射率和彈簧橫截面積的損失量。與缺陷位置的計算結(jié)果相比,缺陷的顯示位置和實際位置具有很高的一致性。
通過對比分析,本次檢測試驗得到了預期效果,彈簧上預制的切槽類和凹坑類缺陷都能夠很明顯的檢測出來,并且檢測靈敏度高,定位準確。通過對檢測試驗結(jié)果的分析,驗證了采用磁致伸縮超聲導波檢測技術能夠快速的完成對彈簧的檢測,通過檢測能夠很靈敏的發(fā)現(xiàn)彈簧中造成橫截面積損失的缺陷,缺陷位置和缺陷大小的定量表征比較準確。
4 結(jié)論
(1) 磁致伸縮超聲導波檢測技術能較靈敏地發(fā)現(xiàn)彈簧中的凹坑、夾雜、較深的拉痕或橫向裂紋等缺陷,并能精確地確定缺陷的位置。但對于較小的夾雜、凹坑和與導波傳播方向夾角較小的裂紋容易漏檢。
(2) 磁致伸縮超聲導波檢測技術可通過頻譜圖直觀地反映彈簧中缺陷的情況。
(3) 磁致伸縮超聲導波檢測技術可通過分析缺陷信號的幅值定量來確定缺陷的大小。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
