基于PLC技術的高精度數控機床加工軌跡控制方法
2022-12-05 11:36:18常州劉國鈞高等職業技術學校胡丞熙
數字技術與應用 2022年11期
關鍵詞:方法
常州劉國鈞高等職業技術學校 胡丞熙
針對傳統方法在高精度數控機床加工軌跡控制實際應用中存在誤差較大的問題,提出基于PLC 技術的高精度數控機床加工軌跡控制方法。通過對數控機床運動學正變換和逆變換,求解數控機床刀具驅動位移,建立數控機床運動數學模型,通過將讀取到的刀具實際點位數據與理想軌跡比對,預測出高精度數控機床加工軌跡誤差,利用PLC 技術對誤差點位坐標轉換,以及中心指令點擬合,生成加工軌跡控制程序,通過數控機床運動數學模型輸出,實現對數控機床加工軌跡優化控制。經實驗證明,應用設計方法機床加工誤差小于傳統方法,在機床加工軌跡控制方面具有良好的應用前景。
數控機床作為一種零件加工設備,已經被廣泛應用到多個領域中。隨著加工行業對精度要求的不斷提高,在傳統數控機床的基礎上,通過優化刀具、伺服給進系統等,逐漸衍生出高精度數控機床,目前高精度數控機床已經被廣泛應用到航空航天制造業、汽車制造業等行業[1]。評價高精度數控機床的加工精度是衡量機床工作性能的關鍵指標,受到機床自身因素或者外界因素影響,高精度數控機床在加工過程中可能會存在動態誤差或者靜態誤差,誤差的存在直接影響著高精度數控機床加工軌跡,從而機床加工生產的產品質量無法達標,因此對高精度數控機床加工軌跡控制是非常有必要的。針對高精度數控機床加工誤差問題,國外研究者從不同的角度提出了多種解決辦法,提出了高精度數控機床加工軌跡優化控制方法,以及加工軌跡插補方法。但是國內高精度數控機床加工軌跡控制技術起步比較晚,雖然近幾年掀起了研究熱潮,但是現有的控制方法在實際應用中控制效果仍舊比較差,由于控制流程比較復雜,計算量較大,控制后數控機床加工軌跡與理想加工軌跡仍然存在較大的誤差,已經無法滿足高精度加工需求,為此提出基于PLC 技術的高精度數控機床加工軌跡控制方法。
1 高精度數控機床加工軌跡控制
對于高精度數控機床加工軌跡的控制,涉及數控機床的運動學,故此次設計的控制方法,第一步為建立數據機床運動數學模型,對高精度數控機床運動學以數學形式描述,將其作為控制對象;第二步,通過讀取數控機床加工文件中相關數據,獲取到數控機床運動軌跡坐標信息,并預測分析出數控機床加工軌跡誤差;第三步,根據預測結果,利用PLC 技術重新編碼數控機床加工軌跡,通過刀具空間位置坐標系轉換和中間指令點擬合,對原有的運動軌跡進行調整和優化,實現對高精度數控機床加工軌跡的控制。
1.1 建立數控機床運動數學模型
數控機床運動數學模型是加工軌跡控制轉換工具,由于其運動符合線性規律,可以利用數學方程式的形式將其運動軌跡表示出來[2]。數控機床運動軌跡為機床刀具位置在三維空間內的變換所形成的路徑,其位置的變換主要依靠變換矩陣,假設數控機床工作面空間坐標系為N,在該三維坐標系中刀具繞空間坐標軸做旋轉、平移運動,故數控機床運動坐標變換為:

公式(1)中,F表示數控機床運動坐標變換數學模型;R(X,A)、R(Y,B)、R(Z,C)分別為數控機床刀具繞空間坐標系X、Y、Z坐標軸、沿矢量平移A、B、C的變換矩陣[3]。為了進一步對數控機床加工運動學數學描述,基于數控機床運動坐標變換數學模型,對數控機運動學逆變換和正變換。
逆變換是將刀具向空間坐標軸位移脈沖當量的轉換,假設數控機床工作面空間N中刀具參考點的位置信息為n,其中包括刀具參考點位的坐標、角度等信息,當機床刀具的擺動角度為零時,此時高精度數控機床可以等效為一個三軸聯動機床,刀具的驅動位移可表示為:

公式(2)中,q(t)表示刀具擺動角度為零情況下,在t時刻驅動刀具的位移;x、y、z表示在空間坐標系中刀具參考點位橫坐標、縱坐標、斜坐標;xw、yw、zw表示刀具偏置矢量的橫坐標、縱坐標和斜坐標[4]。當刀具的擺動角度不為零時,此時高精度數控機床可以等效為一個五軸聯動機床,刀具的擺動角度由刀具繞坐標軸的角度所決定,利用歐拉角的形式描述刀具的位姿,進而可以求出刀具的驅動位移,其用公式表示為:

公式(3)中,q0(t)表示刀具擺動角度不為零情況下,在t時刻驅動刀具的位移;r表示刀具參考點在固定參考坐標系中的方位矢量;a表示三維空間坐標系N相對于固定參考坐標系的歐拉角;b表示刀具的姿態矢量;x0、y0表示參考點在固定參考坐標系中的橫坐標與縱坐標。
正變換是將刀具向空間坐標軸位置與擺動角度的變換,假設數控機床各支鏈轉動副的轉角為α,根據牛頓-拉斐遜數值理論,可以將數控機床運動學正變換表示為:

公式(4)中,q1(t)表示數控機床運動學正變換位移;β表示數控機床刀具擺動角度[5]。通過以上數控機床運動學正變換和逆變換分析,建立數控機床運動數學模型為:

公式(5)中,Q表示數控機床運動數學模型,在該數學模型上控制機床加工軌跡。
1.2 加工軌跡誤差預測
高精度數控機床所有運動數據都記錄在機床的加工文件中,利用OSHFI 讀卡器對數控機床加工文件中所有刀具點位數據讀取,將其作為加工軌跡誤差預測的數據依據。數控機床運動軌跡可以分解成為直線和曲線兩種,其軌跡誤差為直線軌跡誤差與曲線軌跡誤差總和,因此需要對這兩種誤差進行計算。將獲取的點位數據與理想點位比對,可以得出高精度數控機床的直線軌跡誤差,機床直線軌跡誤差如圖1所示。
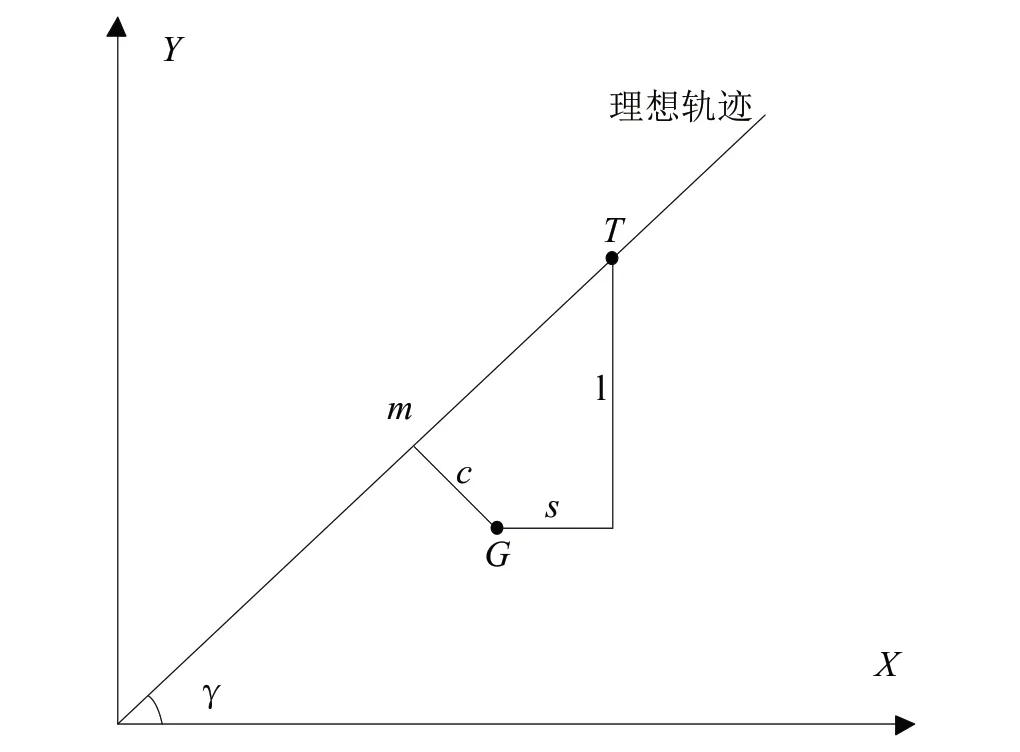
圖1 高精度數控機床直線軌跡誤差示意圖Fig.1 Schematic diagram of linear trajectory error of high precision cnc machine tool
如圖1可以看出,γ表示數控機床理想軌跡與空間坐標系中的橫坐標軸的夾角,點T為數控機床刀具運動指令位置點,G為當前數控機床刀具實際位置點,m為數控機床刀具實際位置點與理想軌跡最近距離直線的交點,根據這幾個點的幾何關系,求出數控機床直線運動橫坐標軸跟隨誤差和縱坐標軸跟隨誤差,進而求出數控機床直線軌跡誤差:

公式(6)中,c表示數控機床直線運動軌跡誤差;s表示橫坐標軸的跟隨誤差;l表示縱坐標軸的跟隨誤差[6]。假設數控機床參考圓弧曲線軌跡為ρ,該曲線圓弧的圓心為ε,根據數控機床刀具參考點與實際點位的幾何關系,求出數控機床曲線誤差:

公式(7)中,c0表示數控機床曲線運動軌跡誤差;x*表示圓弧曲線圓心ε的橫坐標;δ表示圓弧曲線上過期望加工點的切線與橫軸的夾角;ex表示實際加工點的橫坐標;ey表示實際加工點的縱坐標[7]。將以上計算得出的直線運動誤差c與曲線運動誤差c0相加,即可得到高精度數控機床加工軌跡誤差,為后續加工軌跡實時插補控制提供依據。
1.3 基于PLC 技術的加工軌跡實時插補控制
在上述基礎上,利用PLC 技術對加工軌跡實時插補控制,生成加工軌跡實時插補控制程序,并通過可編程邏輯控制器(PLC)執行,其控制程序如下。
打開待控制的高精度數控機床的刀位文件,根據刀位誤差,將刀位工件坐標系轉換為高精度數控機床坐標系,實現誤差優化后的坐標轉換,假設P為與工件固聯的刀具坐標系,工件中心點為該坐標系的原點,L為數控機床刀具與定軸固聯的坐標系,該坐標系原點在工件固聯坐標系P的位置矢量為J,建立完坐標系后,利用以下公式確定工件坐標系下誤差點位在數控機床空間坐標系下的對應值:

公式(8)中,C表示誤差點位在數控機床空間坐標系下的對應值;?表示工件坐標系下刀軸矢量對應的機床坐標系下的旋轉角度;υ表示誤差點位繞機床坐標系橫坐標軸的旋轉角度;xC、yC分別表示誤差點位的橫坐標和縱坐標[8]。
根據上述公式計算結果,在工件坐標系中對誤差點位進行調整,使其恢復到理想點位上,其用公式表示為:

公式(9)中,C*表示轉換后的工件坐標系中刀具坐標。通過PLC 技術對中間指令點擬合,使數控機床運動數學模型輸出的運動點集形成新的刀具軌跡,使刀具運動點坐標無線接近轉換后的刀具坐標,對其進行插補控制[9]。考慮到直接使用直線段對誤差點位進行逼近,會破壞掉原曲線的連續性,致使在數控機床加工軌跡插補控制過程中,機床的速度和加速度不連續,因此采用曲線擬合方法對中間指令進行擬合,其擬合公式為:

公式(10)中,Zu表示中間指令擬合曲線;?表示節點向量;Pi表示曲線參數;κ表示權值,為了簡化運算,將該權值默認為1。通過中間指令曲線擬合,使數控機床運動數學模型輸出的點位逼近理想軌跡,以此消除軌跡誤差。將以上程序使用編碼編寫在可編輯邏輯控制器(PLC)中,將PLC 與高精度數控機床伺服電機連接,通過執行控制程序,調整高精度數控機床刀具加速度以及刀具移動姿態,從而實現基于PLC 的高精度數控機床加工軌跡控制。
2 實驗論證分析
實驗以某高精度數控機床為實驗對象,該數控機床型號為SAFAE/55414,是典型的立式數控機床,刀具直徑為80-300mm,刀具重量為8kg,該數控機床目前主要用于加工汽車零部件,對加工精度要求較高,利用此次設計方法與傳統方法對該高精度數控機床加工軌跡進行控制。實驗以8 種汽車零部件為高精度數控加工對象,開啟數控機床開關,根據零部件加工需求,將數控機床的加速度設定為45000mm/s3,給進速度設定為100mm/s,每個零部件各加工1000 件,將準備好的OSHFI 讀卡器與數控機床生產系統連接,并通過USB 接口接收到數控機床加工文件中的刀位數據,具體如表1所示。

表1 數控機床刀位文件中刀位數據Tab.1 Tool position data in tool position file of nc machine tool
通過對讀取到的刀位數據分析、誤差預測、插補控制,完成零部件加工任務。實驗使用專用測量儀器對每個加工部件加工誤差進行測量,取平均值作為最終加工誤差,并使用電子表格對數據進行記錄,兩種方法應用下機床加工誤差對比如表2所示。

表2 兩種方法應用下機床加工誤差對比(mm)Tab.2 Comparison of machining errors of machine tools under the application of two methods (mm)
通過對表2中數據分析可以得出結論:應用設計方法對高精度數控機床加工軌跡控制后,零部件加工誤差最大僅為0.03mm,最小加工誤差為0.01mm,均在誤差允許范圍內,說明應用設計方法高精度數控機床運動軌跡與理想軌跡基本一致,設計方法具有良好的控制效果;而應用傳統方法對高精度數控機床加工軌跡控制后,加工的零部件誤差最大為0.34mm,遠遠超出誤差允許范圍,而且最小加工誤差也已經達到了0.13mm,遠遠高于設計方法,因此實驗結果證明了,在控制精度方面設計方法優于傳統方法,能夠有效控制高精度數控機床加工軌跡,相比較傳統方法更適用于高精度數控機床加工軌跡控制。
3 結語
將PLC 技術與數控機床加工軌跡控制融合,提出了一個新的加工軌跡控制思路,并通過實驗驗證了該思路的可行性,此次研究有助于提高高精度數控機床加工精度,同時還有助于提高生產質量,以及高精度數控機床加工軌跡的控制技術水平,具有良好的現實研究意義。但是由于該方法尚未在實際中進行大量的操作和應用,在某些方面可能存在一些不足之處,今后會對基于PLC技術的高精度數控機床加工軌跡控制方法優化研究,為高精度數控機床加工軌跡的控制提供有力的理論支撐。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56