雙絲焊技術(shù)在中部槽專機焊接中的應(yīng)用研究
2022-12-02 07:50:10董曼淑DONGManshu彭春濤PENGChuntao陳兵CHENBing趙一鳴ZHAOYiming
價值工程 2022年32期
董曼淑DONG Man-shu;彭春濤PENG Chun-tao;陳兵CHEN Bing;趙一鳴ZHAO Yi-ming
(寧夏天地奔牛實業(yè)集團有限公司,石嘴山 753001)
1 研究意義
根據(jù)[1]《國務(wù)院關(guān)于加快振興裝備制造業(yè)的的若干意見》以及發(fā)改委等八部委關(guān)于推動智能化技術(shù)與煤炭產(chǎn)業(yè)融合發(fā)展,未來煤礦工程機械大型高端綜采裝備生產(chǎn)制造將是國家煤炭行業(yè)重點扶持項目。刮板輸送機中部槽[2,3]是綜合采煤機械的核心裝備,是煤礦工作面運輸設(shè)備,擔負著運煤的作用,主要由中板、底板、槽幫等焊接而成,是刮板輸送機中部槽重要組成部件。
高效化是當前焊接技術(shù)的發(fā)展方向。要實現(xiàn)高效化焊接,措施之一就是提高焊接速度,由于提高焊接速度易產(chǎn)生未焊透、焊道不連續(xù)、咬邊等缺陷,因而通常熔化極氣體保護焊的焊速只為0.3-0.5m/min;措施之二是提高焊絲熔敷率,在一般MIG/MAG 焊時,往往在提高焊絲熔敷率的同時也意味著熱輸入的增加,從而引起焊接變形等問題。實際應(yīng)用證明,采用雙絲熔化極氣體保護焊可提高生產(chǎn)效率和焊接質(zhì)量,減少焊接變形,節(jié)約焊接材料,改善勞動條件,因而雙絲熔化極氣體保護焊到了發(fā)展及應(yīng)用。但普遍都是雙絲機器人焊接應(yīng)用于批量結(jié)構(gòu)件產(chǎn)品實現(xiàn)高效化焊接。
由于大型刮板輸送機中部槽產(chǎn)品在煤礦井下工作過程中承受著復(fù)雜的受力狀況、連續(xù)運行的惡劣工況條件影響,刮板輸送機性能的可靠性是進行高效作業(yè)的根本保證,采用高強材料及合適的焊接制造工藝是實現(xiàn)刮板輸送機高可靠性的關(guān)鍵。但是,目前,我國大部分煤礦刮板輸送機的制造企業(yè)在中部槽專機焊接方面仍然使用單絲MAG焊,存在著效率低等問題。
為了提高中部槽專機焊接效率,當務(wù)之急是與國內(nèi)專業(yè)設(shè)備廠家進行合作,研制適用于中部槽專機的雙絲焊接裝備,解決公司中部槽專機焊接效率低的瓶頸問題。對公司快速發(fā)展具有十分重要的意義。
2 國內(nèi)外技術(shù)發(fā)展趨勢與現(xiàn)狀
多絲焊的研究國內(nèi)外都是從雙絲埋弧焊開始,雙絲埋弧焊最早應(yīng)用在1948 年。雙絲埋弧焊包括雙絲和串列雙弧兩種。目前,雙絲埋弧焊在生產(chǎn)中已經(jīng)得到了廣泛的應(yīng)用,但由于埋弧焊熔池不可見,加之只適合平焊位置,因此這種方法有較多限制。
隨著熔化極氣體保護焊的普及,國內(nèi)研制了雙絲焊CO2氣體保護焊新工藝,用于電機座焊接實際應(yīng)用證明它可以減小變形,提高焊接質(zhì)量和焊接效率,改善勞動強度。加拿大也研制出了脈沖雙絲焊用于窄間隙高強鋼的焊。日本的NKK船廠采用雙高速旋轉(zhuǎn)電弧的工藝,用于角焊縫的焊接。奧地利福尼斯公司成功開發(fā)的單槍雙絲MIG 焊技術(shù),該技術(shù)焊接效率高,焊接變形小,焊槍小巧可達焊接任何位置。
近幾年來,鋁合金等有色金屬材料在焊接生產(chǎn)中應(yīng)用越來越廣泛,因此鋁合金雙絲焊研究也比較廣泛。為了提高我國工業(yè)企業(yè)的焊接生產(chǎn)效率和焊接生產(chǎn)水平,珠海雅各臣從德國克魯斯公司引進了高速高效雙絲焊技術(shù),并在國內(nèi)大力推廣應(yīng)用。雙絲焊的應(yīng)用越來越廣泛,越來越被工業(yè)企業(yè)重視。
3 試驗過程
3.1 試驗材料
NM450 耐磨試板、鑄件試板ZG30SiMnA、ER69-G(Φ1.2)焊絲。
3.2 NM450 與ZG30SiMnA 的焊接
3.2.1 焊接接頭性能試驗
①試驗條件(見表1)。

表1 試驗條件
②接頭形式。
板厚t=50,對接雙面對稱,坡口50°鈍邊5mm,點對間隙2.5、4mm。(見圖1)
③雙電源雙絲焊接:
1)雙電源雙絲焊接試驗采用雙電源雙絲機器人工作站焊接,打底采用單絲、雙絲打底兩種形式,其他填充蓋面都采用雙絲,工件分別標識為1# 、2#要求,焊接規(guī)范、各層焊接參數(shù)見表2、表3。

表2 雙電源雙絲焊接規(guī)范

表3 雙電源雙絲各層焊接參數(shù)
2)雙電源不同試件焊接過程(見圖2-圖5)。
④單電源雙絲焊機焊接規(guī)范。
1)單電源雙絲焊接試驗采用單電源雙絲焊機焊接,打底采用單絲、雙絲打底兩種形式,其他填充蓋面都采用雙絲,工件分別標識為3# 、4#要求,焊接規(guī)范、各層焊接參數(shù)見表4、表5。

表4 單電源雙絲焊接規(guī)范
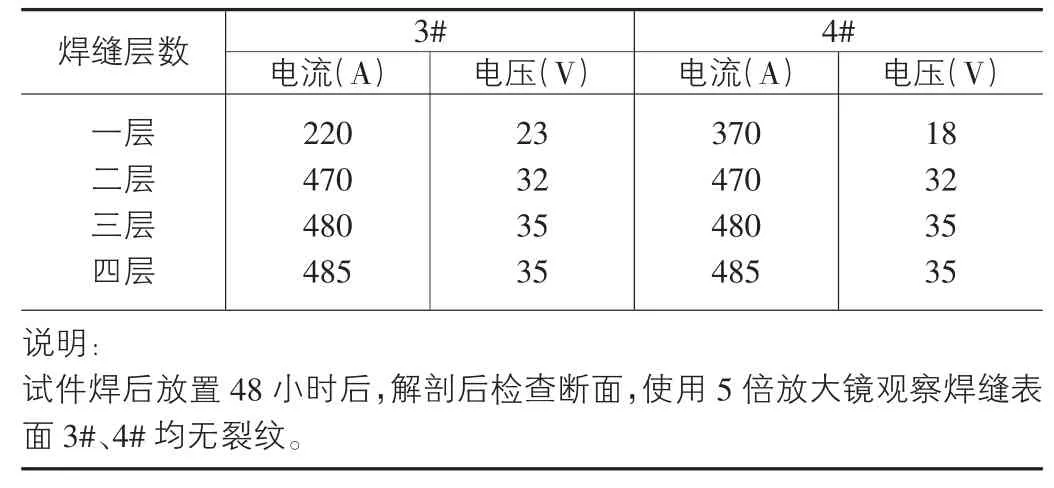
表5 單電源雙絲各層焊接參數(shù)
2)單電源不同試件焊接過程(見圖6-圖9)。
⑤試樣制備情況。
試件焊后保溫冷卻,24 小時后外觀檢查無缺陷,然后制作拉伸和沖擊試樣。
3.2.2 焊接接頭截面、機械性能試驗結(jié)果
①焊接接頭截面熔合情況(見圖10-圖13)。
通過觀察:1#試件根部出現(xiàn)未焊透現(xiàn)象,填充、蓋面無缺陷。2#、3#、4#試件根部、填充、蓋面均無缺陷。3#、4#試件焊縫外觀飛濺大于1#、2#試件。
②焊接接頭拉伸試驗(見表6)。

表6 焊接接頭拉伸試驗數(shù)據(jù)
③焊接接頭沖擊試驗(見表7)。

表7 焊接接頭拉沖擊驗數(shù)據(jù)
4 試驗結(jié)論
①雙電源雙絲機器人焊接,單絲打底焊,根部、填充、蓋面無缺陷;雙絲打底焊,根部出現(xiàn)未焊透現(xiàn)象,填充、蓋面無缺陷。②單電源雙絲焊機焊接,單、雙絲打底焊,根部、填充、蓋面無缺陷。
5 現(xiàn)場驗證
通過以上單電源、雙電源雙絲焊接試板研究,綜合分析結(jié)論,最終選擇了單電源在中部槽焊接專機上進行雙絲焊接技術(shù)的改造。并進行了中部槽雙絲焊接專機的試生產(chǎn),有效提高了中部槽的焊接效率(見圖14)。
6 結(jié)語
①通過單電源、雙電源的不同形式的雙絲焊接試驗及數(shù)據(jù)對比分析,確定單電源雙絲焊接質(zhì)量可靠,性能能滿足公司要求。②采用單電源雙絲焊接技術(shù),解決了中部槽單絲焊接專機焊接效率低的問題,提高了中部槽焊接效率。