GB/T 40800-2021《鑄鋼件焊接工藝評定規(guī)范》國家標(biāo)準(zhǔn)解讀
2022-12-01 03:15:54曹健峰呂昌略劉建軍
中國鑄造裝備與技術(shù) 2022年6期
曹健峰,呂昌略,劉建軍
(中車戚墅堰機(jī)車車輛工藝研究所有限公司,江蘇常州 213011)
1 標(biāo)準(zhǔn)概況
焊接工藝評定是焊接質(zhì)量管理體系中的重要過程。通過焊接工藝評定,檢驗(yàn)擬訂的焊接工藝預(yù)規(guī)程焊制的焊接接頭的使用性能是否符合設(shè)計(jì)要求,并為正式制定焊接工藝指導(dǎo)書或焊接工藝卡提供可靠的依據(jù)。我國在焊接質(zhì)量保證的各個(gè)環(huán)節(jié),如焊接人員考核、焊接工藝評定、焊接工藝規(guī)程、焊接材料等,均建立了比較完善的標(biāo)準(zhǔn)體系,也開展了大量的標(biāo)準(zhǔn)化活動(dòng),制定了相應(yīng)的標(biāo)準(zhǔn)。其中焊接工藝評定在承壓設(shè)備[1]、現(xiàn)場設(shè)備、工業(yè)管道[2]、石油輸氣管道[3]、鋼結(jié)構(gòu)[4]等多領(lǐng)域均已實(shí)現(xiàn)標(biāo)準(zhǔn)化,但在鑄鋼件的焊接工藝評定上尚處于空白狀態(tài)。
本標(biāo)準(zhǔn)是國家標(biāo)準(zhǔn)化管理委員會(huì)2018 年3月8 日下達(dá)的2018 年第一批國家標(biāo)準(zhǔn)制修訂計(jì)劃項(xiàng)目(國標(biāo)委綜合[2018]25 號),計(jì)劃項(xiàng)目編號:20180216-T-469。本標(biāo)準(zhǔn)是在ISO 11970:2016 的基礎(chǔ)上,結(jié)合我國鑄鋼件焊接生產(chǎn)實(shí)踐,對ISO 11970:2016 所確定的方法做了適當(dāng)修訂編制而成,已于2021 年10 月11 日發(fā)布,并于2022 年5月1 日正式實(shí)施。
2 標(biāo)準(zhǔn)的主要內(nèi)容
2.1 適用范圍
本標(biāo)準(zhǔn)適用于鑄鋼件的電弧焊工藝評定。制造企業(yè)應(yīng)在焊接工藝實(shí)施之前完成焊接工藝評定,以驗(yàn)證所擬定的試件焊接工藝的正確性。焊接工藝評定的一般過程:
(1)根據(jù)鑄鋼材料的焊接性能,按照設(shè)計(jì)文件、制造工藝以及GB/T 19868.3 規(guī)定,擬定焊接工藝預(yù)規(guī)程(pWPS);
(2)施焊試件和制取試樣;
(3)檢測焊接試件是否符合規(guī)定;
(4)形成焊接工藝評定報(bào)告。
2.2 試件的制備與焊接
試件的形式主要分為兩大類,補(bǔ)焊接頭形式與對接接頭形式,其中補(bǔ)焊接頭形式又分為凹坑型與穿透型兩種形式,這也是鑄鋼件生產(chǎn)中最常見的接頭形式,對接接頭形式主要是管的對接與板的對接兩種形式。制造企業(yè)按照焊接工藝預(yù)規(guī)程焊接試件。
2.3 試件的檢驗(yàn)
試件的檢驗(yàn)按照表1 進(jìn)行,針對測試內(nèi)容射線檢測或超聲檢測、表面裂紋檢測、橫向拉伸試驗(yàn)、彎曲試驗(yàn)、沖擊試驗(yàn)等均增加了補(bǔ)充規(guī)定,如超聲波檢測,考慮到8mm 以下焊縫超聲波探傷后如何進(jìn)行等級評定沒有標(biāo)準(zhǔn)依據(jù),此外,奧氏體材料由于晶粒粗大,組織不均,超聲波探傷難度較大,因此明確規(guī)定“超聲波檢測不適用于厚度小于8mm 的試件,且不適用于奧氏體材料”。對于腐蝕試驗(yàn),多數(shù)鑄鋼材料并不要求,因此將其歸入附加試驗(yàn),其他如橫向拉伸試驗(yàn)、彎曲試驗(yàn)以及宏觀金相,根據(jù)現(xiàn)在國內(nèi)大多數(shù)廠家的焊接工藝評定,對其測試范圍進(jìn)行了相應(yīng)調(diào)整。試件的所有檢驗(yàn)應(yīng)該在要求的焊后熱處理結(jié)束之后進(jìn)行,針對如Cr-Mo 鋼、低合金高強(qiáng)度鑄鋼等有延遲裂紋傾向的鑄鋼需要在24h 之后才能進(jìn)行檢驗(yàn)。
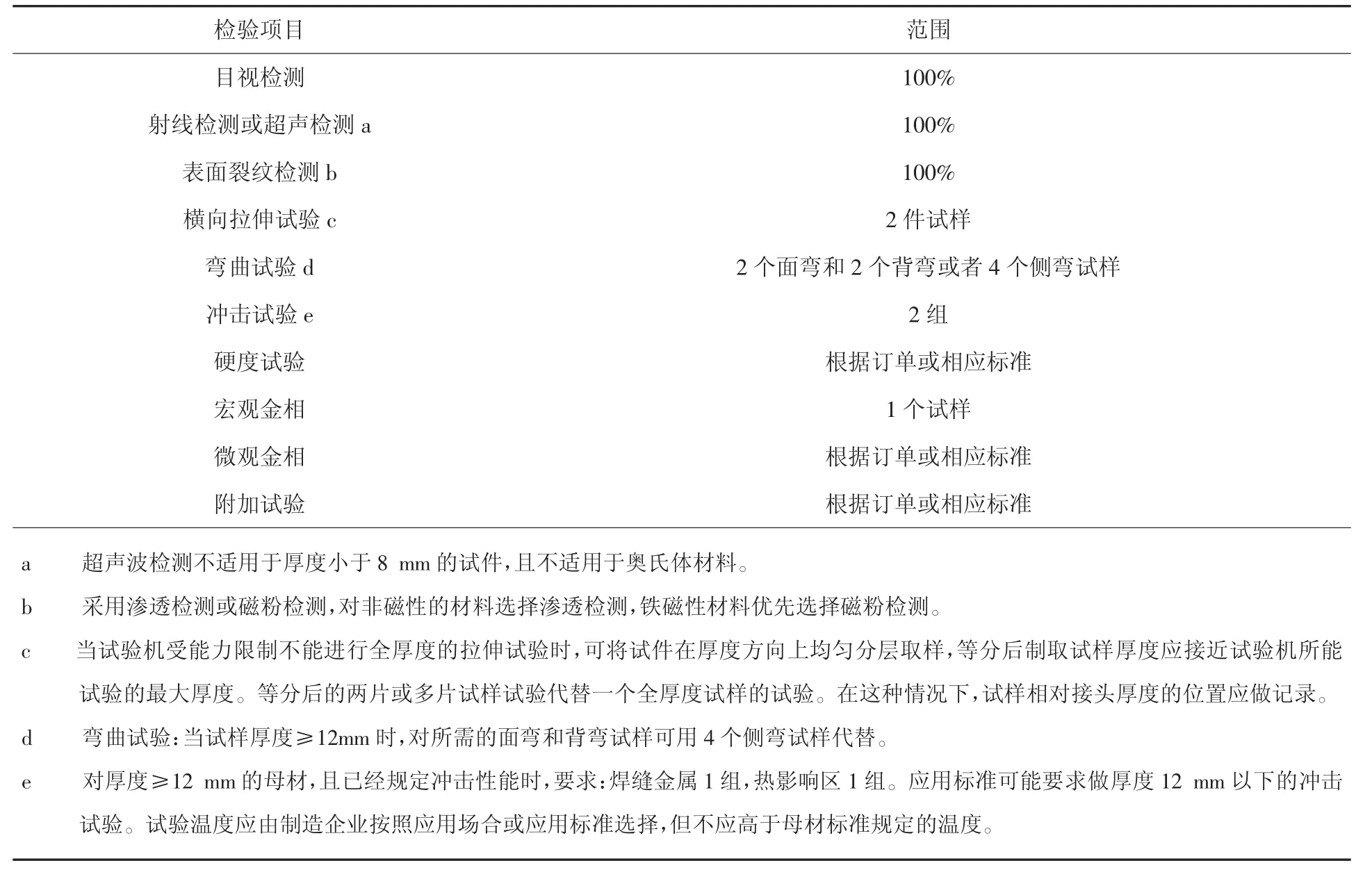
表1 試件的檢驗(yàn)項(xiàng)目
2.4 破壞性試驗(yàn)及結(jié)果評價(jià)
破壞性試驗(yàn)主要有橫向拉伸試驗(yàn)、彎曲試驗(yàn)、宏觀金相、微觀金相、沖擊試驗(yàn)以及硬度測試等檢測項(xiàng)點(diǎn),針對每個(gè)檢測項(xiàng)點(diǎn)均明確了合格評價(jià)方式以貼合實(shí)際應(yīng)用。橫向拉伸試驗(yàn)和沖擊試驗(yàn)都分別增加了對異種鋼焊接接頭的規(guī)定,如橫向拉伸試驗(yàn)要求每個(gè)試樣的抗拉強(qiáng)度應(yīng)不低于兩種母材標(biāo)準(zhǔn)規(guī)定值下限的較低值,沖擊試驗(yàn)要求在每側(cè)母材熱影響區(qū)分別取樣。
本標(biāo)準(zhǔn)增加了對彎曲試驗(yàn)的規(guī)定。從試驗(yàn)?zāi)康膩砜矗瑱M向拉伸試驗(yàn)的目的是測試焊接接頭的抗拉強(qiáng)度,彎曲試驗(yàn)則是檢驗(yàn)焊接接頭拉伸面上的塑性,同時(shí)可反應(yīng)出各區(qū)域的塑性差別,這兩項(xiàng)試驗(yàn)互為補(bǔ)充,可充分驗(yàn)證焊接接頭的力學(xué)性能。關(guān)于試樣的復(fù)試,重點(diǎn)增加了沖擊試樣試驗(yàn)不合格時(shí)的復(fù)試規(guī)定,在沖擊試驗(yàn)過程中,試驗(yàn)設(shè)備、試樣與試驗(yàn)過程都可能會(huì)影響試驗(yàn)數(shù)據(jù)的穩(wěn)定性,當(dāng)出現(xiàn)一組試樣的試驗(yàn)結(jié)果不合格時(shí)(如單個(gè)值低于規(guī)定值的70%),可取三個(gè)附加試樣進(jìn)行附加試驗(yàn)。
2.5 工藝評定適用范圍
制造企業(yè)獲得的焊接工藝評定規(guī)范僅適用在其相同質(zhì)量和技術(shù)控制的車間或現(xiàn)場焊接。鑄鋼材料種類繁多,為了減少焊接工藝評定的數(shù)量,對鑄鋼件材料進(jìn)行了分組,分組方式仍沿用ISO 11970:2016 標(biāo)準(zhǔn)中的規(guī)定,當(dāng)母材組別改變時(shí)應(yīng)重新進(jìn)行評定。對于異種材料鑄鋼件的焊接,由于接頭成分、性能、組織分布不均勻,因此即使這兩種母材各自都已評定合格,其異種鋼焊接接頭仍應(yīng)重新評定,而采用過渡層的異種鋼焊接,無論是母材或過渡層材質(zhì)有任何改變,其焊接工藝應(yīng)重新評定。
焊接工藝通用規(guī)則中,對于焊接方法,經(jīng)評定合格的焊接工藝僅適用于評定時(shí)所用的焊接方法,并且只能用同一焊接工藝評定同一焊接方法,不應(yīng)使用其他焊接方法評定,在實(shí)際中存在很多此類情形,為避免引起不同的爭執(zhí),本標(biāo)準(zhǔn)做統(tǒng)一規(guī)定。對同一條焊縫使用兩種或兩種以上焊接方法(或焊接工藝)時(shí),可按每一種焊接方法(或焊接工藝)分別進(jìn)行評定,也可使用兩種或兩種以上的焊接方法(或焊接工藝)焊接試件,進(jìn)行組合評定。組合評定合格后,可以單獨(dú)采用其中一種或幾種焊接方法(或焊接工藝),但要保證每一種焊接方法(或焊接工藝)所熔覆的焊縫金屬厚度都在已評定的各自有效范圍內(nèi),且所使用的焊接方法(或焊接工藝)順序有效。
焊接試板時(shí)不同位置的焊接熱輸入有所不同,焊接熱輸入會(huì)對焊縫區(qū)及熱影響區(qū)組織產(chǎn)生影響,從而改變焊縫及熱影響區(qū)性能。熱輸入越大,焊縫區(qū)及熱影響區(qū)組織越粗大,韌性越差,熱輸入過小,焊縫及熱影響區(qū)硬度偏低。因此,對于試件取樣位置,在有沖擊試驗(yàn)和(或)硬度試驗(yàn)要求時(shí),為了評定所有的位置,沖擊試樣應(yīng)取自熱輸入最高的焊縫部位,硬度試樣應(yīng)取自熱輸入最低的焊縫部位。同時(shí)為滿足沖擊試驗(yàn)和(或)硬度試驗(yàn),如不要求在單一位置做評定,則應(yīng)在不同焊接位置焊制兩塊試件;當(dāng)要求對所有位置進(jìn)行評定時(shí),兩塊試件均應(yīng)進(jìn)行全面的目視檢測和無損檢測。
由于單層焊與多層焊對材料的力學(xué)性能影響差異很大,針對評定合格的焊接工藝,從多層焊改為單層焊和相反的情況下,都需要重新評定。為便于熱輸入值的計(jì)算,本標(biāo)準(zhǔn)對熱輸入計(jì)算公式及一般焊接方法對應(yīng)的熱效率系數(shù)進(jìn)行了規(guī)定。當(dāng)有沖擊試驗(yàn)要求時(shí),熱輸入上限值不得高于在焊接試件時(shí)熱輸入值的115%,當(dāng)有硬度試驗(yàn)要求時(shí),熱輸入下限值不得低于在焊接試件時(shí)熱輸入值的85%。
關(guān)于試件的后熱與焊后熱處理方面,后熱可以消除焊接產(chǎn)生的熱應(yīng)力、均勻焊縫和熱影響區(qū)的組織、排除焊縫在焊接過程中產(chǎn)生的氫脆,因此本標(biāo)準(zhǔn)規(guī)定后熱不應(yīng)取消,但可增加;工藝評定試件的焊后熱處理應(yīng)當(dāng)和焊縫在產(chǎn)品中受到的熱處理基本上相同,為便于生產(chǎn)操作,規(guī)定在熱處理溫度下累計(jì)時(shí)間不得少于產(chǎn)品所用時(shí)間的80%,但可在一次熱循環(huán)中完成,同時(shí)在熱處理類別、熱處理溫度和保溫時(shí)間(增加)超出原評定時(shí)的有效范圍以及冷卻工藝改變時(shí)的焊接工藝需要重新評定。
針對不同的焊接方法,在有氣體保護(hù)時(shí),實(shí)際生產(chǎn)中有許多混合氣體的情況,規(guī)定當(dāng)保護(hù)氣體和(或)背面保護(hù)氣體或混合氣體的名義化學(xué)成分發(fā)生改變時(shí),原先經(jīng)評定合格的焊接工藝應(yīng)重新評定。
3 標(biāo)準(zhǔn)的特點(diǎn)介紹
本標(biāo)準(zhǔn)在起草過程中修改采用了ISO 11970:2016 Specification and qualification of welding procedures for production welding of steel castings《鑄鋼件焊接工藝規(guī)范及焊接工藝流程批準(zhǔn)程序》。在總體結(jié)構(gòu)和基本內(nèi)容方面兩者沒有明顯差異,與國際標(biāo)準(zhǔn)水平相當(dāng)。
目前鑄鋼件產(chǎn)品的要求越來越高,產(chǎn)品的返修補(bǔ)焊必不可少,國內(nèi)暫無相關(guān)指導(dǎo)鑄鋼件生產(chǎn)的焊補(bǔ)工藝評定規(guī)范,國內(nèi)鑄鋼件產(chǎn)品的修補(bǔ)性焊接均只能采用ASME IX 或者ISO15614-1 等標(biāo)準(zhǔn),其標(biāo)準(zhǔn)的指向性均為產(chǎn)品的結(jié)構(gòu)性焊接,與鑄鋼件補(bǔ)焊存在較大的不同。本標(biāo)準(zhǔn)是通過國際標(biāo)準(zhǔn)轉(zhuǎn)化,并結(jié)合我國鑄鋼件生產(chǎn)實(shí)踐編制而成,解決了我國鑄鋼件焊接工藝評定標(biāo)準(zhǔn)缺失的問題。本標(biāo)準(zhǔn)的制定能夠系統(tǒng)的規(guī)范鑄鋼件補(bǔ)焊的工藝評定,給鑄鋼件補(bǔ)焊工藝驗(yàn)證提供可靠的保障。同時(shí),還能夠在保證焊接接頭質(zhì)量的前提下盡可能提高焊接工藝評定效率和最大限度的降低工藝評定成本,獲取最大的經(jīng)濟(jì)效益。
4 標(biāo)準(zhǔn)應(yīng)用說明
本標(biāo)準(zhǔn)主要適用于鑄鋼件的電弧焊工藝評定,常見的如焊條電弧焊、鎢極氣體保護(hù)焊、埋弧焊、熔化極氣體保護(hù)焊等焊接方法,如客戶同意也可應(yīng)用于鑄鋼件其他熔化焊的焊接工藝評定。本標(biāo)準(zhǔn)根據(jù)我國鑄鋼件生產(chǎn)過程中補(bǔ)焊的切實(shí)需求,結(jié)合配套產(chǎn)品技術(shù)規(guī)范的技術(shù)要求,提出了相應(yīng)的焊接工藝評定的規(guī)范要求,為評定施焊單位是否有能力焊出符合相關(guān)國家或行業(yè)標(biāo)準(zhǔn)、技術(shù)規(guī)范所要求的焊接接頭,提供了統(tǒng)一的評判標(biāo)準(zhǔn),填補(bǔ)了國內(nèi)鑄鋼件補(bǔ)焊工藝評定的空白,有利于保障我國鑄鋼件生產(chǎn)企業(yè)產(chǎn)品補(bǔ)焊的質(zhì)量和可靠性,從而更好的促進(jìn)企業(yè)的發(fā)展。此外,通過本標(biāo)準(zhǔn)的實(shí)施,可以不斷的增加企業(yè)對焊接工藝評定的執(zhí)行力,促進(jìn)我國鑄鋼件焊接工藝評定標(biāo)準(zhǔn)與國際快速接軌。
5 結(jié)束語
本標(biāo)準(zhǔn)針對鑄鋼件的焊接實(shí)踐,從符合性及實(shí)用性等方面對鑄鋼件焊接工藝評定進(jìn)行了規(guī)范。雖然本標(biāo)準(zhǔn)已囊括鑄鋼件生產(chǎn)實(shí)踐中常用的鑄鋼材料及常用焊接方法,可滿足大部分鑄鋼件焊接工藝評定需求。但在部分領(lǐng)域及方法創(chuàng)新方面稍顯不足,如鑄鋼件的堆焊、鑄鋼件與其他非鑄鋼件之間的異種鋼焊接及激光焊、等離子束焊等方面的研究仍有不足,還需要做進(jìn)一步的研究及歸納,以拓展本標(biāo)準(zhǔn)的適用性及覆蓋面。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
