西門子828D數控車床編程技巧分析
2022-12-01 01:09:14王雪梅
科技風 2022年32期
王雪梅
山東科技大學工程實訓中心 山東青島 266590
隨著科學技術的發(fā)展,數控機床在工業(yè)中被廣泛應用,這給機械制造業(yè)的生產方式及產品結構帶來了深刻變化。許多高校的工程訓練中心適時增加了數控機床的實訓[1-4]。數控車床主要用來進行軸類、盤類等回轉體零件的加工,適用于多品種、中小批量產品的生產,對復雜、高精度零件尤能顯示優(yōu)越性。
由于加工程序是人的意圖與數控加工之間的橋梁,所以掌握加工程序的編制過程是整個數控加工的關鍵。數控編程是實現數控加工的重要環(huán)節(jié),對獲得更高的加工效率與加工質量起著重要作用[5-8]。為提高實訓同學編程的正確性和加工效率,保證實訓安全,現以實訓中常用的西門子SINUMERIK 828D為例,對編程技巧進行研究與探討。
1 SINUMERIK 828D編程基礎
編程的定義:為了使數控機床能根據零件加工的要求進行動作,必須將這些要求以機床數控系統(tǒng)能識別的指令形式告知數控系統(tǒng),這種數控系統(tǒng)可以識別的指令稱為程序,制作程序的過程稱為數控編程。
1.1 常用指令
準備功能G指令G00,G01,G02,G03
G00 XZ;快速點定位:快速移動到指定點。
G01 XZ;直線插補:按F給定進給速度直線移動到指定點。
G02 XZCR=;順時針圓弧插補;
G03 XZCR=;逆時針圓弧插補;
按F給定的進給速度按照順時針(逆時針)插補到指定點。
此外還有一些常用的輔助功能M指令及其他指令。
1.2 編程方式
SINUMERIK 828D采用絕對坐標編程和直徑編程方式。絕對坐標編程:以工件坐標系原點為基準的坐標值。直徑編程:徑向尺寸以直徑量表示。由于被車削零件的徑向尺寸在圖樣標注和測量時均采用直徑尺寸表示,所以在直徑方向編程時,以X(U)通常以直徑量表示。
1.3 編程方法
手動編程與圖形引導編程相結合的混合編程。其中圖形引導編程是指通過畫圖自動生成加工程序。
編程注意事項:零件圖形繪制中,通常會有斜角和圓角的過渡,倒斜角用參數CHR表示,倒圓角用RND表示,可以使用“選擇鍵”切換選擇。
2 SINUMERIK 828D數控系統(tǒng)程序結構
SINUMERIK 828D數控系統(tǒng)采用了傳統(tǒng)的手動編程與畫圖生成程序相結合的方法,使整個編程更簡單、直觀,便于新手學習、使用。以輪廓車削為例,先對程序結構進行分析。

整個程序分為兩大部分:主程序和輪廓程序。主程序通過編輯窗口手動輸入。主程序又分為三大部分:啟動定位、主體語句、退刀結束,其中主體語句又分為毛胚參數設置、輪廓調用、輪廓車削參數設置三部分。輪廓程序通過編輯窗口畫圖來生成。
3 SINUMERIK 828D數控系統(tǒng)編程分析探究
數控編程的過程不僅僅單指編寫數控加工指令代碼,還包括從零件分析到編寫加工指令代碼,再到制成控制介質,以及程序校核的過程。需要加工的零件如圖1所示。
工藝分析如下:
機床:CKNC-50H。
毛坯:外徑40mm尼龍棒。
刀具:T1D1——右偏刀,T3D1——切斷刀。
程序名:WKS1999。
工序:輪廓車削,粗車——精車。
程序編寫分析:
根據零件圖和加工工藝進行程序的編寫。
以輪廓車削為例:
點“新建”按鍵建立一個新程序,程序名可以是字母、數字或字母與數字的組合。主程序格式為××××.MPF,例如WKS1999.MPF。
第一步:新建一個程序:WKS1999。
按“程序管理”鍵,點擊屏幕右側“新建”鍵,打開新建窗口,輸入程序名“WKS1999”,按屏幕右下角“確認”鍵,新建程序并打開,這些程序段會被自動保存。
第二步:手動輸入主程序中的啟動定位部分。
啟動定位部分:T1D1;
M3 S300 F0.2;
G00 Z2;
X43;(根據毛坯粗細修改,比毛坯粗1~2mm)
第三步:設定毛胚參數。
點“其他”—“毛胚”設定毛胚參數。
在主程序中就會生成WORKPIECE語句,具體如下:
WORKPIECE(,,,”CYLINDER”,0,0,-150,-70,41)
第四步:設置切削參數。
點“輪廓車削”—“切削”設置切削參數—點“接收”鍵。
在主程序中就會生成CYCLE952語句,具體如下:
CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)
第五步:畫圖生成圖形引導編程程序。
點“輪廓車削”—“輪廓”—“新建輪廓”—輸入新名稱點“接收”進入畫圖界面。采用直徑編程,默認起點坐標X0 Z0,點擊接收,這時候在屏幕的右側會出現繪制圖形的基本元素,如下圖所示:
在圖4中,從上到下,依次為水平線、垂直線、斜線和圓弧。
首先,開始繪制第一個元素:圓弧。從圖1可以看出,這是一個逆圓弧,半徑CR=12,終點為(24,-12),將各個參數輸入系統(tǒng),點“接收”—“接收對話”可以得到下圖:
按照相同的方式,繪制后續(xù)的元素。完整的零件圖形如下圖:
零件圖形繪制結束,點擊接收,就會在編程界面自動生成輪廓程序。
E_LAB_A_009:
……
E_LAB_E_009:
第六步:輪廓調用。
點“輪廓車削”—“輪廓調用”—輸入輪廓名稱—點“接收”,形成CYCLE62語句。
具體如下:
CYCLE62(“009”,1,,)
第七步:手動輸入主程序中的退刀結束部分。
在CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)下面輸入退刀結束部分:
G00 X100;
Z100;
M05;
M30;
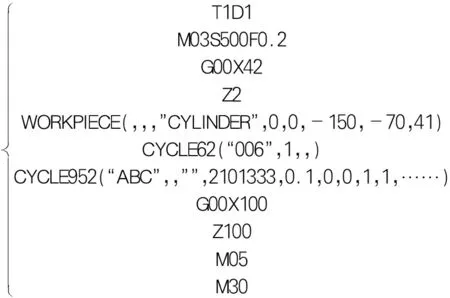
整個編程結束,完整的程序如下:
(程序號WKS1999)
T1D1
M03S500F0.2
G00X42
Z2(手動編程設定起刀點)
WORKPIECE(,,,”CYLINDER”,0,0,-150,-70,41)(毛胚參數設置)
CYCLE62(“009”,1,,)(調用加工輪廓)
CYCLE952(“ABC”,,””,2101333,0.1,0,0,1,1,……)(設置切削參數)
G00X100
Z100(手動編程設定退刀點)
M05
M30(程序結束)
E_LAB_A_009:;##SM Z:2
G18 G90 DIAM90;*GP*
G0 Z0 X0;*GP*
G3 Z-12 X24 K=AC(-12)I=AC(0);*GP*
G1 Z-27 X32;*GP*
Z-35;*GP*
X38 CHR=1;*GP*
Z-52;*GP*
E_LAB_E_009:(圖形引導編程)
第八步:程序模擬。
程序編制完成后需進行驗證,以確保程序正確,加工出來的工件符合設計要求,同時也能保證實訓同學和加工設備的安全。
模擬:采用圖形顯示功能校驗。圖形顯示功能動畫支持,可以顯示自動運行期間的刀具移動軌跡,操作者可通過觀察屏幕顯示出來的軌跡來檢查加工過程,顯示的圖形可以進行放大、縮小及復原,還可以選擇多種視圖方式,直觀形象。
其操作過程如下:
點“模擬”鍵,選擇“側視圖”或其他視圖方式。
模擬過程中出現報警,可按復位鍵“RESET”來消除,并按報警提示修改好程序。
結語
本文以SINUMERIK 828D數控系統(tǒng)廓加工編程為例,用具體編程步驟對編程技巧進行了探討。利用該編程步驟進行編程,可以使初學者盡快掌握編程方法,提高編程的正確性,保證實訓安全,提高加工效率[9]。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
裝備制造技術(2020年12期)2020-05-22 09:25:38
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年8期)2017-06-05 09:36:15
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
信息記錄材料(2016年4期)2016-03-11 15:22:54
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32