銅冶煉系統轉爐新型煙罩施工技術
2022-11-30 05:29:50強永厚
現代制造技術與裝備 2022年10期
關鍵詞:焊縫
強永厚
(八冶建設集團有限公司,金昌 737100)
1 工程概況
在銅冶煉工藝中,轉爐為圓筒狀回轉型冶金設備。爐門一般分布在爐體中間位置。在冶煉過程中,爐門為關閉狀態,防止液態金屬、煙氣溢出。在液態金屬出爐時,煙罩需要完全開啟,而一般的轉爐煙罩為旋轉式。由于轉爐工作時溫度高,煙罩受熱容易變形。傳動裝置由于長期受灰塵浸蝕,導致煙罩很難靈活開啟。旋轉式煙罩開啟后占用空間較大,很容易被抬包碰撞變形,存在很大的安全隱患。近年來,隨著對轉爐設備技術的改進,轉爐煙罩由傳統的旋轉式改進為平開式。新型轉爐煙罩由移動小車、左右推拉門、導向裝置、上下部固定煙罩及擋火門等主要部件組成。煙罩開啟時,左右推拉門由移動小車帶動沿軌道移動,不占用車間空間,且抬包也不會碰撞煙罩。該新型煙罩采用循環水冷卻,大大降低了煙罩本體的溫度,最大限度減少了煙罩變形情況,延長了煙罩使用壽命,降低了生產成本,具有廣闊的使用價值。
以公司承建的某銅業公司轉爐煙罩改造工程為例,公司熔煉車間3臺轉爐進行了煙罩改造安裝,以確保轉爐煙氣實現充分收集處理。在距離轉爐縱向中心線3 300 mm位置,制作安裝兩個H型鋼結構平臺,平臺頂部標高為7.380 m。在H型鋼平臺頂部鋪設QU80型起重機軌道,移動小車可置于軌道上。同時,在16.395 m標高鋼結構安裝H型鋼軌道,以輔助左右推拉門運行。通過移動小車門座連接耳板,使其與集煙罩推拉門承插耳板連接。通過電機驅動移動小車,帶動煙罩推拉門實現左右開合。左右推拉門采用循環冷卻水進行冷卻。
2 重點難點分析
本工程中銅冶煉轉爐新型煙罩屬于典型非標機械設備,包括結構主體、機械傳動系統、電氣系統、水冷循環系統以及自動化檢測系統等[1]。一是該新型煙罩結構復雜、所用材料種類多,制作安裝工序繁多,制作安裝精度要求高。二是轉爐新型煙罩采用現場加工制作方式。推拉門體積大、形狀為圓弧不規則形,一側為封閉結構,另一側為簸箕形結構,加工精度要求高。需針對推拉門設計制作專用胎具,在胎具上整體裝配,成對制作,減小制作誤差。因此,專用胎具的設計是新型煙罩制作的關鍵。三是新型煙罩冷卻系統中冷卻排管的加工尺寸控制至關重要。冷卻排管采用的角鋼需設計專用的輥制胎具,在卷板機上進行壓制弧度。胎具的弧度按照推拉門設計的弧度確定,其中保證角鋼輥制的弧度及扭曲變形控制是加工難點。四是轉爐新型煙罩安裝過程中,如何保證安裝精度和如何檢測是安裝關鍵。這里采用左右同步對稱模塊化安裝。安裝過程中,利用激光水平儀和激光垂準儀隨時檢測構件水平度和垂直度,若出現偏差,及時調整,確保安裝精度符合相關要求。五是項目技術改造施工需高度重視制作、安裝、調試時間節點,做好多個部門的統籌協作,保證安全,高質量完成施工任務。
3 轉爐煙罩制作
3.1 鋼平臺制作
施工過程中,轉爐煙罩鋼結構平臺采用Q345B材質,分為4.060 m平臺和7.380 m兩層鋼平臺。鋼平臺上鋪設花紋鋼板。在7.380 m平臺上安裝QU80型軌道,采用GDGL-5型軌道固定件固定,用于轉爐煙罩移動小車的安裝。工程新增13根鋼柱,分別與熔煉車間轉爐工段原有平臺鋼柱連接,使其形成框架結構。鋼柱鋼梁采用熱軋H型鋼進行制作,在車間原有B軸線鋼柱16.920 m標高位置焊接支撐三角支架,用于轉爐煙罩導向軌支撐梁的安裝[2]。圖1為鋼平臺示意圖。
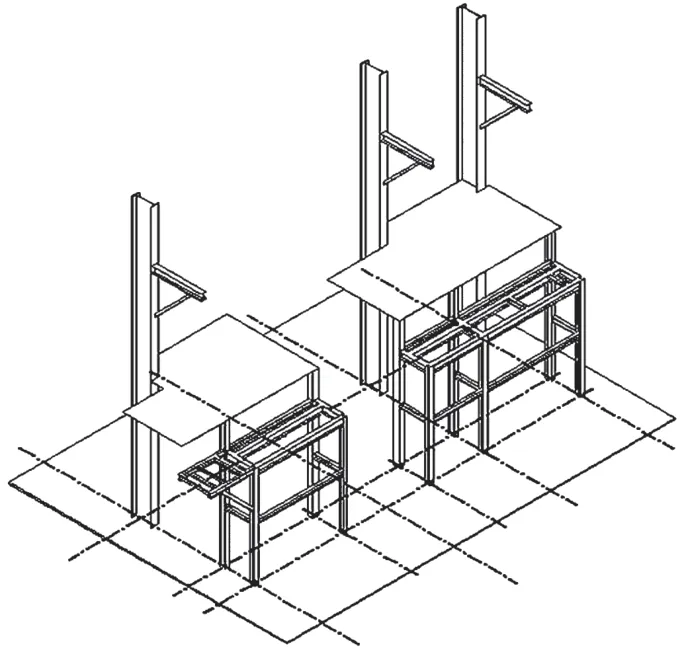
圖1 轉爐煙罩鋼結構平臺
3.2 移動小車制作
移動小車車架及配重在加工廠進行制作。減速機成套采購。裝配由生產廠家進行工廠裝配。每臺轉爐煙罩包含兩臺移動小車,且對稱制作。移動小車由車架、配重及減速機組成。車架框架由HW 300 mm×300 mm×10 mm×15 mm熱軋H型鋼焊接而成。所有焊縫均為連續角焊縫,焊縫高度為焊件中薄件厚度,且焊后應進行應力消除。骨架為熱軋H型鋼組對,小型構件數量多,切割容易變形,零部件全部需要現場矯正處理。組裝后焊接量大,焊接變形大,需做矯正處理。小車與主動車輪組進行裝配,組裝精度及制孔精度要求很高,裝配處的焊縫組要打磨平整。安裝前需要在加工廠進行裝配,裝配合格后才能進行現場安裝[3]。
3.3 轉爐煙罩頂蓋制作
煙罩頂蓋由角鋼和密封擋板組成,頂蓋組對在鋼平臺上進行。密封擋板為3 mm不銹鋼板,與角鋼骨架焊接時采用A302不銹鋼焊條。兩端面為3 mm不銹鋼板,現場切割焊接。本部件制作主要控制焊接變形,角鋼與鋼板四周焊接全部為滿焊,焊縫高度為3 mm。為了防止較大的焊接變形,中間部分焊縫采用間斷焊。焊接完成后,需要對頂蓋進行機械矯正。矯正采用4臺千斤頂,在鋼平臺上制作矯正胎具,最終矯正直線度控制在L/1 000。矯正完成后,按圖紙要求進行制孔。制作完成后對不銹鋼焊縫進行鈍化,其余部分進行除銹和涂裝。構件堆放時要進行產品防護,底部需要墊木墊實。此外,堆放不宜過高,防止受壓變形。
3.4 固定煙罩前蓋制作
前蓋主要由配重、前蓋面板及角鋼支撐組成,其中配重為成套供應,前蓋及支撐在加工廠進行制作。本構件需要進行預組裝調試。構件四周焊縫采用連續焊,中間部分焊縫采用間斷焊,焊縫高度為互焊件最小厚度,焊后進行鉆孔。支撐主要為角鋼制作,面板為4 mm不銹鋼板,構件組對在鋼平臺進行,構件長度及寬度應控制在-5~0 mm,構件對角線尺寸控制在±5 mm。焊接完成后應進行機械矯正,構件矯正在鋼平臺上采用矯正胎具和千斤頂進行。矯正后構件平面度控制在L/1 000。構件矯正完成后,按要求進行制孔。要求制孔偏差符合圖紙要求,孔距應控制在±2 mm。
3.5 轉爐煙罩推拉門制作
轉爐環境集煙罩推拉門體外形尺寸為3 300 mm×9 497 mm,中間帶弧度彎曲,面板厚度為6 mm,骨架為槽鋼、角鋼及T型鋼等。在加工制作和運輸中,轉爐煙罩推拉門容易發生變形,因此必須有嚴格、規范的程序才能保證其制作質量。轉爐煙罩推拉門構件共制作6件,對稱制作,需利用計算機三維建模確定各零部件的幾何尺寸后下料,然后制作樣板,在卷板機上進行滾弧,弧度偏差控制在±1°。制作過程中要求所有焊縫為連續焊接,焊縫高為焊件中薄件的厚度,焊后進行應力消除。面板拼接盡量避免在水冷區域,焊后不得有滲漏,且焊后打磨光滑。推拉門焊接完成后應進行水壓實驗,試水壓強為0.6 MPa,保壓30 min,以不產生壓降、無滲漏為合格[4]。
4 轉爐煙罩安裝
4.1 安裝工藝流程
銅冶煉轉爐新型煙罩由結構主體、機械傳動系統、電氣系統、水冷循環系統以及自動化檢測系統組成。它的安裝工藝流程如下:檢查鋼平臺軌道中心線、標高、長度、水平度以及間距→設置中心標板和基準點→移動小車軌道安裝→設置軌道臨時擋板→測定上部軌道安裝位置→上部固定煙罩安裝→下部固定煙罩安裝→移動小車安裝→導向軌支撐梁安裝→小車配重安裝→左右推拉門吊裝→推拉門位置調整→下部擋火門安裝→限位擋塊安裝→冷卻水系統→自動控制系統安裝→整體調試試運行→竣工驗收。
安裝前需仔細檢查推拉門、移動小車各連接部位尺寸,防止出現左右推拉門閉合效果不佳導致后期無法進行調整的問題。每臺轉爐左右兩個鋼平臺軌道梁的中心線。標高應來源于同一個安裝基準,下部軌道中心線、標高、水平度檢測基準應保持一致。通過試驗確定小車限位裝置的安裝位置,確保左右推拉門閉合時閉合線與轉爐中心重合。調整時應仔細檢查推拉門閉合情況、推拉門間隙、整體水平度與垂直度等,仔細檢查移動小車車輪與下部軌道的接觸情況,以及上下兩個安全檔輪與上部軌道的接觸情況。
4.2 吊裝機械選擇
轉爐煙罩安裝高度為16.92 m,最重吊裝構件為上部固定煙罩,質量為13.38 t。通過計算,選用50 t汽車起重機進行吊裝,安全系數取8,取鋼絲繩的抗拉強度為1 570 MPa,雙索吊裝。綜合考慮現場實際情況,上部固定煙罩的吊裝采用50 t汽車吊進行吊裝。吊車工作半徑6.5 m,桿長25.4 m,可滿足吊裝要求。其余構件采用25 t汽車吊進行吊裝。
4.3 關鍵部件安裝
4.3.1 移動小車軌道安裝
待軌道墊板安裝完畢后,需根據縱橫中心線位置畫出軌道固定螺栓位置,然后用磁力鉆鉆孔,鉆孔完畢檢查合格后開始安裝下部軌道。軌道安裝時,先穿入螺栓進行固定,然后檢查軌道底部與軌道墊板之間的間隙,要求其總接觸面積不得少于75%,并檢查軌道標高、平行度、整體水平度等數據。安裝完成后,應按照表1進行檢查[5]。
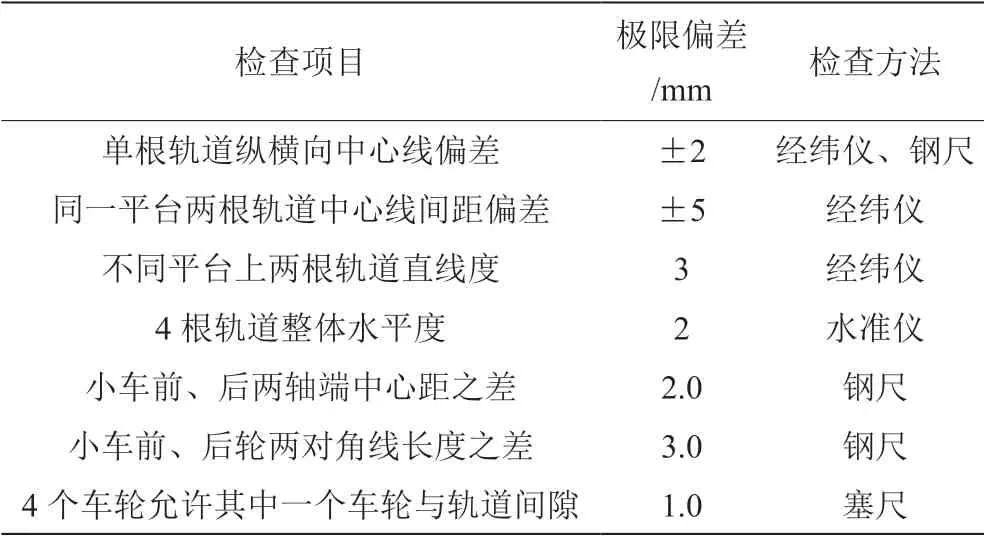
表1 安裝檢查項目及其相關內容
4.3.2 上部固定煙罩安裝
對于上部固定煙罩安裝,將上部固定煙罩頂部、后部斜蓋、后蓋、前蓋、下部框架以及左右側蓋組裝成為整體。組裝時,各部件按照圖紙要求進行裝配。組裝完成后,各部件的誤差應控制在一定范圍內,且滿足裝配精度要求。上部固定煙罩支撐安裝完成后,垂直度應控制在L/1 000,支撐架底座應與煙罩鋼平臺應可靠連接。安裝前,先在平臺上確定支撐架的位置,并進行劃線定位。
4.3.3 推拉門導向軌安裝
上部固定煙罩完成后,按鋼結構有關規范進行導向軌支撐梁安裝。軌道鋼梁縱橫中心確定后,在軌道兩端標記好中心線和標高基準線。標高基準位置要明顯,便于測量。
4.3.4 下部固定煙罩安裝
下部固定煙罩吊裝時要合理選擇吊點,防止變形。安裝時要同步控制垂直度,且與上部固定煙罩和鋼平臺可靠連接。
4.3.5 移動小車安裝
下部軌道安裝完畢后,測定其實際標高,并以此為基準測量小車車輪輪底到上部安全擋輪中心距離,確定上部軌道梁安裝位置,做好上部軌道梁定位點。先將減速機與移動小車進行裝配,裝配后檢查符合要求后整體吊裝到軌道上。用手拉葫蘆進行臨時穩固,然后將準備的臨時車擋焊接在下部軌道端頭鋼結構平臺和上部軌道上。臨時車擋焊接完畢后,方可松開手拉葫蘆,再進行配重安裝。
4.3.6 左右推拉門安裝
左右推拉門安裝時應采用50 t和25 t汽車吊進行雙機抬吊。推拉門整體吊裝到小車連接耳座上,再將推拉門與上部導向軌相連。注意吊裝時吊車啟動要緩慢、平穩,不得拖拽門體以免發生變形。
4.3.7 下部擋火門安裝
推拉門安裝完成后,安裝下部擋火門導向輪。擋火門先與推拉門用螺栓進行連接,再將導向輪與擋火門連接。
4.4 調整試車
轉爐煙罩安裝后,此時暫未接通小車正式供電系統,通過手拉葫蘆牽引,觀察推拉門在小車自由狀態下的開合情況,測量小車車輪和下部軌道接觸情況,以及安全檔輪和上部軌道接觸情況,通過測量結果進行動態調整。調整位置確定后,可將推拉門置于開啟狀態,同時利用手拉葫蘆穩固,將推拉門與擋火門按照圖紙設計連接,并實現間斷焊固定。多次進行小車移動,確認限位擋快位置。待電氣工程施工后,給減速機通電,閉合電源,檢查檢測其運動情況,觀察推拉門是否存在異常。正常后可完成試車,實現整體移交驗收。
5 結語
針對冶煉系統轉爐新型煙罩施工技術,從工程概況、重點難點分析、施工技術準備、轉爐煙罩制作和轉爐煙罩安裝5個方面出發,詳細闡述該工程施工技術要求。本施工技術在工程中的成功應用,保證了轉爐新型煙罩的施工進度和安全生產,節能環保,取得了良好的經濟效益、社會效益和環境效益。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07