新型管夾在空調(diào)器減震方面的研究與應(yīng)用
2022-11-26 09:35:42侯偉奇陳章勇
日用電器 2022年10期
關(guān)鍵詞:一致性實(shí)驗(yàn)
侯偉奇 陳章勇 陳 科
(珠海格力電器股份有限公司 珠海 519070)
引言
空調(diào)器中管路間的固定是采用管固定塊和線扎組合的固定模式,裝配效率低;且無(wú)法有效管控操作一致性,生產(chǎn)過(guò)程中經(jīng)常出現(xiàn)線扎未扎緊導(dǎo)致整機(jī)運(yùn)行管路應(yīng)力超標(biāo)。因此急需改變此裝配結(jié)構(gòu)、提高效率及質(zhì)量一致性。
1 管固定塊和線扎組合的失效分析
空調(diào)器運(yùn)行過(guò)程中因壓縮機(jī)振動(dòng),部分管路應(yīng)力超標(biāo),需對(duì)管路進(jìn)行有效固定。傳統(tǒng)管路件固定采用管固定塊和線扎組合方式(圖1),線扎需依靠人工拉緊,批量生產(chǎn)松緊度一致性難以保證;拉力偏松時(shí)整機(jī)運(yùn)行后管固定塊易存在位移,造成管路應(yīng)力超標(biāo),長(zhǎng)期運(yùn)行造成焊點(diǎn)裂漏、斷管等問(wèn)題[2]。
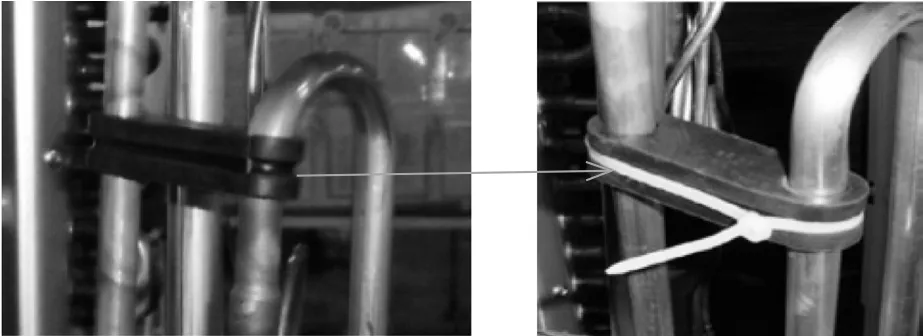
圖1 管固定塊和線扎組合方式
2 新型管夾開(kāi)發(fā)
2.1 管夾結(jié)構(gòu)開(kāi)發(fā)
根據(jù)傳統(tǒng)方式線扎松緊度一致性差的問(wèn)題,采用精益理念,開(kāi)發(fā)采用卡扣按壓自鎖配合結(jié)構(gòu),實(shí)現(xiàn)管路件之間的固定,保證裝配一致性,如圖2、3所示。
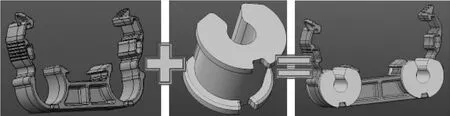
圖2 管夾組件示意
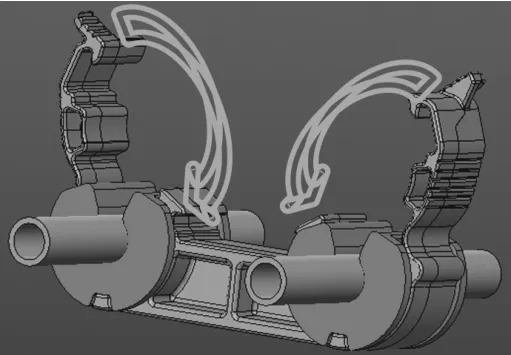
圖3 管夾組件與管路裝配示意
2.1.1 管夾結(jié)構(gòu)方案特點(diǎn)
1)該管夾采用卡扣按壓自鎖;
2)能適用管間距35 mm,管徑φ6~ φ9.52之間的變換;
3)材料采用PA66,與目前的線扎和前期開(kāi)發(fā)的壓力開(kāi)關(guān)管夾材質(zhì)一致,老化性能滿(mǎn)足要求;
4)管夾上設(shè)計(jì)有橡膠圈的限位結(jié)構(gòu),防止橡膠圈旋轉(zhuǎn)。
2.1.2 橡膠圈結(jié)構(gòu)方案特點(diǎn)
1)該橡膠圈采用我司普遍使用的三元乙丙材質(zhì),其彈性和抗老化性能相比丁腈橡膠和天然+丁苯更加優(yōu)異[3];
2)能適用管徑φ6~ φ9.52之間的變換;
3)橡膠圈上設(shè)計(jì)有限位槽,防止橡膠圈旋轉(zhuǎn);
4)橡膠圈周邊設(shè)計(jì)全包圍結(jié)構(gòu),防止橡膠圈在震動(dòng)過(guò)程中脫落問(wèn)題;
5)開(kāi)口有“八”字導(dǎo)向設(shè)計(jì),便于與銅管的卡裝。
2.2 受力理論分析
如圖4、5所示,從5N橫向力和5N徑向力的應(yīng)力、應(yīng)變及固定管路的變形情況來(lái)看,管夾和管固定塊兩種固定方式對(duì)數(shù)據(jù)相當(dāng),因此采用新型管夾組件取代管固定塊+線扎對(duì)管路進(jìn)行固定,不影響整機(jī)性能[1]。
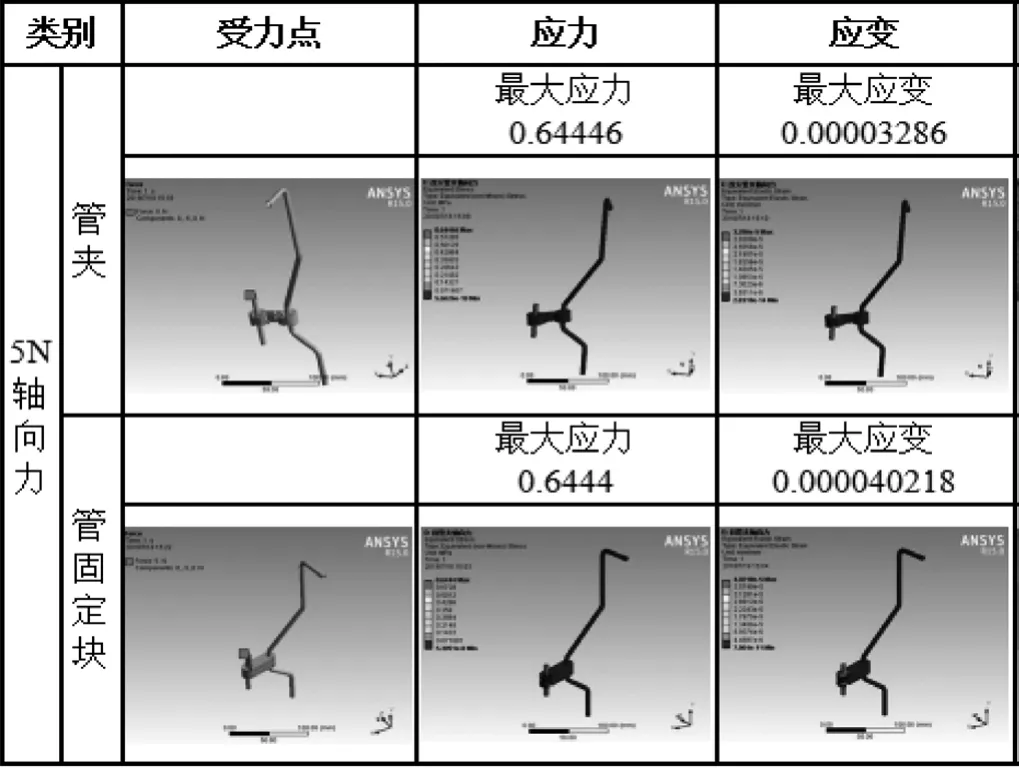
圖4 5 N軸向力對(duì)比分析數(shù)據(jù)
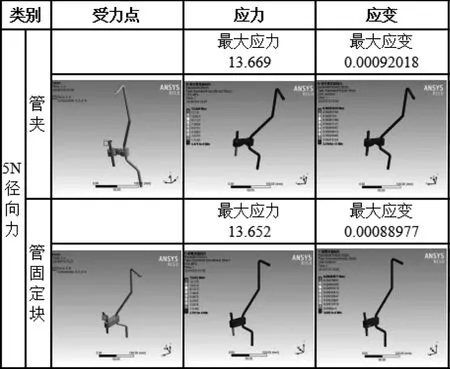
圖5 N徑向力對(duì)比分析數(shù)據(jù)
2.3 實(shí)驗(yàn)分析
根據(jù)新型管夾失效模式分析設(shè)計(jì)了零件基本耐溫性測(cè)試、零件受力后耐溫性測(cè)試、零件兼容性測(cè)試以及整機(jī)實(shí)驗(yàn)測(cè)試四個(gè)方面實(shí)驗(yàn),并與橡膠管固定塊進(jìn)行了實(shí)驗(yàn)對(duì)比,具體實(shí)驗(yàn)驗(yàn)證情況如表1和表2[4]。
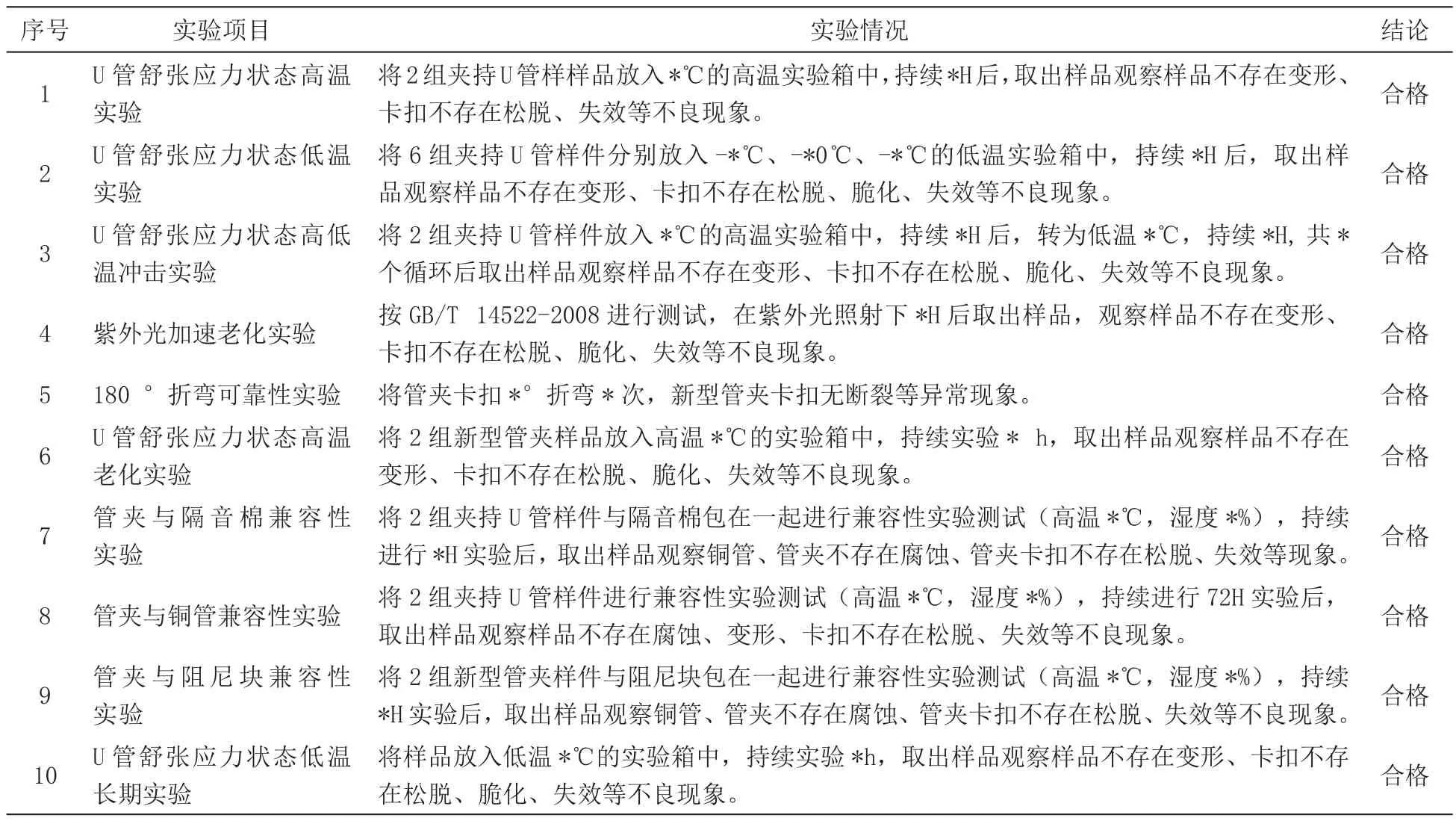
表1 材料性能可靠性驗(yàn)證
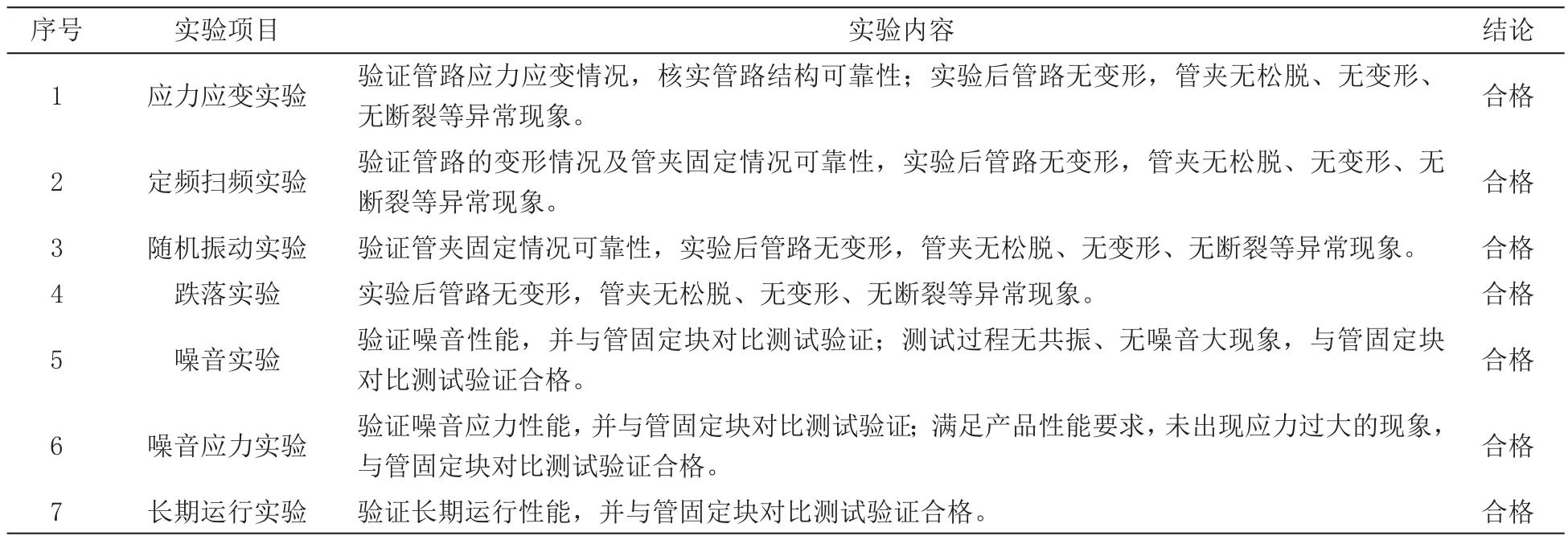
表2 整機(jī)性能驗(yàn)證實(shí)驗(yàn)情況
通過(guò)零件基本耐溫性測(cè)試、零件受力后耐溫性測(cè)試、零件兼容性測(cè)試以及整機(jī)實(shí)驗(yàn)測(cè)試實(shí)驗(yàn)結(jié)果,用新型管夾固定管路可以滿(mǎn)足產(chǎn)品性能要求,如圖6所示。

圖6 管夾在空調(diào)器中裝配示意
2.4 管夾與橡膠圈自動(dòng)化裝配
為解決管夾與橡膠圈組裝人員,自主設(shè)計(jì)開(kāi)發(fā)一套振動(dòng)盤(pán)+6分位分度盤(pán)的自動(dòng)化設(shè)備,實(shí)現(xiàn)管夾、橡膠圈的自動(dòng)分極定位,兼容φ6~ φ9.52各種規(guī)格,實(shí)現(xiàn)自動(dòng)組裝。
3 應(yīng)用成果
新型管夾具有自鎖功能,取消了管固定塊物料以及取線扎、扎線扎、剪線扎工序,節(jié)約單機(jī)工時(shí):9 s/臺(tái),提效60 %。

圖7 管夾與橡膠圈自動(dòng)化裝配
4 結(jié)語(yǔ)
項(xiàng)目研發(fā)的一體化管夾組件、具有卡扣自鎖功能,解決傳統(tǒng)管固定塊和線扎組合裝配一致性缺陷,提高產(chǎn)品質(zhì)量一致性。同時(shí)取消了管固定塊物料以及取線扎、扎線扎、剪線扎工序,節(jié)約單機(jī)工時(shí):9s/臺(tái),提效60%。項(xiàng)目具很強(qiáng)的復(fù)制性、行業(yè)借鑒性、推廣應(yīng)用價(jià)值,推廣后可給企業(yè)帶來(lái)較大的經(jīng)濟(jì)和社會(huì)效益。
猜你喜歡
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
公民與法治(2022年5期)2022-07-29 00:47:28
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
教學(xué)考試(高考物理)(2021年5期)2021-11-08 10:31:22
歷史教學(xué)問(wèn)題(2021年4期)2021-11-05 07:02:34
中醫(yī)眼耳鼻喉雜志(2021年1期)2021-07-22 07:38:14
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
中國(guó)公共安全(2017年11期)2017-02-06 05:28:08
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
