基于PMAC的攪拌摩擦焊龍門(mén)設(shè)備的控制系統(tǒng)設(shè)計(jì)*
2022-11-25 11:19:40張書(shū)權(quán)
現(xiàn)代機(jī)械 2022年5期
張 偉,趙 源,王 超,張書(shū)權(quán)
(貴州航天天馬機(jī)電科技有限公司,貴州 遵義 563000)
0 引言
隨著國(guó)內(nèi)經(jīng)濟(jì)的穩(wěn)步前進(jìn),制造業(yè)領(lǐng)域得到快速發(fā)展,各種自動(dòng)化焊接設(shè)備不斷推陳出新,傳統(tǒng)人工焊接作業(yè)模式也逐漸被新的自動(dòng)焊接設(shè)備所取代[1]。其中控制系統(tǒng)的優(yōu)劣對(duì)設(shè)備自動(dòng)化程度具有決定性作用,PMAC是DETLA TAU公司針對(duì)運(yùn)動(dòng)控制進(jìn)行強(qiáng)化的多軸控制開(kāi)發(fā)的精密控制器,其具有集成方面可連接多種多樣的其他公司產(chǎn)品,自由構(gòu)筑功能綜合適應(yīng)性強(qiáng)等特點(diǎn)而得到廣泛的運(yùn)用。
攪拌摩擦焊(Friction Stir Welding,F(xiàn)SW)是一種高效的輕質(zhì)合金焊接方式,主要原理是利用高速旋轉(zhuǎn)的焊具與工件摩擦產(chǎn)生的熱量使被焊材料局部熔化,當(dāng)焊具沿著焊接界面向前移動(dòng)時(shí),被塑性化的材料在焊具的轉(zhuǎn)動(dòng)摩擦力作用下由焊具的前部流向后部,并在焊具的擠壓下形成致密的固相焊縫[2-3]。FSW具有焊接溫度低、焊接接頭質(zhì)量高、缺陷少、無(wú)煙塵、無(wú)飛濺、無(wú)需填絲、無(wú)需開(kāi)坡口等特點(diǎn)[4-5],成為鋁、鎂輕質(zhì)合金以及異種金屬連接的高效焊接方式。
攪拌摩擦焊起源于英國(guó)焊接研究所,早期的攪拌摩擦焊設(shè)備都是從銑床為藍(lán)本進(jìn)行開(kāi)發(fā)的[6]。由于其不同的焊接成型方式,對(duì)設(shè)備的研究設(shè)計(jì)也提出了新的控制要求。本文基于PMAC多軸運(yùn)動(dòng)控制原理,針對(duì)攪拌摩擦焊特殊的加工工藝要求,研究設(shè)計(jì)了一種龍門(mén)式攪拌摩擦焊設(shè)備。
1 控制系統(tǒng)簡(jiǎn)介
1.1 攪拌摩擦焊設(shè)備結(jié)構(gòu)
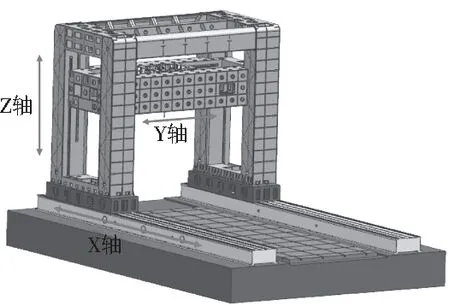
圖1 設(shè)備結(jié)構(gòu)外觀
本攪拌摩擦焊設(shè)備主體為龍門(mén)式運(yùn)動(dòng)結(jié)構(gòu),包括主軸部分共6個(gè)被控電機(jī),其結(jié)構(gòu)示意圖如圖1所示。從圖中可看出,龍門(mén)架移動(dòng)方向?yàn)閄軸;內(nèi)部矩形梁可沿龍門(mén)架上下移動(dòng),移動(dòng)方向?yàn)閆軸;矩形梁內(nèi)部主機(jī)頭可左右移動(dòng)方向?yàn)閅軸。X軸與Z軸采用雙電機(jī)同步控制,Y軸為單電機(jī)控制方式,龍門(mén)軸均采用伺服電機(jī)控制,加裝外部位移傳感器,保障了各軸精度。主軸部分采用西門(mén)子1FE系列主軸電機(jī),130N/M大扭矩輸出保障焊接效果。
1.2 控制要求
為滿足設(shè)備自動(dòng)焊接以及手動(dòng)操作等使用要求,明確了控制要求主要為以下幾點(diǎn):
1)編程加工,編輯并執(zhí)行加工程序,使設(shè)備能夠?qū)崿F(xiàn)多軸協(xié)同加工并完成各種尺寸焊縫的焊接要求;
2)定位精度與重定位精度,焊接過(guò)程中的精度控制一直是體現(xiàn)設(shè)備性能的重要參數(shù),提升定位與重定位精度,是提升焊接質(zhì)量的重要保證;
3)手輪操作,使用手搖脈沖發(fā)生器對(duì)各運(yùn)動(dòng)軸進(jìn)行單軸移動(dòng)和簡(jiǎn)單示教;
4)同步控制,X軸與Z軸均為同步軸,運(yùn)動(dòng)過(guò)程中需實(shí)現(xiàn)雙電機(jī)同步控制;
5)下壓量控制,攪拌摩擦焊尤其是焊接鋁鎂等輕合金過(guò)程中可能產(chǎn)生變形或飛邊,需要根據(jù)材料的變化去調(diào)整攪拌針的下壓量,同時(shí)不影響其他龍門(mén)軸X、Y、Z的坐標(biāo)軌跡與運(yùn)行狀態(tài);
6)機(jī)床輔助功能,如龍門(mén)軸的潤(rùn)滑、設(shè)備照明等功能。
2 硬件結(jié)構(gòu)設(shè)計(jì)
本設(shè)備選用CK3M系列控制器,CK3M是在緊湊型外殼中匯集了PMAC的強(qiáng)大運(yùn)動(dòng)控制能力、多廠商和高開(kāi)發(fā)自由度的歐姆龍新一代運(yùn)動(dòng)控制器。為滿足A/B相信號(hào)的手輪脈沖使用要求,CPU型號(hào)選擇CPU121;軸模塊選擇含4組電機(jī)輸入輸出通道的AX1515N模塊,軸通道具有支持脈沖輸入,可接手輪信號(hào)等功能,特別地由于設(shè)備所需電機(jī)通道數(shù)為6組,需搭建兩組軸模塊,每組軸模塊內(nèi)置16輸入、16輸出的數(shù)字IO點(diǎn)可供手輪軸選、倍率、機(jī)床輔助信號(hào)等使用;控制器電源選擇型號(hào)PD048,標(biāo)準(zhǔn)化24V,100W電源;CK3M系列控制器模塊化安裝,無(wú)需連接,其布局示意圖如圖2所示。
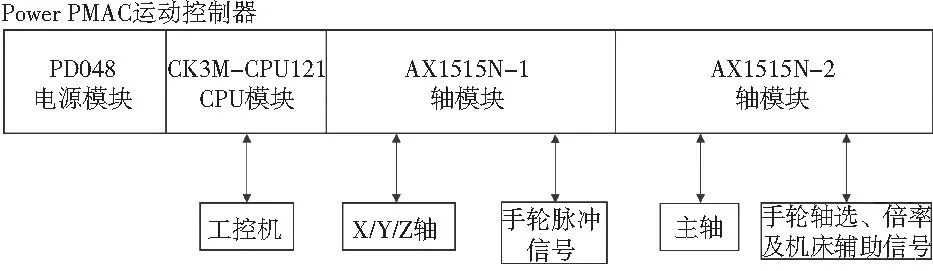
圖2 PMAC控制器結(jié)構(gòu)圖
工控機(jī)通過(guò)以太網(wǎng)端口與CPU模塊連接,運(yùn)行上位機(jī)軟件可實(shí)現(xiàn)對(duì)設(shè)備的JOG控制、查詢驅(qū)動(dòng)器報(bào)警信息、龍門(mén)軸坐標(biāo)顯示、編輯和運(yùn)行加工程序以及包括機(jī)床照明、潤(rùn)滑泵等輔助功能的控制。龍門(mén)X、Y、Z軸采用松下A5系列伺服電機(jī),控制模式為位置控制模式,加裝的外部位移傳感器為FAGOR光柵尺接入驅(qū)動(dòng)器X5口,分辨率達(dá)到0.05 μm,實(shí)現(xiàn)了全閉環(huán)反饋控制。主軸采用西門(mén)子1FE1084電主軸,配備SINAMICS S120驅(qū)動(dòng)器,主軸減速比3∶1,為攪拌摩擦焊的焊接任務(wù)提供強(qiáng)勁、穩(wěn)定的動(dòng)力。
手輪的脈沖信號(hào)同樣作為PWM信號(hào)由AX1515N端口,使用一個(gè)軸輸入通道接入控制系統(tǒng),手輪的軸選、倍率等信號(hào),與機(jī)床照明、潤(rùn)滑等輔助信號(hào)一起通過(guò)AX1515N軸模塊內(nèi)置的數(shù)字IO點(diǎn)接入控制系統(tǒng),控制系統(tǒng)硬件清單如表1所示。

表1 硬件系統(tǒng)清單
3 軟件結(jié)構(gòu)設(shè)計(jì)
通過(guò)對(duì)攪拌摩擦焊焊接工藝與設(shè)備控制要求的整體分析,利用PMAC軟件特性,在其獨(dú)有的調(diào)試軟件Power PMAC IDE(以下簡(jiǎn)稱(chēng)IDE)上,采用C#語(yǔ)言編寫(xiě)控制系統(tǒng)軟件邏輯,以邏輯思維實(shí)現(xiàn)設(shè)備的各項(xiàng)控制要求,軟件邏輯模塊如圖3。
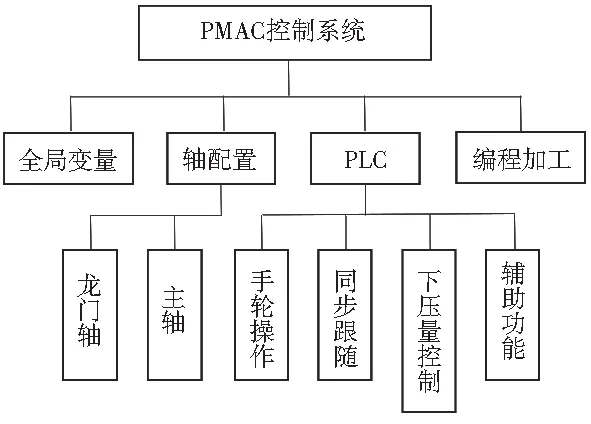
圖3 軟件控制模塊
本設(shè)備所涉及控制系統(tǒng)主要包括變量定義、軸配置、PLC以及編程加工等部分,以下為各部分功能介紹。
1)全局變量模塊:系統(tǒng)啟動(dòng)后,全局變量被應(yīng)用在各個(gè)模塊中,包括減速比、IO信號(hào)定義、電機(jī)通道分配以及其他中間變量。
2)軸配置模塊:在PMAC中,對(duì)于龍門(mén)式雙電機(jī)控制結(jié)構(gòu)有一種特殊的“主/從”控制模式,此模式下從動(dòng)電機(jī)執(zhí)行主動(dòng)電機(jī)的指令和計(jì)算軌跡,在電機(jī)配置文件中定義主從電機(jī),定義規(guī)則如下:
#1->X //指定電機(jī)1為X軸
#2->0 //未指定電機(jī)2
Motor[1].ServoCtrl=1
Motor[2].ServoCtrl=8
Motor[2].CmdMotor=1 //序號(hào)2電機(jī)跟隨序號(hào)1電機(jī)
除龍門(mén)軸外,主軸同樣占用一個(gè)軸通道,與龍門(mén)軸不同,主軸采用速度控制模式,利用0~10V的模擬量控制電機(jī)轉(zhuǎn)速,通過(guò)S120驅(qū)動(dòng)器的X482口與PMAC控制器可進(jìn)行連接。
3)PLC:為實(shí)現(xiàn)滿足設(shè)備使用的復(fù)雜功能,利用軟件特性以C#語(yǔ)言編寫(xiě)PLC程序,包括電機(jī)使能規(guī)則、龍門(mén)電機(jī)跟隨要求、潤(rùn)滑泵工作邏輯、下壓量控制、手輪操作以及工作狀態(tài)報(bào)警中斷處理等,在全局定義文件中寫(xiě)入啟動(dòng)條件可設(shè)置PLC程序開(kāi)機(jī)自啟動(dòng)。
其中手輪操作是以PLC邏輯定義軸選、倍率等規(guī)則,在選擇軸選與倍率后,手輪將代替控制器發(fā)出脈沖給電機(jī)驅(qū)動(dòng)器完成相應(yīng)的動(dòng)作。
同步跟隨功能由于已在配置文件中定義主從電機(jī),為保證龍門(mén)跟隨誤差,在PLC模塊中建立一個(gè)主從電機(jī)的跟隨邏輯以及跟隨超差后的中斷處理邏輯,這樣即使因外部力量造成龍門(mén)偏差,也可以及時(shí)停機(jī)以保障設(shè)備安全。
機(jī)床輔助功能同樣以PLC方式運(yùn)行,控制潤(rùn)滑泵以間隔一定時(shí)間的方式運(yùn)行一段時(shí)間,然后無(wú)限循環(huán),利用PMAC控制器enable/disable PLC*指令,可以隨時(shí)啟停該P(yáng)LC,使用方式靈活自由。
焊接過(guò)程中的下壓量控制,采用手輪調(diào)節(jié)的方式,將手輪脈沖通過(guò)電機(jī)通道輸入控制器,并將此脈沖加到Z軸坐標(biāo),此時(shí)“Z軸目標(biāo)位置=Z軸坐標(biāo)+手輪脈沖”,經(jīng)過(guò)簡(jiǎn)單的換算即可實(shí)現(xiàn),這樣即使Z軸已參與到加工程序中,仍然不影響手輪調(diào)整下壓量這個(gè)功能。
4)編程加工:由于龍門(mén)軸采用絕對(duì)式編碼器,系統(tǒng)啟動(dòng)后即可讀取各軸坐標(biāo)位置,PMAC支持使用標(biāo)準(zhǔn)G代碼編輯加工程序,在上位機(jī)中,操作人員可根據(jù)實(shí)際工藝需求編程并通過(guò)以太網(wǎng)口寫(xiě)入控制器。
4 試驗(yàn)驗(yàn)證
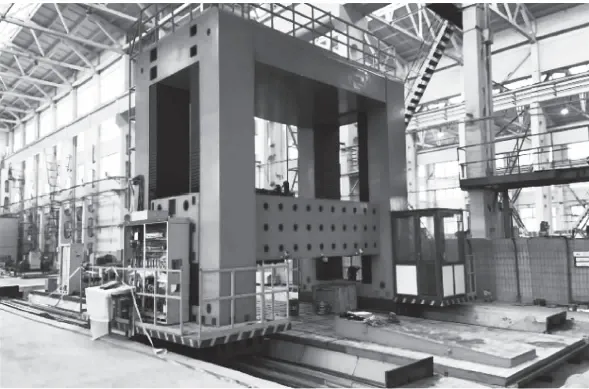
圖4 設(shè)備整體圖
設(shè)備完成安裝調(diào)試與集成聯(lián)調(diào)后,現(xiàn)場(chǎng)座試板焊接試驗(yàn)以測(cè)試其控制系統(tǒng),設(shè)備整體照片如圖4;隨后采用厚6 mm,長(zhǎng)200 mm的5A06鋁合金進(jìn)行設(shè)備焊接試驗(yàn)驗(yàn)證,焊接前使用酒精清洗試板待焊區(qū)域,采取對(duì)接方式焊接,并使用焊接工裝固定試板。主軸傾角2.5°,下壓量0.1~0.2 mm之間。取4組試板,分別驗(yàn)證4組焊接參數(shù)對(duì)焊縫宏觀形貌的影響,具體焊接參數(shù)如表2所示。
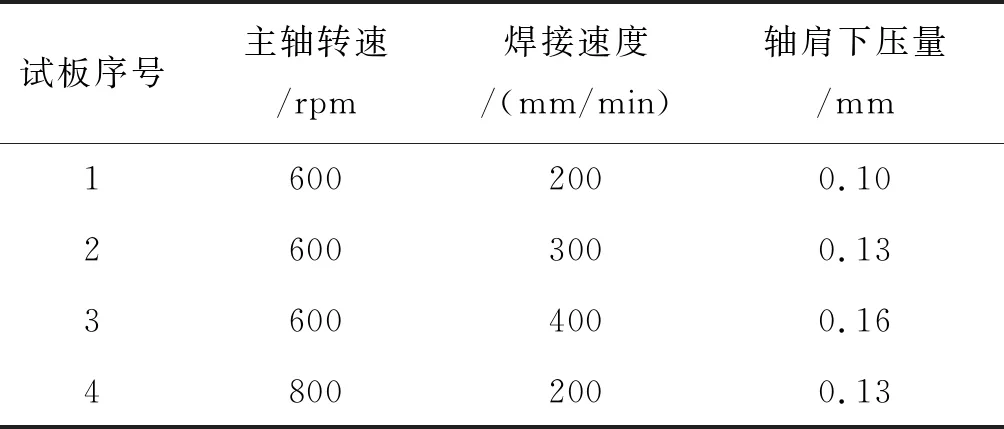
表2 試板焊接參數(shù)
焊縫宏觀形貌如圖5。結(jié)果表明,試板焊縫一次成型,焊縫魚(yú)鱗紋均勻密布,焊接過(guò)程中使用手輪低倍率檔調(diào)節(jié)Z軸控制主軸下壓量;不同的焊接參數(shù)下焊縫表面均未出現(xiàn)明顯飛邊、毛刺,焊穿或未焊透等現(xiàn)象,焊縫成型好。因此采用PMAC控制器為核心的龍門(mén)式攪拌摩擦焊接設(shè)備,在實(shí)際生產(chǎn)應(yīng)用中具有優(yōu)良的焊接優(yōu)勢(shì)。

圖5 焊接效果
5 結(jié)論
本文所研究的基于PMAC多軸運(yùn)動(dòng)控制器已研制完成并投入使用,不僅提升批產(chǎn)任務(wù)的焊接效率,也改善了因下壓量等工藝參數(shù)帶來(lái)的飛邊、毛刺等問(wèn)題,這直接影響了產(chǎn)品焊接過(guò)程中的焊縫一致性與焊接效果等質(zhì)量問(wèn)題。帶來(lái)生產(chǎn)效率提升的同時(shí),也大大減輕了工人勞動(dòng)強(qiáng)度,對(duì)改善工廠環(huán)境、減輕特種作業(yè)職業(yè)病危害都有一定的作用。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
