改善食品包裝紙漿模塑材料的機械性能研究
2022-11-24 09:43:46張紅杰趙雨萌胡小莉
中國造紙 2022年8期
程 蕓 張紅杰,* 張 雪 趙雨萌 胡小莉
(1.中國制漿造紙研究院有限公司,北京,100102;2.制漿造紙國家工程實驗室,北京,100102)
隨著網絡經濟的高速發展和生活節奏的加快,外賣已然成為主流的就餐模式之一,尤其在新冠疫情防控期間,人們對快餐食品的消費越來越多,快餐業的飛速發展使一次性快餐餐具的需求迅猛增長[1-2]。據報道我國一次性塑料餐盒的消耗量從2017年的198億個增長到2019年的402億個,成為全球最大的一次性塑料快餐盒生產、消費國[3]。一次性塑料材質快餐盒在生產過程中需要消耗大量的石油、煤炭等不可再生資源,處理方式主要以填埋和焚燒為主,填埋處理不僅浪費大量土地,同時又很難自然降解;焚燒后會產生破壞大氣臭氧層的物質[4];最近,荷蘭阿姆斯特丹自由大學的研究人員首次在人類的血液中發現了微塑料[5],一次性塑料餐具不僅使人類賴以生存的生態環境遭到嚴重破壞,也嚴重威脅到人類健康。近些年,歐美發達國家相繼出臺“禁塑/限塑”政策法規,我國發改委和生態環境部也于2020年1月聯合發布了新版“限塑令”,計劃在2025年前利用可降解餐具替代傳統一次性塑料餐具30%以上。因此,開發用于替代傳統塑料材質餐具的綠色可降解食品包裝用餐具已成為社會發展的必然趨勢[6-8]。
食品包裝用紙漿模塑餐具主要是以蔗渣漿、麥草漿和竹漿等為原料,輔以所需的防水防油劑,通過真空抽吸在帶濾網的模具內成型,進一步高溫高壓定型制備出具有一定立體形狀和功能的紙基功能材料[9]。這類紙漿模塑餐具不僅充分利用了農村秸稈、蔗渣等廢棄的植物纖維資源,而且環境友好、完全可降解,在替代傳統塑料材質餐具方面具有非常大的潛力。但紙漿模塑餐具存在著機械性能不足的問題,一定程度上制約了此類產品的進一步推廣。本研究以漂白化學蔗渣漿制備的食品包裝模塑材料為參照,采用漂白化學竹漿、漂白化學針葉木漿和漂白化機闊葉木漿部分代替漂白化學蔗渣漿,評價纖維原料特性、打漿適應性以及外添助劑等對提高紙漿模塑材料機械性能的影響,為生產高性能食品包裝用紙漿模塑材料提供基礎數據和技術支撐。
1 實 驗
1.1 原料及儀器
1.1.1 實驗原料
漂白化機闊葉木漿(以下簡稱闊葉木漿)與3種漂白硫酸鹽化學漿(蔗渣漿、竹漿、針葉木漿)均取自河北省某造紙企業,其中闊葉木漿的木素含量約為18%~23%,漂白化學漿的木素含量小于2%。陽離子改性淀粉,購自廣西農墾明陽生化集團股份有限公司;細小纖維,實驗室采用漂白硫酸鹽闊葉木漿進行高強度打漿后篩分制得;纖維素納米纖絲(CNF,原料為漂白硫酸鹽闊葉木漿,長徑比>100,纖維直徑約50~200 nm)、超低氯交聯型濕強助劑(LCCS,固含量為15%),由中國制漿造紙研究院有限公司生產。
1.1.2 實驗儀器
P40130 Vally打漿機,奧地利PTI公司;415510加拿大標準游離度儀,奧地利PTI公司;BBS-2凱塞紙頁成型器,德國Estamit GmbH公司;MD300-30T層壓試驗機,臨安豐源電子有限公司;DCP-KZ1000電腦測控抗張試驗機、D-TDY500數顯挺度測定儀、耐破度儀,四川長江造紙儀器有限責任公司;CTPC白度儀,美國Technidyne公司;912.1e纖維分析儀,瑞典L&W公司;XWY-VII-A纖維測量儀,珠海華倫造紙科技有限公司;S-3400N掃描電子顯微鏡,日立先端科技股份有限公司。
1.2 實驗方法
1.2.1 纖維分析
(1)纖維形態及形貌分析
采用纖維測量儀觀察4種紙漿纖維的形貌特征;將打漿、疏解后的紙漿纖維稀釋至30 mg/L,采用纖維分析儀測量纖維的長度、寬度等指標。
(2)纖維濾水性能評價
紙漿纖維的濾水性能分別采用GB/T 12660—2008加拿大標準游離度法和GB/T 18402—2001濾水時間法進行檢測。
1.2.2 紙漿模塑材料的制備
將打漿后的纖維配置成一定濃度的紙漿懸浮液,通過真空吸附使纖維均勻分布在成形網上形成濕胚,將濕胚進行常溫壓榨脫水,再轉移至高溫高壓下進行熱壓干燥得到定量為400 g/m2的紙漿模塑材料(MFs)。
1.2.3 紙漿模塑材料機械性能檢測
抗張強度參照GB/T 12914—1991測定;耐破性能參照GB/T 1539—2007測定;挺度參照GB/T 23144—2008測定;白度參照GB/T 7974—2013測定。
2 結果與討論
2.1 纖維特性對紙漿模塑材料機械性能的影響
2.1.1 單一漿種
纖維原料的特性指標中,主要是纖維自身的尺寸和形貌特征會對紙漿模塑材料的機械性能產生直接影響。本研究分別將竹漿、針葉木漿、蔗渣漿、闊葉木漿的游離度調整至480 mL,4種單一纖維的形態及相關參數如表1和圖1所示。由表1和圖1可知,纖維長度從大到小依次為:針葉木漿>闊葉木漿>竹漿>蔗渣漿,竹漿、闊葉木漿的纖維長度在0~2 mm分布相對比較均勻,2~4 mm占比較高;針葉木漿的纖維長度主要集中在2~4 mm;蔗渣漿的纖維較短,雜細胞較多,長度主要集中在0~1 mm;纖維寬度從大到小依次為:闊葉木漿>蔗渣漿>針葉木漿>竹漿;長寬比從大到小依次為:竹漿>針葉木漿>闊葉木漿>蔗渣漿。

圖1 4種纖維形態圖(×10)Fig.1 Morphology pictures of four kinds of fibers(×10)

表1 纖維的形態指標Table 1 Morphological index of fibers
將4種紙漿在相同條件下分別制成紙漿模塑材料后,對其機械強度和白度進行檢測,結果如圖2和圖3所示。由圖2可知,闊葉木漿、蔗渣漿、竹漿、針葉木漿制備出來的紙漿模塑白度分別是57.9%、72.5%、82.6%、80.4%;其中竹漿制備的模塑材料白度最高;闊葉木漿由于含有較高比例的木素成分,在模塑材料加熱定型時極易造成返黃,白度最低。
由圖2和圖3還可知,針葉木漿紙漿模塑機械強度最高,抗張指數、耐破指數、挺度分別是72.3 N·m/g、5.89 kPa·m2/g、112 mN·m,這主要是因為針葉木漿的長寬比較大,熱壓成型時纖維間的交織能力較強,機械強度較高。闊葉木漿次之,紙漿模塑的抗張指數、耐破 指 數、挺 度 分 別 是68.3 N·m/g、3.90 kPa·m2/g、109 mN·m,這是因為闊葉木漿中含有較高比例的木素,雖然這不利于單根纖維間的氫鍵結合,但在高溫熱壓時,木素會發生一定程度的自縮合,或與碳水化合物降解產物間發生酚醛縮合,促進紙漿模塑“自我粘合”強度增加[10-11]。竹漿長寬比最大,這使其具備較好的機械性能[12-13],竹漿紙漿模塑的抗張指數、耐破指數、挺度分別是64.2 N·m/g、3.78 kPa·m2/g、109 mN·m。蔗渣漿的纖維寬度較大、長度較短,當其用于制備模塑材料時無法提供較高的機械強度,另外蔗渣漿細小組分中大多是雜細胞,不僅存在一定的濾水困難,而且這些雜細胞具有更大的比表面積,能夠優先吸附所添加的不同阻隔助劑,在真空抽吸成型時,細小組分的流失不僅會對真空系統不利,還會影響材料的阻隔性能(防水、防油等)[14],蔗渣漿紙漿模塑材料抗張指數、耐 破 指 數、挺 度 分 別 為56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m。

圖2 4種單一纖維制備的紙漿模塑材料挺度與白度Fig.2 Stiffness and whiteness of four kinds of MFs
2.1.2 混合漿種
食品包裝紙漿模塑材料常用100%的蔗渣漿制成,但蔗渣漿的機械強度相對較低,不能完全滿足高品質紙漿模塑餐盒的需求。為了提升食品包裝紙漿模塑材料的機械強度,實驗過程中分別采用竹漿、針葉木漿和闊葉木漿部分代替蔗渣漿。不同纖維配比在纖維游離度480 mL、熱壓壓力0.5 MPa、熱壓時間60 s、溫度170℃條件下制備400 g/m2紙漿模塑材料的機械性能和白度如圖4和圖5所示。與圖3對比可知,采用其他類型的纖維原料與蔗渣漿混合使用時,其對模塑材料機械強度的提升幅度超過理論上相同比例的纖維原料對機械強度的提升能力,這說明混合使用纖維原料存在一定的協同增效作用。1#采用50%竹漿代替蔗渣漿制備紙漿模塑材料,相較于100%蔗渣漿的紙漿模塑材料,其抗張指數、耐破指數、挺度分別提升了9.9%、44.7%,7.0%;2#采用50%闊葉木漿代替蔗渣漿制備紙漿模塑材料,與100%蔗渣漿相比,其抗張指數、耐破指數、挺度分別提高了22.0%、65.8%、12.4%;3#采用50%針葉木漿代替蔗渣漿,其制的模塑材料與100%蔗渣漿相比,抗張指數、耐破指數、挺度分別提高了25.0%、13.0%、13.0%;4#采用25%針葉木漿和25%闊葉木漿代替蔗渣漿制備紙漿模塑材料,與100%蔗渣漿紙漿模塑材料相比,其抗張指數、耐破指數、挺度的提升幅度更大(抗張指數提高了22.0%~26.0%,挺度提高了12.0%~13.0%)。這充分說明針葉木漿和闊葉木漿與蔗渣漿存在顯著的協同效應,長纖維的針葉木漿與短纖維的蔗渣漿混合后大大增加了纖維間交織能力,減少細小組分的過多流失;闊葉木漿雖然不能提供較多的纖維氫鍵結合,但在高溫熱壓環境下其含量較高的木素發揮出“黏合劑”作用,增加紙漿模塑材料的緊度,進一步提升其機械強度。紙漿模塑材料緊度的提高,致使纖維網絡的孔隙結構緊密、孔隙率降低,有助于降低液體(油和水)的滲透速率[15],這對食品包裝需要的阻隔性能有積極貢獻。

圖3 4種單一纖維制備的紙漿模塑材料抗張強度與耐破度Fig.3 Tensile strength and bursting strength of four kinds of MFs

圖4 不同纖維配比對紙漿模塑材料抗張強度與耐破度的影響Fig.4 Effect of different fiber ratios on tensile strength and bursting strength of MFs

圖5 不同纖維配比的紙漿模塑材料挺度與白度Fig.5 Stiffness and whiteness of MFs with different fiber ratios
由于闊葉木漿的白度偏低,因此2#配方制備出來的紙漿模塑材料白度較低為60.6%,添加竹漿或針葉木漿的紙漿模塑材料白度有所升高。總體而言,竹漿、針葉木漿的添加能夠提升紙漿模塑材料的白度與機械強度,闊葉木漿和蔗渣漿可協同增加紙漿模塑材料的強度,尤其是挺度,但會降低其白度。
2.1.3 打漿程度
在漿料(100%蔗渣漿)、熱壓工藝條件(壓力0.5 MPa、時間60 s、溫度170℃)、紙漿模塑材料定量(400 g/m2)相同的條件下,不同游離度對紙漿模塑材料機械性能和濾水性能的影響如圖6所示。隨著漿料游離度的降低,纖維的打漿程度不斷提高。當漿料游離度為580 mL時,打漿程度較弱,纖維很少分絲帚化,濾水較好,時間為41 s,紙漿模塑成型時氫鍵結合相對較少,紙漿模塑的機械強度偏低,抗張指數、耐破指數、挺度分別為53.8 N·m/g,2.14 kPa·m2/g、95.5 mN·m;當漿料游離度為480 mL時,纖維具有一定的分絲帚化,濾水時間為45 s,此時纖維間氫鍵結合能力提升,模塑材料緊度增加,機械強度增加,抗張指數、耐破指數、挺度分別為56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m;當漿料游離度為380 mL時,纖維分絲帚化明顯,產生較多細小纖維,濾水時間為56 s,比480 mL游離度的漿料濾水時間延長了24.4%,此時抗張指數、耐破指數、挺度分別是54.9 N·m/g、2.22 kPa·m2/g、96.7 mN·m。打漿程度的加強能夠提高紙漿模塑材料的機械強度和緊度,一定程度增加水和油脂分子滲透的阻力,延長液體分子在纖維網絡中的滲透路徑和時間[16],對于蔗渣漿而言考慮打漿操作對細小組分的影響,確定較合適的游離度為480 mL。

圖6 游離度對紙漿模塑材料機械強度和紙漿濾水性能的影響Fig.6 Effect of freeness on mechanical strength and drainage performance of MFs
2.2 外添助劑對紙漿模塑材料機械性能的影響
外添助劑可從增補纖維間結合區域形成的氫鍵數目、提高纖維網絡結合強度、提高細小組分留著等方面來提升紙漿模塑材料的機械強度。另外,化學添加劑還能通過降低透氣度和纖維間孔隙來提升紙漿模塑材料的阻隔性能(防水防油等)[17-18]。為滿足食品包裝用紙漿模塑材料的安全需求,后續實驗以100%蔗渣漿為原料,探討了陽離子改性淀粉、CNF、細小纖維、LCCS對紙漿模塑材料機械強度的影響。
2.2.1 陽離子改性淀粉
圖7為陽離子改性淀粉對紙漿模塑材料機械性能的影響。由圖7可知,隨陽離子改性淀粉添加量增加,紙漿模塑材料的各項機械強度先增加后減小,在添加量為1.5%時效果最佳,紙漿模塑材料抗張指數、耐破指數、挺度分別是65.4 N·m/g,3.04 kPa·m2/g、107 mN·m,相較于未添加助劑的紙漿模塑材料而言,分別增加了15.3%、28.3%、9.8%。這是因為陽離子改性淀粉是在天然淀粉骨架上引入叔胺基或季銨基后制備的具有陽離子特性的一種淀粉衍生物,淀粉的羥基與纖維游離羥基之間形成氫鍵結合從而提升紙漿模塑材料的機械強度[19]。但當陽離子淀粉添加量不斷增高時,纖維體系的Zeta電位絕對值會降低,這會造成紙漿模塑材料成型時勻度變差從而影響機械強度,另外當陽離子淀粉添加量過高時,纖維體系濾水時間延長,生產效率降低。因此,本研究確定陽離子淀粉的較佳添加量為1.5%。

圖7 陽離子改性淀粉對紙漿模塑材料機械性能的影響Fig.7 Effect of cationic modified starch on mechanical properties of MFs
2.2.2 纖維素納米纖絲
纖維素納米纖絲(CNF)由于其較高的長徑比及富含羥基,在增強纖維基材料機械強度性能方面具有天然優勢[20]。圖8為CNF對紙漿模塑材料機械性能的影響。由圖8可知,隨CNF添加量的增加,紙漿模塑材料的強度先上升后下降,在添加量為0.3%時效果較好,抗張指數、耐破指數、挺度分別為57.9 N·m/g,3.00 kPa·m2/g、105 mN·m,相對于未添加助劑的紙漿模塑材料而言,分別增加了2.1%、26.6%、7.2%。纖維網絡中的CNF提供了較多的氫鍵結合,進而提高模塑材料的強度[21]。

圖8 CNF對紙漿模塑材料機械性能的影響Fig.8 Effect of CNF on mechanical properties of MFs
2.2.3 細小纖維
圖9為細小纖維在改善紙漿模塑材料機械強度的作用效果。從圖9可知,隨著細小纖維添加量的增加,紙漿模塑材料的機械強度先增加后減小,當其添加量為3%時效果最佳,紙漿模塑材料抗張指數、耐破指數、挺度分別為57.6 N·m/g、2.93 kPa·m2/g、111 mN·m,相對于未添加助劑的紙漿模塑材料而言,分別增加了1.6%、23.6%、12.9%。但當細小纖維添加量過高時,會導致漿料的保水值過高,降低漿料的濾水性能,同時大量細小纖維的存在容易發生絮聚,在成型時嚴重影響勻度。

圖9 細小纖維對紙漿模塑材料機械性能的影響Fig.9 Effect of fiber fines on mechanical properties of MFs
2.2.4 濕強劑LCCS
超低氯交聯型濕強助劑LCCS是由三元胺和二元酸縮聚而成的聚酰胺分子與環氧氯丙烷(C3H5ClO)反應制得的一種水溶性樹脂,能夠吸附到帶負電荷的紙漿纖維上并在纖維表面形成致密網絡結構,從而提高紙漿模塑材料的機械性能[22-23],LCCS對紙漿模塑材料的機械性能影響如圖10所示。當LCCS添加量為0.6%時使用效果最佳,紙漿模塑材料抗張指數、耐破指 數、挺 度 分 別 為64.6 N·m/g,2.99 kPa·m2/g、116 mN·m,與未添加助劑的紙漿模塑材料相比,分別增加了14.0%、26.2%、18.9%,同時對添加量為0.6%LCCS的紙漿模塑餐具進行了氯丙醇含量的檢測,1,3-DCP和3-MCPD均為未檢出。因此實驗過程中采用的LCCS可安全用于紙漿模塑材料機械強度的提升。

圖10 LCCS對紙漿模塑材料機械性能的影響Fig.10 Effect of LCCS on mechanical properties of MFs
2.3 模壓參數對食品包裝紙漿模塑材料機械性能的影響
2.3.1 模壓壓力
食品包裝紙漿模塑材料與紙張類似,其機械性能受纖維種類、打漿程度、成型參數等多方面的影響。本研究在模壓時間60 s、模壓溫度170℃、定量400 g/m2條件下通過給模具施加不同的壓力,使蔗渣漿紙漿模塑材料具有不同的厚度和緊度,結果如圖11所示。由圖11可知,當分別施加0.3、0.5、0.7 MPa模壓壓力時,紙漿模塑材料的緊度分別為0.64、0.87、1.00 g/cm3。0.5 MPa下的抗張指數、耐破指數、挺度分別較0.3 MPa時提高了35.0%、22.8%、38.1%,0.7 MPa時較0.5 MPa時機械強度也有所提高,但提高幅度較小,抗張指數、耐破指數、挺度分別提高了7.6%、3.4%、0.4%。圖12為不同模壓壓力下紙漿模塑材料的SEM圖,當模壓壓力為0.3 MPa時,紙漿模塑材料多孔疏松、緊度小(表面纖維間孔隙15~25μm,纖維層之間孔隙10~20 μm),此時紙漿模塑材料易變形、液體易滲透;當模壓壓力為0.7 MPa時,紙漿模塑材料較緊實,內部結構較為致密(表面纖維間孔隙10~15μm,纖維層之間孔隙<5μm),此時不僅有利于紙漿模塑材料機械強度的增加,還有利于阻礙水分子和油脂大分子的通過,從而延緩液體的滲透速率。

圖11 模壓壓力對紙漿模塑材料機械性能的影響Fig.11 Effect of moulding pressure on mechanical properties of MFs

圖12 不同模壓壓力下紙漿模塑材料表面與截面SEM圖Fig.12 SEM images of surface and cross-section of MFs under different molding pressure
2.3.2 模壓溫度
在模壓壓力0.5 MPa、模壓時間60 s、定量400 g/m2條件下,模壓溫度對蔗渣漿紙漿模塑材料機械性能的影響如圖13所示。在150~190℃范圍內,紙漿模塑材料的機械強度隨著溫度的升高而升高。這是因為隨溫度的升高,纖維的可塑性和形變能力提高,纖維間更多的以線或面接觸,熱壓干燥時使得纖維間的接觸面積增大、氫鍵結合能力增強[24],從而使紙漿模塑材料的機械強度有所提升。在170~190℃時,紙漿模塑材料的機械強度相對較高,當溫度升至210℃時強度有所下降,此時溫度過高,嚴重脫水致使模塑表面發黃和變形,進而導致其機械強度降低。考慮到節約能源、減少熱損耗的因素,熱壓溫度確定為170℃。
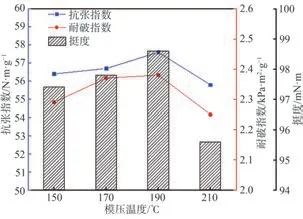
圖13 模壓溫度對紙漿模塑材料機械性能的影響Fig.13 Effect of molding temperature on mechanical roperties of MFs
2.3.3 模壓時間
本研究在模壓溫度170℃、模壓壓力0.5 MPa下選取3個模壓時間(60、90、120 s)制備蔗渣漿紙漿模塑材料,并對其機械強度進行檢測,結果如圖14所示。由圖14可見,隨著模壓時間的延長,紙漿模塑材料的各項機械強度指標有所增加,但增加幅度不大。紙漿模塑材料在熱壓60 s后幾乎達到絕干狀態,最終模壓時間可確定為60 s。
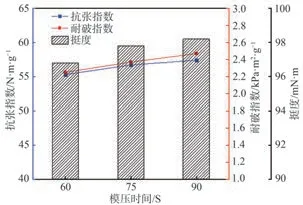
圖14 模壓時間對紙漿模塑材料機械性能的影響Fig.14 Effect of molding time on mechanical properties of MFs
3 結論
3.1 當蔗渣漿游離度為480 mL時,在保證較好濾水性能的前提下其紙漿模塑材料的抗張指數、耐破指數、挺度分別為56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m。采用針葉木漿、闊葉木漿、竹漿部分替代蔗渣漿可提升紙漿模塑材料的機械強度,蔗渣漿與針葉木漿或闊葉木漿存在明顯的協同增效作用;與100%蔗渣漿紙漿模塑材料相比,當針葉木漿與蔗渣漿按照1∶1混合制備紙漿模塑材料時,其抗張指數、耐破指數、挺度分別提升了25.0%、130.0%、13.0%;當闊葉木漿與蔗渣漿按照1∶1混合時,其抗張指數、耐破指數、挺度分別提升了22.0%、65.8%、12.4%
3.2 外添助劑一定程度可以提升蔗渣漿紙漿模塑材料的機械強度,陽離子改性淀粉的作用效果相對最好;當其添加量為1.5%時,相較于未添加助劑的蔗渣漿紙漿模塑材料而言,其抗張指數、耐破指數、挺度分別提高了15.3%、28.3%、9.8%。
3.3 模壓參數對于改善蔗渣漿紙漿模塑材料的機械強度也有一定影響,其中模壓壓力的影響最大。本研究條件下最佳的模壓參數為:模壓壓力0.5 MPa、溫度170℃、時間60 s。