發射藥螺桿擠壓機葉片強度分析及結構參數優化
2022-11-23 10:09:22毛宇胡小秋范雪坤劉志濤
機床與液壓 2022年20期
毛宇, 胡小秋, 范雪坤, 劉志濤
(1.南京理工大學機械工程學院,江蘇南京 210094;2.中國兵器科學研究院,北京 100089)
0 前言
發射藥是槍支彈丸發射的主要能源來源,同時也是國防武器無法替代的重要組成部分[1]。單螺桿擠出機結構簡單、成本低、性價比高,因此廣泛應用于發射藥、推進劑類火藥的擠出加工[2]。
在發射藥的擠出過程中,藥料相互擠壓摩擦,形成了較大的壓力,這些壓力主要由擠出機的關鍵零件螺桿承受。在新改進的某種發射藥擠壓工藝中,藥料的相互擠壓加劇,對螺桿的強度和安全也提出了更高的要求。針對螺桿設備的強度計算,顧張麗[3]對連續式蒸汽爆破設備的螺桿進料裝置進行有限元分析計算,得到了有較好混合效果的螺旋葉片的開槽角度。劉鑒鈺和黃興元[4]對秸稈類預處理設備的擠出螺桿進行分析與優化,發現鋸齒形或雙楔形螺紋牙型可以有效改善螺桿受力情況。
在大多數的研究中,對螺桿的計算校核往往是利用簡單公式或者仿真軟件在螺桿上施加簡單的軸向力或者徑向力來模擬仿真在擠壓過程中螺桿的受力,這相對于螺桿的實際受力來講,是十分粗糙且不精確的。在實際擠壓過程中,螺桿受到來自物料擠壓而產生的不同方向的擠壓和摩擦力。文中利用ANSYS的Fluent流體仿真模塊模擬計算藥料在設備中的擠壓過程,再通過流固耦合模塊將實際擠壓過程中產生的力加載到螺桿與藥料的接觸面上,對螺桿進行靜力學分析,校核其強度。
國內目前對于發射藥的螺桿擠壓過程研究基本局限于對藥料材料、加工工藝參數這些方面的研究,對于螺桿本身結構尤其是螺紋牙型參數方面的研究較少。本文作者對雙楔形螺牙的參數進行正交試驗,對牙型參數進行組合優化,同時分析顯著因素對擠出的影響,節約了試驗的成本和時間。在滿足螺桿強度條件下,對比優化前后藥料的擠出速度,提高設備的擠出效率。
1 螺桿擠壓機的工作原理
一般來說,單螺桿擠壓工藝的過程可以大致分為3個部分:固體輸送階段(喂料段)、相遷移階段(物料過渡段)、塑化成型擠出段。此類分段主要基于2個方面:一是螺桿的幾何尺寸、形狀;二是螺桿中流道不同位置物料所處在不同的物性狀態[5]。
喂料段:螺桿擠壓機中的主要部件螺桿存在一定的壓縮比,藥料隨著螺桿的轉動不斷前進,且每前進一個螺槽,其所受到的壓力也會對應增加。
過渡段:在此階段,隨著螺桿的轉動、螺棱的攪拌與混合促使藥粒間的縫隙進一步減小進而逐步相互粘連在一塊。
塑化成型擠出段:通過螺桿擠壓進一步塑化藥料,并使藥料不斷地相互流動混合,最終形成質量穩定、質地均衡的流體,并繼續以螺桿的轉動為推動力向成型模具推進。
由此可以看出:通過螺桿擠壓的成型工藝,使得發射藥不斷被壓實、熔融而連續擠出,這樣可以大大提高發射藥致密度和擠出速率,提高制造效率。
2 發射藥擠壓過程仿真
不同于其他高分子材料,在推進劑、發射藥這類含能材料的擠壓過程中,火焰、沖擊、摩擦等即可誘發高速的燃燒和爆炸反應,因此在實際擠壓過程中保證擠壓的安全性是最重要的。在試驗前,需要確定好藥料的流變性能參數,同時在試驗過程中保持流道內的熱穩定和壓力差,防止在擠壓過程中發生爆炸。
發射藥的單螺桿擠壓是一個連續復雜的過程,在試驗操作中只能通過測量壁面中某一點的壓力等參數變化情況來間接觀察擠壓時藥料整體內部參數分布趨勢與變化情況。通過使用有限元仿真軟件ANSYS Workbench中的Fluent模塊對擠壓過程進行數值模擬,可以直觀地觀察擠壓時藥料的壓力、溫度、速度、剪切速率和黏度等流動參數的分布。
2.1 流體模型的建立
對擠壓過程的流道建立如圖1所示的模型(圓角和倒角忽略不計),藥料從左面入口進入機膛,通過與螺桿和機筒內壁的不斷擠壓與摩擦,逐漸被壓實、熔融,最后從右邊機頭處流出。
其中,螺棱間隙為1 mm,螺桿的主要結構參數如表1所示。
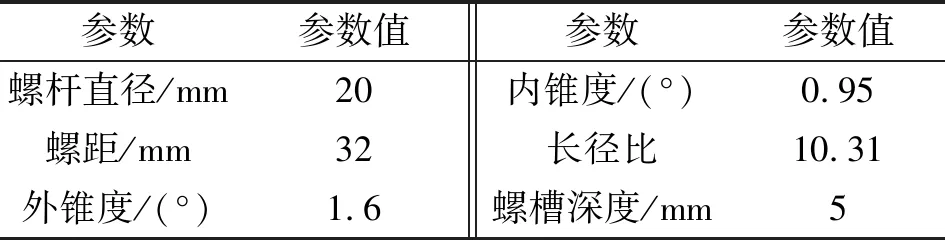
表1 螺桿主要結構參數
2.2 流道網格劃分
將建立好的三維流道模型導入Fluent模塊中,對它進行網格劃分(Mesh),如圖2所示。
在網格劃分中,網格的大小會影響到節點的個數,進而影響整個仿真過程的計算量和精度,因此對模型進行合理的仿真十分必要。利用Mesh模塊中網格單元質量統計,可以觀察劃分網格的合理性,如圖3所示,平均網格質量為0.838 17,說明網格質量較好,此網格劃分可用。
2.3 材料參數及邊界條件設定
(1)藥料參數
由于發射藥屬于非牛頓流體中的假塑性流體,其黏度與剪切速率和溫度有關,其表達式[6]如下:
(1)
同時剪切速率與剪切黏度之間變化規律遵循Bird-Carreau模型,從而得到發射藥藥料黏度與剪切速率和溫度的關系表達式:
(2)
文中設定無窮剪切黏度η∞為0.002 686 Pa·s,零剪切黏度η0為5.614×104Pa·s,時間常數λ為0.703 8,非牛頓指數n為0.112 6,活化能與熱力學常數之比α為568.4,參考溫度Tα為375 K[6]。
(2)螺桿擠壓機參數如表2所示。
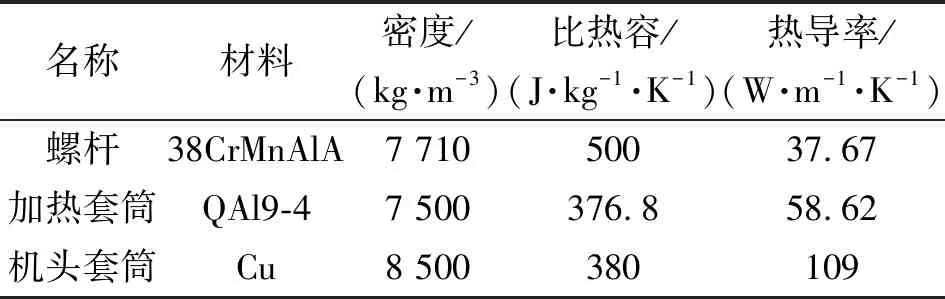
表2 螺桿擠壓機部件參數
(3)邊界條件的設定
入口邊界(inlet):設定入口處單位時間內進入的藥料恒定質量流量Q為0.000 12 kg/s。在進入擠壓段之前對藥料進行預熱處理,以使其流動狀態更適應擠壓,加熱至300 K。
出口邊界(outlet):發射藥藥料從出口處被擠出需要一定的成型壓力。為了方便數值計算收斂,對數據進行分析,故設定出口邊界壓力為30 MPa。
套筒壁面(barrel wall):設定靠近套筒壁面的藥料靜止,且無壁面滑移,套筒分段式水浴加熱,設定三段加熱溫度相同即恒定溫度333 K。
螺桿壁面(screw wall):設定藥料與螺桿接觸的壁面以定轉速n=5 r/min轉動。
2.4 仿真結果分析
在仿真過程中,流道內充滿了藥料流體,整個流道處于穩定擠壓的狀態,擠壓狀況與時間的變化沒有聯系。為了研究螺桿的受力情況,現對藥料的壓力分布進行觀察[7]。
圖4所示為流道YZ截面的壓力分布云圖,可知:沿Z軸方向,藥料所受壓力呈先增大后降低的變化,從加料段開始增大,在均化段所受壓力達到最大[8]為32.44 MPa。在機頭處截面縮減不斷堆積壓實,藥料在達到流向機頭過渡段所需的壓力30 MPa后緩慢擠出,壓力順著流道逐漸減小到30 MPa。整個擠壓過程中,流道內的最大壓力差Δp為10.95 MPa。
3 流固耦合仿真分析
通過上述對發射藥流體擠壓過程的仿真,藥料在擠壓過程中的受力情況可以觀察出。為了方便清晰地觀察螺桿在擠壓過程中的受力,可以通過ANSYS流固耦合的功能,將流體仿真過程中的流體壓力情況加載到螺桿中去,從而給螺桿的靜力學分析提供載荷條件[9]。接著給螺桿的靜力學分析提供邊界條件,在入口處給螺桿端施加固定邊界條件。其中,螺桿的材料性能參數如表3所示。
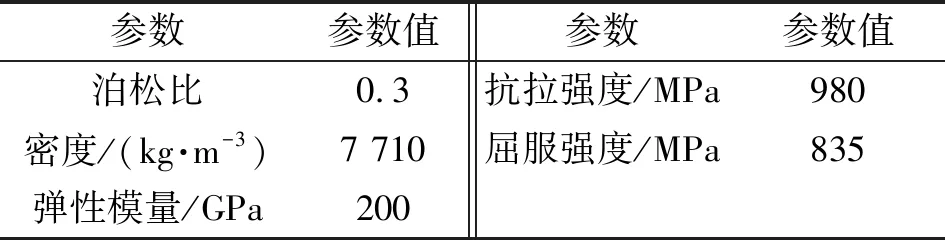
表3 38CrMnAlA螺桿主要結構參數
通過流固耦合將擠壓過程中藥料流動的壓力施加到螺桿上,對其進行靜力學分析,得到了在擠壓過程中螺桿的應力分布情況以及位移變化情況,結果如圖5、圖6所示。
由圖5可知:螺桿所受最大應力出現在第一段螺槽螺桿與螺紋交界處,最大值為134.12 MPa,符合材料的強度要求。并且,隨著軸向距離的增加,越往擠壓出口處靠近,應力逐漸變小。在徑向上,螺桿所受應力由內向外逐漸減小。
由圖6可知:隨著軸向距離的加深,螺桿的形變量逐漸增大,最大形變出現在螺桿頭部,最大值為0.121 36 mm,形變量較小,符合要求。
4 結構參數優化
螺桿的牙型結構一般為雙楔形結構,結構如圖7所示,這種結構相較于三角形和矩形螺牙而言,可以較好地改善物料流動情況以及螺桿的應力分布,推進面楔形角α、β以及螺棱寬度e的不同對螺桿的受載情況及擠壓出口流速有著很大的影響,因此文中對此作出了相關分析[10]。
4.1 正交試驗分析
正交試驗選取了螺桿螺牙的楔形角α和β、螺棱寬度e作為影響因素,每個因素取3個水平值,設計出L9(33)的正交試驗表,如表4所示。以螺桿所受最大等效應力為約束條件,降低流道內最大壓力差為優化目標,研究這3個因素對螺桿所受載荷和擠壓出口流速的影響程度,并確定最佳的結構參數組合[11]。
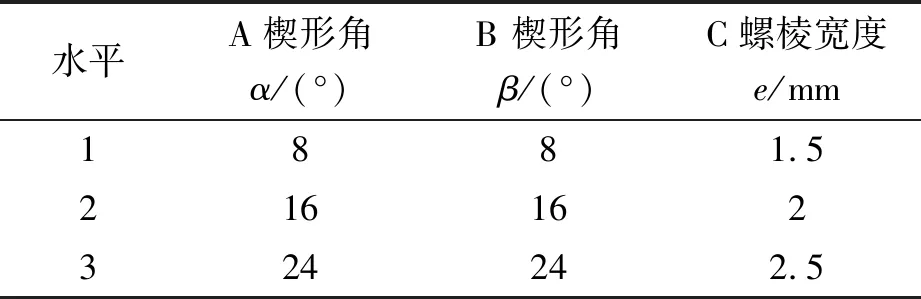
表4 試驗因素及水平
按照正交試驗表,建立共9組螺桿及流道模型,并以相同的邊界條件進行流固耦合計算,對計算結果作后處理,得到表5所示的試驗結果。其中ki為各因素第i(i=1、2、3)個水平位上對應的指標值差最值之和除以總水平數。R為極差,極差值越大,則該因素對指標的影響程度越大[12]。

表5 正交試驗結果
由表5可知:極差值最大為3.33,對應的試驗因素為A楔形角α,最小極差值為1.10,對應的試驗因素為C螺棱寬度e。因此,對流道內最大壓力差影響顯著程度由大到小依次為:楔形角α>楔形角β>螺棱寬度e。分析比較不同水平下同一試驗因素的影響,得出最佳結構參數組合為A3B3C1,確定參數組合為楔形角α為24°,楔形角β為24°,螺棱寬度e為1.5 mm。
4.2 楔形角α對擠壓過程的單因素影響
針對螺桿的不同楔形角α,進行擠壓過程仿真計算其所受的載荷,然后通過流固耦合加載到螺桿上進行靜力學仿真分析。通過改變楔形角α的大小,利用單因素分析法,觀察螺桿的應變位移情況,以及流道內最大壓力差變化[13]。
文中選擇的螺桿尺寸如表6所示。

表6 各螺桿牙型尺寸
經過流體仿真→流固耦合→靜力學分析[14],得到了在不同楔形角α的影響下,螺桿在擠壓過程中所受的應力變形以及出口流速變化情況,如圖8—圖10所示。
由圖8可知:隨著楔形角α的增加,螺桿所受的最大等效應力減小。這是由于楔形角α增加以后,藥料作用在螺桿螺牙上的軸向力減小,此時螺桿所受的等效應力也會隨之減小[15]。由圖9發現:隨著楔形角α的增加,螺桿的最大變形量先增大后減小,最大值出現在α=16°處,此時最大變形量為0.000 177 64 m。
觀察圖10,隨著楔形角α的增大,流道內的最大壓力差呈現先增大后減小的趨勢。這是因為隨著楔形角α的增加,流道內的藥料受到的軸向壓力減小,徑向的壓力增大。在楔形角α=12°時,藥料的剪切作用達到最大,流道內的壓力也隨之達到最大,后面再增大楔形角α,藥料受到的螺桿的軸向推力越來越小,在流道內的旋轉運動增強,整個流道的擠出效果削弱,流道內的壓力和壓力差也隨之減小[16]。在α=12°時,流道內的最大壓力達到最高28.89 MPa,后隨著角度的增加而逐漸減小在α=24°時,最大壓力差降到最低25.68 MPa。
5 結論
基于ANSYS軟件在藥料擠壓作用下對發射藥擠出設備的螺桿流道和螺牙部位進行仿真模擬,得到以下結論:
(1)對流道內最大壓力差影響程度由大到小依次為楔形角α、楔形角β、螺棱寬度e。分析比較不同水平下同一試驗因素的影響,得出最佳結構參數組合為楔形角α為24°,楔形角β為24°,螺棱寬度e為1.5 mm。
(2)對于雙楔形截面形狀的螺桿,隨著推進面楔形角α的增加,其受到的應力是逐漸減小的。合理增加α的大小,可以在提高轉速的情況下,大大降低對于螺桿材料的抗剪強度等性能的要求。
(3)楔形角α增加時,會使得流道內的最大壓力差先增大后減小。當楔形角α=24°時,流道內的最大壓力差達到最小值,可以使整個擠出過程的安全性和穩定性提高。