基于指數積理論的三軸機床幾何誤差辨識方法
2022-11-23 10:23:34蔣曉耕柴旭王浩劉暢杜宇
機床與液壓 2022年20期
蔣曉耕,柴旭,王浩,劉暢,杜宇
(1.天津市現代機電裝備技術重點實驗室,天津 300387;2.天津工業大學機械工程學院,天津 300387)
0 前言
隨著數控機床向著高速、高精的方向發展,幾何誤差、熱誤差、力誤差占據數控機床總誤差的65%,其中由于零部件制造、裝配及磨損造成的幾何誤差在機床總誤差中占18%[1]。數控機床幾何誤差分為與位置有關的幾何誤差(Position Dependent Geometric Errors, PDGEs)和與位置無關的幾何誤差(Position Independent Geometric Errors, PIGEs),其中PDGEs是機床在生產制造和后期磨損造成的誤差,而PIGEs是機床各個部件之間裝配造成的誤差。因PDGEs的產生原因一直是誤差檢測的難點,目前單軸運動檢測PDGEs方法主要使用的儀器有激光干涉儀[2-3]、非接觸式位移傳感器[4]等精密設備。但在實際加工中該檢測需要多軸聯動的方式才能完成,對此國內外研究人員提出了空間誤差評價方法[5-6]。
目前針對PDGEs的研究設備主要有激光跟蹤儀、激光干涉儀、接觸式觸發探針等。其中,激光跟蹤儀檢測方法分為單站法[7]和多點定位法(多站法)[8],操作簡單、檢測效率高,但單站法通過角度編碼器測量角度會受到電氣誤差的影響,不確定度大。多站法在檢測時需多臺儀器同時檢測或一臺儀器多點重復測量,前者需要多臺儀器,不易獲得,后者要求機床重復精度高,同時長時間檢測易引入熱誤差。激光干涉儀檢測PDGEs的方法有十三線法[9]、十二線法[10]和九線法[11]等,其檢測精度高,但存在對光難、耗時長和檢測效率低等問題,同時其在檢測時易受到溫度、濕度等因素的影響以及阿貝誤差[12]的影響。接觸式觸發探針[13]檢測方法主要通過機床所帶探針,對特定的工件用點測的方法進行檢測,但需多次測量,檢測效率低。此外,還有基于加工試件[14]的檢測方法,通過分析機床運動,提出多種加工方式組合的方法,辨識PDGEs。綜上所述,目前檢測PDEGs的方法存在操作復雜、檢測效率低以及檢測方法繁瑣等問題。
針對以上問題,研究人員利用價格低、精度高、操作簡單的球桿儀進行研究。球桿儀主要用于檢測多軸機床PIGEs,通過多軸機床單軸[15]或者多軸[16]聯動的方式進行檢測。對于PDGEs的檢測研究還不充分,存在安裝次數過多[17]、辨識過程復雜[18]、辨識精度不足[19-20]等問題,仍需進一步研究。
為解決球桿儀安裝次數過多、缺項建模和解耦精度問題,本文作者提出一種基于球桿儀的三軸機床幾何誤差辨識方法。該方法將球桿儀視為機床運動鏈的一部分,以指數積(Product of Exponentials, PoE)理論和18項誤差模型為基礎構建綜合誤差模型,并結合混階切比雪夫多項式預擬合模型,建立綜合誤差系數模型,通過Moore-Penrose 逆矩陣求解,完成18項誤差的辨識。該方法從誤差定義的角度消除垂直度誤差對PDGEs辨識的影響,同時建立混階切比雪夫多項式預擬合模型,并使18項誤差在球桿儀誤差敏感方向上得到全部辨識,提高誤差的辨識精度和效率。
1 運動學建模
1.1 18項誤差模型
三軸機床幾何誤差分為18項PDGEs和3項PIGEs,這兩者耦合在一起,難以區分PIGEs對PDGEs辨識的影響。董澤園等[10]將21項誤差模型與18項誤差模型進行實驗對比,證明18項誤差模型的補償效果更好。
表1所示為18項誤差模型,其中直線度誤差的定義與ISO-230-1中直線度誤差定義方式不同。在ISO-230-1[21]第3.4.12節中,直線度的參考直線有3種定義方式,分別是最小區域參考直線、最小二乘參考直線、終點參考直線,而18項誤差中直線度定義是以理想軸線作為參考直線,如圖1所示。

表1 18項誤差模型
1.2 指數積運動學模型


當ω=0時,
當ω≠0時,
使用的機床型號為漢川機床XK714D,其運動鏈如圖2所示。基于PoE理論需要建立唯一的全局坐標系RCS,圖2中RCS建立在球桿儀基座工具杯精密球中心;Xe與Xi、Ye與Yi、Ze與Zi,分別代表X軸、Y軸、Z軸誤差位置與理想位置,F為機床本體,T為刀具端工具杯位置。由于X軸、Y軸、基座工具杯位于全局坐標系RCS與機床本體之間,其相應的運動伺服量為負。由此可得,三軸聯動PoE運動學模型為
(1)
(2)
采取兩軸聯動的運動形式進行實驗,故建立雙正交軸實驗模型。當兩軸聯動時,將與第三軸有關的參數矩陣置為單位矩陣,故可得綜合誤差模型。
XY兩軸聯動模型:
(3)
XZ兩軸聯動模型:
(4)
YZ兩軸聯動模型:
(5)
1.3 安裝誤差分析
在使用球桿儀進行平面檢測時,其安裝誤差對機床幾何誤差有很大的影響。球桿儀檢測機床誤差時,其安裝誤差主要來源于工具杯的安裝位置與理想位置之間的偏差。球桿儀工具杯安裝誤差主要分為3個部分:(1)安裝主軸工具杯時,主軸工具杯受到的彈簧套壓力不均勻導致主軸工具杯安裝傾斜;(2)基座工具杯精密球受到磁力影響,導致兩端工具杯間接通過精密球連接,此時定義全局坐標系RCS,不存在安裝誤差;(3)基座工具杯鎖緊,導致精密球偏離RCS原點位置產生基座工具杯安裝誤差。因此,安裝誤差主要由基座工具杯產生。
圖3為精密球在基座工具杯鎖緊時產生誤差的示意圖。其中,Wi和We分別為精密球理想位置和實際位置;aw、bw、cw分別為實際位置在X軸、Y軸、Z軸方向上的分量;R為基座安裝誤差矢量。基座工具杯安裝誤差可以通過雙正交軸實驗,形成最小二乘擬合球進行辨識,擬合球坐標與安裝誤差關系可以表示為球面方程:
(6)
其中:
將式(6)進一步計算,其矩陣形式如式(7)所示:
(7)
基座工具杯安裝誤差為
(8)
2 預擬合模型與誤差解耦
18項誤差模型中的誤差均屬于與位置有關的誤差,如果直接求解會造成矩陣存在無窮多解或無解的情況。與位置有關的誤差可以用多項式[2-3]表達,因此提出一種預擬合[7,20,23]的方法,解決求解問題。切比雪夫多項式是正交多項式,可以簡化計算,提高擬合精度,因此在第二類切比雪夫多項式基礎上構建預擬合模型。
2.1 混階切比雪夫多項式預擬合模型
以X軸為例,X軸存在6項誤差,包括1項定位誤差、2項直線度誤差、3項姿態誤差,分別對6項誤差進行切比雪夫多項式預擬合。以球桿儀初始位置作為零誤差參考點,同時高階多項式會導致計算量增大,選用三階切比雪夫多項式,如式(9)所示:
(9)
其中:aij表示預擬合參數;x表示具體坐標值。Y軸誤差和Z軸誤差同理。
在實際情況中,6項誤差的情況是不同的,選用相同階數的切比雪夫多項式是不合理的。直線度誤差和姿態誤差與定位誤差相比更加復雜,因此增加一階。18項誤差模型中,直線度定義方式與21項直線度定義方式不同,18項誤差模型中直線度誤差更加復雜,故在姿態誤差的多項式階數基礎上增加一階。在實際檢測過程中,為保證機床運動速度保持穩定,球桿儀在運行時,需要運行一段固定角度,即越程,這也導致起始點誤差不為0,所以需存在常數項,如式(10)所示:
(10)
在使用切比雪夫多項式時,需要進行坐標線性歸一化處理:
其中:p為歸一化處理后的X值;q為歸一化處理后的Y值;r為歸一化處理后的Z值;[a,b]為原始區間。
2.2 桿長變化量的簡化
以YZ兩軸聯動實驗為例,圖4所示為YZ平面球桿儀運動示意圖。在檢測過程中由于機床運動速度不穩定,導致球桿儀采集數據點之間角度不相同,所以計算球桿儀變化量Δl在Y、Z兩個方向上的變化量Δy、Δz比較困難。但是,球桿儀具有越程功能,越程功能主要是為了解決采集速度不恒定所設計的,球桿儀在檢測過程中,先進行越程段,將速度達到穩定狀態,之后球桿儀運動可以認為是勻速運動,球桿儀以等角度采樣,所以Δyi、Δzi分別表示為
(11)
(12)
將式(11)與(12)進一步計算,忽略二階以上高次項,可得:
(13)
式中:θi為第i個點與Y軸的夾角;ΔYYZ、ΔZYZ分別為球桿儀桿長變化量在Y、Z方向上的分量;ΔliYZ為第i個球桿儀桿長變化量;r為球桿儀桿長。
綜合第二部分與第三部分,將式(1)—(8)、(10)—(13)聯立,可得綜合誤差系數模型。
2.3 解算方法及流程
以XY平面X方向求解為例,將球桿儀桿長變化量Δl和混階切比雪夫多項式預擬合模型代入綜合誤差模型中,得到Δl與混階切比雪夫多項式系數的綜合誤差系數模型,將它寫成矩陣形式,如式(14)所示:
XA=B
(14)


A=X+B=DH(DDH)-1(CHC)-1CHB
(15)
式中:C、D為滿秩分解得到的矩陣;X+為X的廣義逆矩陣。
通過式(15)可得到唯一的極小最小二乘解。將得到的各項系數代入混階切比雪夫多項式預擬合模型中,可得18項誤差的表達式。
以XY平面兩軸聯動為例,由X方向和Y方向的誤差辨識情況可以看出,只對球桿儀誤差敏感方向求解,無法完全辨識12項誤差,但結合XZ平面、YZ平面上模型可以完成直線度誤差缺項求解。前四次求解方式均與ΔXXY方式相同,桿長處理方式選擇式(11),由于YZ平面誤差敏感方向上只存在2項誤差,預擬合參數較少,選擇用式(13)處理可以獲得更高的擬合精度,提高辨識效率。因此辨識18項誤差,需進行5次解算。圖5所示為18項誤差辨識流程。
3 實驗及分析
3.1 實驗參數
Renishaw QC-20W球桿儀和XK714D漢川機床參數如表2所示。
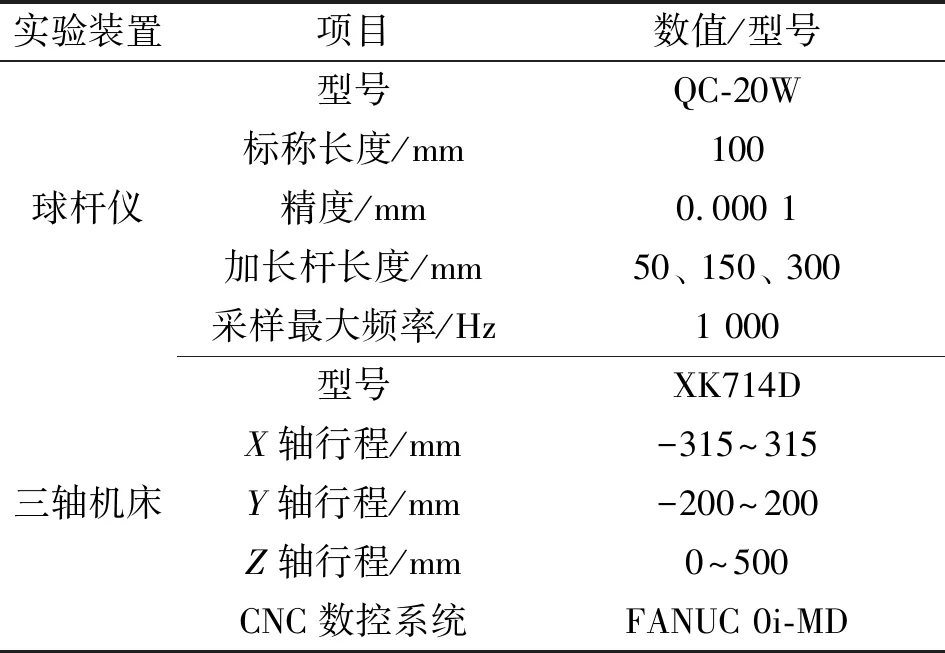
表2 實驗參數
選擇桿長L=150 mm進行實驗,同時XK714D機床使用FANUC系統,使用圓弧插補編程更加便捷,實驗裝置及實驗路徑如圖6所示。
如圖6所示的雙正交軸實驗,實驗路徑分為3條,XY兩軸聯動旋轉范圍為(-45°,405°)、XZ兩軸聯動路徑和YZ兩軸路徑旋轉范圍均為(-22°,202°)。通過對3條路徑進行檢測,對實驗所得數據進行誤差解耦,最后對解耦結果進行NC代碼直線插補補償實驗,證明檢測與辨識結果的正確性。
3.2 安裝誤差檢測結果
球桿儀軟件可以對2D平面運動進行圓心偏差分析,但基座工具杯的安裝誤差是空間矢量,會造成分析結果不準確,因此需對它進行全局分析。對雙正交軸實驗球桿儀數據進行計算,基座工具杯安裝誤差如表3所示。

表3 安裝誤差辨識結果
在安裝球桿儀時,兩端工具杯通過磁力進行連接,基座工具杯鎖緊旋鈕進行鎖緊,在X、Y兩個方向會產生較大誤差,在Z方向由于主軸工具杯限制不會產生較大誤差。表3中X與Y兩個方向數值絕對值均遠大于Z方向上的數值,與實際相符。
3.3 解耦與補償結果
在解耦18項誤差模型時,由于選擇多個象限數據會造成數據畸變,導致擬合失真,故選擇雙正交軸實驗第一象限的數據,依次對ΔXXY、ΔYXY、ΔXXZ、ΔZXZ、ΔlYZ進行解耦,辨識結果分別如圖7、圖8、圖9所示。
18項辨識結果顯示,18項誤差數值均在合理范圍內,但EYZ在Y軸前10 mm內變化較大,同時在0位置數值過大,這是由于球桿儀越程角度過小造成的球桿儀采集數據不穩定。
使用預擬合模型方法,可以很好地解決辨識過程中矩陣無解或無窮多解問題,但不同的預擬合模型將會導致解耦精度不同,過高的階數會導致計算量過大,低階數會導致擬合精度不夠,通過式(9)和式(10)對殘差絕對值之和、殘差平方和兩個全局標準進行對比。
圖10所示為三階切比雪夫多項式與混階切比雪夫多項式在不同標準下的殘差對比圖。可知:混階切比雪夫多項式預擬合模型數值均小于三階切比雪夫多項式預擬合模型數值。因此,混階切比雪夫多項式比三階切比雪夫多項式更適合作為預擬合模型。
將通過檢測、解耦得到的18項誤差代回綜合誤差模型式(1)—(3)中得到X、Y、Z三個方向的補償量,對G代碼進行修正。在不改變實驗條件的情況下進行補償,得到實際補償結果。將檢測結果、補償結果、預測補償值進行對比。
圖11所示為XY兩軸聯動補償結果對比結果。可以看出:通過NC代碼補償的結果遠小于檢測數據,證明補償有效。檢測數據平均誤差為-0.028 31 mm,平均補償值為-0.005 09 mm,平均預測補償值為4.03×10-7mm,球桿儀平均桿長變化量減少了82.02%。
圖12所示為XZ兩軸聯動補償結果對比結果。可知:補償結果遠小于檢測數據,補償效果明顯。檢測數據平均值為0.026 28 mm,平均預測補償值為5.98×10-6mm,補償結果平均值為0.002 2 mm,球桿儀平均桿長變化量減少了91.63%。
圖13所示為YZ兩軸聯動補償結果對比結果。可知:補償結果遠小于檢測結果。檢測數據平均值為-0.007 62 mm,平均預測補償值為-2.93×10-6mm,補償結果平均值為-0.002 24 mm,球桿儀桿長變化量減少了70.6%。
三組補償實驗,預測補償值均小于補償結果,這是由于機床在運行過程中受到機床溫度等多種因素以及NC代碼補償原理性問題造成的偏差。檢測結果、預測補償值、補償結果三條曲線不光滑是受到機床振顫誤差、周期誤差等因素的影響。
4 結論
三軸機床PDGEs檢測一直都是機床精密檢測的難點,提出一種基于球桿儀的三軸機床空間誤差辨識方法,該方法只需球桿儀在XY、XZ、YZ3個正交平面進行3次檢測,在球桿儀誤差敏感方向上進行5次求解,即可辨識全部誤差。
(1)從球桿儀檢測方式出發,將球桿儀工具杯視為機床運動鏈的一部分,結合PoE理論,建立綜合誤差模型,并給出最小二乘擬合球的安裝誤差辨識方法。該方法從全局角度分析安裝誤差,更符合實際情況,能夠提高辨識精度。
(2)針對綜合誤差模型辨識問題,提出混階切比雪夫多項式預擬合方法,構建綜合誤差系數模型,并提出5次Moore-Penrose 逆矩陣求解方法。此方法可以避免在非誤差敏感方向上求解,提高辨識的精度和效率。
(3)在XK714D機床上進行檢測實驗,通過綜合誤差系數模型,使得18項誤差在球桿儀誤差敏感方向上得到全部辨識。將三階切比雪夫多項式預擬合模型與混階切比雪夫多項式進行對比,證明混階切比雪夫多項式預擬合模型精度更高。最后對辨識結果進行雙正交軸NC代碼補償實驗,結果表明:在XY、XZ、YZ平面綜合誤差分別減少82.02%、91.63%、70.6%,驗證了文中提出的幾何誤差辨識方法的有效性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
海峽科技與產業(2016年3期)2016-05-17 04:32:12