微焦點工業CT成像檢測在橋絲電點火藥頭涂覆工藝控制中的應用
2022-11-22 09:03:34張海東王國強周涵彬王啟然
無損檢測 2022年10期
張海東, 王國強, 周涵彬, 王啟然, 李 蓉
(陜西應用物理化學研究所,西安 710061)
橋絲式電火工品作為一種采用特殊能源的、一次性作用的動力源元器件,廣泛應用于導彈等武器裝備中。橋絲式電點火頭因其體積小、發火時間快、可靠性高,常作為橋絲電火工品應用于電作動器、電點火裝置中[1]。
橋絲式電點火頭的工作原理為:電流通過有一定電阻的微細金屬橋絲,電能產生熱量使橋絲升溫達到灼熱狀態,加熱橋絲周圍的藥劑點火或者起爆。電點火頭的主要技術指標是發火電流、安全電流和發火時間。一般而言,電點火頭橋絲直徑為十幾微米到幾十微米,電點火頭涂覆工藝的不同使得點火藥與橋絲之間的接觸狀態存在很大差異,點火藥與橋絲的接觸面積越大、越緊密,點火藥從灼熱橋絲處得到的熱量就越多,其發火時間就越短,發火電流越小,發火可靠性越高。若橋絲和點火藥接觸面積小或者狀態蓬松,甚至出現縮孔,點火藥與橋絲間的空隙就會增加其加熱和傳熱過程中的熱損失,延遲點火頭的發火時間,使發火電流變大,造成發火可靠性下降。當這種接觸狀態差異增大,甚至出現一定尺寸的縮孔時,將影響點火藥頭的發火可靠性[2]。
文章采用微焦點工業CT成像檢測技術對涂覆藥頭形成的縮孔進行檢測,通過改變點火藥配比濃度,改善點火藥頭的涂覆工藝,有效避免對發火可靠性產生影響。
1 電作動器工作原理
選取某型電作動器內裝橋絲式電點火藥頭進行研究,電作動器一般由殼體、活塞桿、活塞組件、電點火頭和輸出裝藥等組成。電作動器結構如圖1所示。

圖1 電作動器結構示意
電作動器工作原理為:使用電容器對產品橋路放電時,橋絲將電能轉化為熱能并引燃點火藥頭,點火藥頭引燃輸出裝藥,產生的爆燃氣體推動活塞座,活塞座推動活塞桿克服軸向阻力和徑向壓力向外運動,從而完成作動功能。由此可見,電點火藥頭的發火可靠性直接影響電作動器的功能實現。
2 電作動器失效故障分析
某型電作動器在測試時,出現了瞎火現象,測量橋路電阻,發現電阻值正常。首先,對線路進行檢查,線路未短路,故排除線路短路原因;其次,在規定發火條件下,重復施加2次發火電流,電作動器仍未發火,可以排除點火能量不足的原因。
進一步排查發現,電作動器出現瞎火故障是電點火頭未正常作用導致的。測量電點火頭橋絲間電阻,電阻值正常。因此,認為作動器點火藥頭本身可能存在質量缺陷[3]。
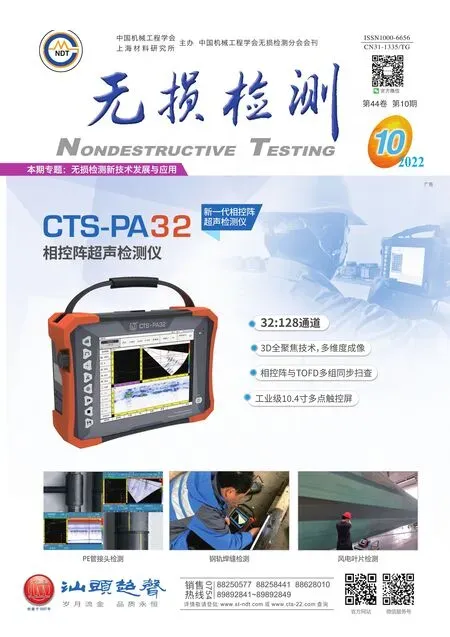
為進一步查出電點火頭無法點火的原因,對點火藥頭進行解剖發現點火藥頭橋絲區存在黑色暗區,橋絲緊貼玻璃。經分析,該黑色暗區為點火藥頭在涂覆工藝中形成的縮孔。故可知,電點火頭在橋絲通電后,橋絲區周圍存在大直徑縮孔,造成了橋絲區周圍點火藥未被點燃而形成黑色暗區,最終導致電作動器出現瞎火的現象。點火藥頭解剖照片如圖2所示。
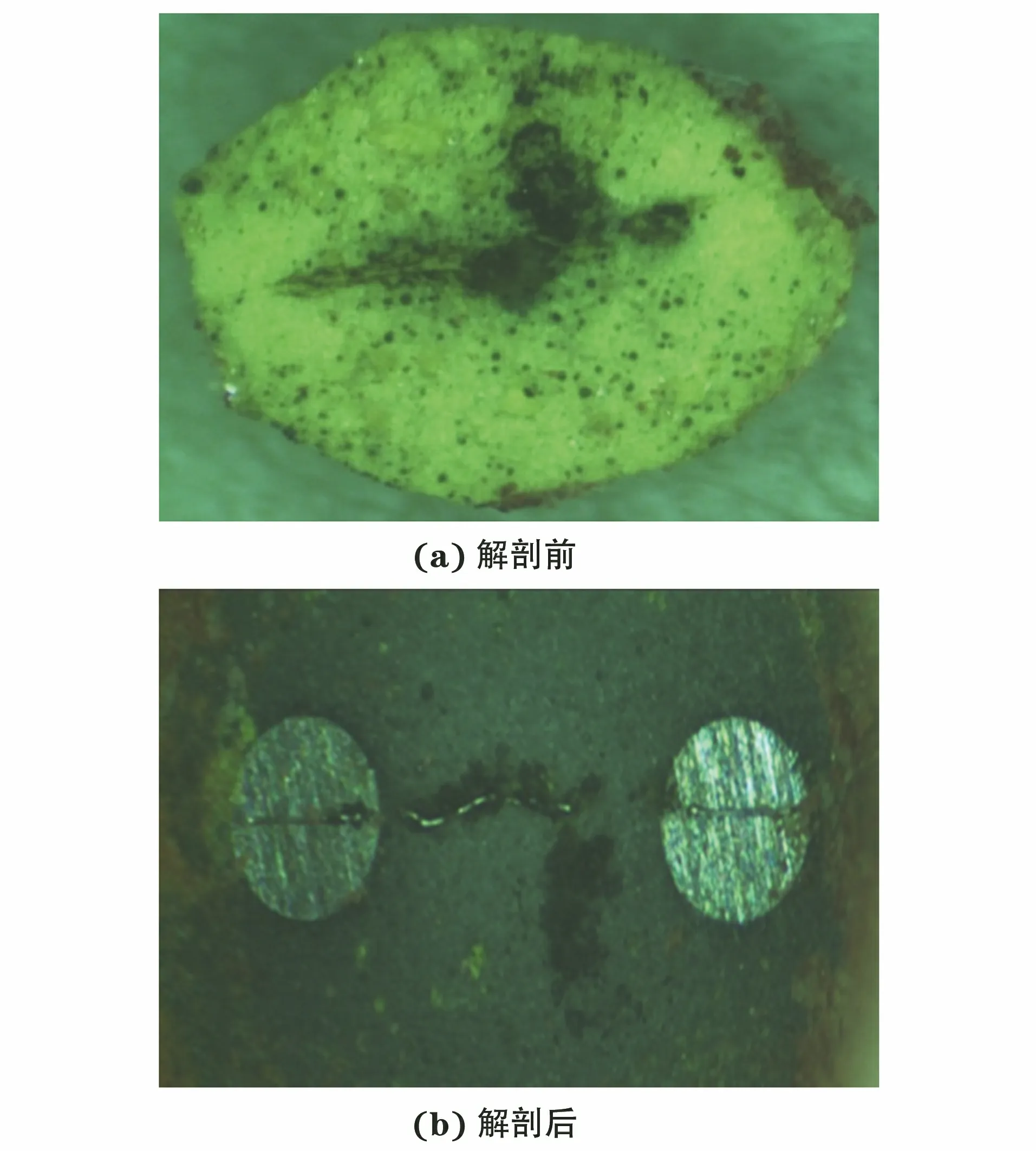
圖2 點火藥頭解剖前后顯微照片
2.1 現有質量檢測工藝分析
現有的質量檢測工藝為:首先通過高倍顯微鏡目視檢查是否出現縮孔現象,然后對點火藥頭進行100%X射線照相檢測。因為橋絲區點火藥涂覆后,干燥過程中形成的縮孔出現在點火藥頭內部,所以目視檢查難以發現內部縮孔造成的產品質量缺陷。該型作動器用電點火藥頭直徑約為2 mm,橋絲直徑為14 μm,采用X射線照相檢測,同樣難以發現點火藥頭內部縮孔造成的質量缺陷。顯微鏡下藥頭目視檢查結果如圖3所示,作動器X射線照相底片如圖4所示。
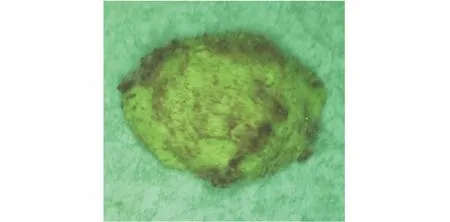
圖3 顯微鏡下藥頭目視檢查結果
圖4 作動器X射線照相底片
2.2 射線照相檢測存在的問題
該型作動器點火藥頭直徑約為2 mm,現有的H225型X射線探傷機焦點尺寸為1 mm,不能檢測出藥頭內部縮孔造成的質量缺陷,特別是對于微小尺寸的縮孔,X射線照相檢測無法分辨。所以現有的X射線成像檢測工藝不能滿足該型點火藥頭的內部質量檢測要求。
3 微焦點工業CT成像檢測
通過分析點火藥頭內部結構、涂覆工藝以及其內部缺陷特征,結合無損檢測技術特點,采用微焦點工業CT成像檢測技術來檢測點火藥頭的內部缺陷。微焦點工業CT焦點尺寸為1 μm,最高尺寸測量精度為0.2 μm。
3.1 概述
微焦點工業CT系統采用獨特的X光光學顯微成像技術,利用不同角度的X射線透視圖像,結合計算機三維數字重構技術,可對樣品內部復雜結構進行高分辨率三維數字成像,可對樣品內部的微觀結構進行亞微米尺度上的數字化三維表征,具有成像分辨率高、掃描速度快、功能豐富、操作方便、運行穩定等特點。
3.2 檢測設備及技術參數
檢測設備為160 k高分辨率微焦點工業CT,該設備最高空間分辨率為1 000 lp·mm-1(lp為線對),尺寸測量精度最高達500 nm。檢測故障失效的點火藥頭時,設備具體參數為:管電壓為150 k;電流為50 μA;曝光時間為0.35 s;圖像合并數為2;掃描幀數為720幀;采用三代CT掃描方式;平板探測器探元尺寸為100 μm;像素矩陣為2 508像素×3 004像素(長×寬)。160 k高分辨率微焦點工業CT設備實物如圖5所示。

圖5 160 k高分辨率微焦點工業CT設備實物
3.3 系統性能指標校驗
依據標準GB/T 29069-2012 《無損檢測 工業計算機層析成像(CT)系統性能測試方法》和GB/T 29067-2012 《無損檢測 工業計算機層析成像(CT)圖像測量方法》 對系統主要性能指標進行校驗。
性能校驗后,系統空間分辨率達50 lp·mm-1,尺寸測量精度達5 μm。
3.4 檢測試驗
采用160 k微焦點CT對樣品進行掃描,橋絲電點火頭微焦點CT掃描圖像如圖6所示,尺寸測量圖像如圖7所示。由CT圖像可清晰分辨出電點火頭橋絲區存在縮孔,經測量,縮孔尺寸約為200 μm,可能對點火頭的發火可靠性造成影響。
圖6 橋絲電點火頭微焦點CT掃描圖像
圖7 橋絲電點火頭尺寸測量圖像
在點火藥頭涂制時,造成橋絲區出現縮孔的因素很多,如點火藥粒度、點火藥溶液配比、涂覆工藝等。
4 電點火藥頭涂覆工藝改善
4.1 涂覆工藝改善
4.1.1 調整焊橋電極塞橋絲焊接弧度
電點火頭電極塞進行焊橋時,應使橋絲和玻璃間留有間隙,在藥頭涂覆時,使得橋絲和玻璃間隙中充滿點火藥液,以增加橋絲和藥劑的接觸面積,提高點火藥頭的發火可靠性。
4.1.2 藥頭分步涂制
將點火藥頭涂制由多次點涂覆蓋橋絲改為先用藥液薄薄地在橋絲中間部位涂覆一層藥劑,高倍顯微鏡檢查后,確保橋絲和玻璃中間部位均覆蓋有點火藥劑且無明顯空腔,然后再涂制成型藥頭。對分步涂制的點火藥頭進行微焦點工業CT成像檢測,其結果如圖8所示。
圖8 分步涂制點火藥頭的微焦點工業CT圖像
由圖8可以看出,電點火頭橋絲區點火藥分布均勻,且無大直徑縮孔出現。
4.1.3 調整配制點火藥藥液的溶液
將藥液由濃度為5%硝化棉溶液調整為5%硝基軟片溶液。硝基軟片的成分80%~86%為硝化棉。經對比,點火藥和硝基軟片溶液配制的點火藥藥液在涂制第一遍藥頭時,點火藥和橋絲的接觸效果就優于硝化棉配制的藥液,且不容易形成縮孔。
5 結語
采用微焦點工業CT成像檢測技術對橋絲式電點火頭橋絲區藥劑出現的縮孔等缺陷進行檢測,結果表明,該技術能夠清晰分辨橋絲區藥劑縮孔形態并測量縮孔尺寸,能夠有效分辨出尺寸不小于10 μm的缺陷和縮孔,從而對電點火頭涂覆工藝質量控制起到重要作用。
在采用微焦點工業CT成像檢測技術的基礎上,通過控制橋絲焊接弧度,改善藥頭涂覆工藝,改變點火藥配比濃度,能夠有效避免點火藥頭內部形成縮孔進而影響產品發火可靠性。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52