高密度微槽結構精密加工技術
2022-11-20 08:10:24楊春雷牛少鵬尹兆剛陳穎周晨李晉軍
金屬加工(冷加工) 2022年11期
關鍵詞:結構
楊春雷,牛少鵬,尹兆剛,陳穎,周晨,李晉軍
北京控制工程研究所 北京 100190
1 序言
在航空航天領域,許多零件包含尺寸微小的“微槽”結構,以達到精確控制流量的目的。目前,對于微槽結構的精密加工方法主要有切削加工、線切割加工等,而切削加工受制于刀具尺寸、變形等因素,很難加工特別微小的結構;線切割加工以其非接觸加工無明顯宏觀應力,可加工微小尺寸,以及具有定位精度高等優點,可實現高密度微槽的精密加工[1]。本文將重點介紹軌控發動機內栓零件高密度微槽結構的加工難點及精密加工方法。
2 零件結構及加工難點
為了達到精確控制流量的目的,某新研發動機噴注器首次采用高密度對稱微槽結構+環縫的組合形式,其中內栓零件出口端包含了沿圓周方向均勻分布的36個(共18對)微槽結構,其尺寸微小(深度0.14mm、寬度0.3mm),精度要求高,且微槽的一致性及位置度要求較高。微槽結構的面積和位置度直接影響噴注器流量大小及均勻性,一方面決定了推進劑的燃燒效率,另一方面影響到發動機燃燒室壁面液膜冷卻效率,對發動機的性能和可靠性起著至關重要的作用,是噴注器的核心結構。噴注器內栓零件結構如圖1所示,內栓與中心桿組成的“微槽結構+環縫”組件如圖2所示。
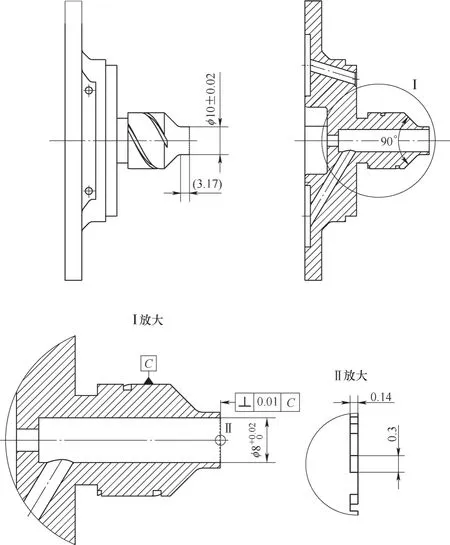
圖1 噴注器內栓零件結構

圖2 內栓與中心桿組成的“微槽結構+環縫”組件
經過加工工藝性分析,綜合考慮工藝實現、加工成本和加工效率等因素,選取線切割加工方法成形。主要加工思路:采用分度頭裝夾專用工裝,將內栓零件固定到專用工裝上找正,然后電極絲端面找正,線切割第一個槽成形后,旋轉10°,切割第2個槽,依此類推共18次。
依據上述加工思路,經過分析得出微槽結構的精度主要取決于專用工裝設計、電極絲相對內栓零件的找正定位精度、電極絲速度及合適的電參數等工藝因素。主要難點如下。
(1)裝夾 內栓零件由于法蘭處為四方結構,精確定位裝夾難度很大,因此需要設計專用工裝。
(2)定位找正精度 由于高密度對稱微槽寬度為0.3mm,深度為0.14mm,數量為36個,因此加工時需要多達18次的重復翻轉。電極絲與零件基準的相對位置找正精度不夠,極易累積裝夾定位誤差,不僅單個微槽尺寸超差,而且36個均布微槽的一致性也很難滿足設計要求,直接影響噴注器流量大小及均勻性,進而影響發動機的可靠性,為此,需要精度較高的找正方法來保證。
(3)電參數優化選取 線切割加工的微觀過程較為復雜,加工精度及穩定性的研究很復雜,目前定量分析有一定的困難,電參數的摸索大多數依據經驗結合工藝試驗。微槽結構小,對電參數組合敏感,需要摸索合適的電參數組合。
3 高密度微槽結構的精密線切割加工
根據上述分析,采取相應的措施解決加工難點,設計噴注器內栓零件高密度微槽加工路線如圖3所示。
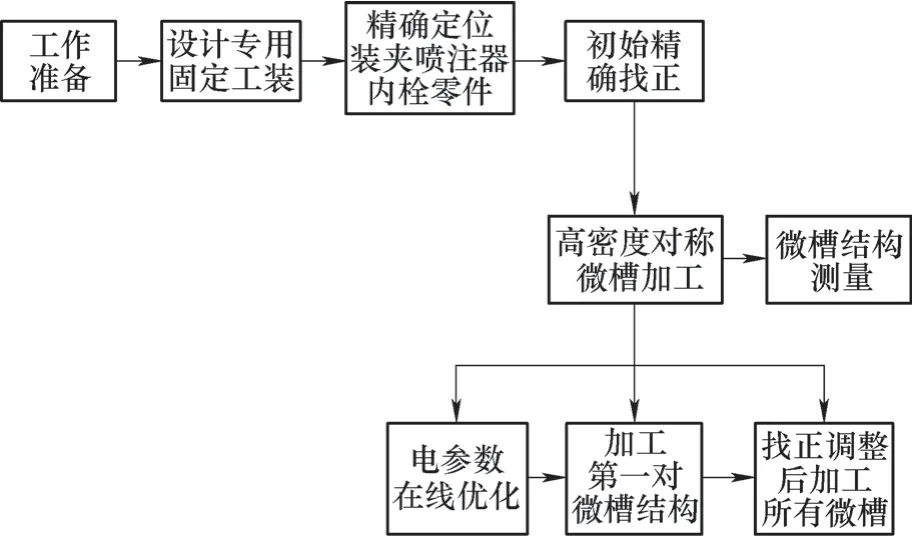
圖3 噴注器內栓零件高密度微槽加工路線
3.1 設計專用工裝
由于噴注器內栓的端面是四方結構,不利于后續的裝夾定位,故設計專用固定工裝。此工裝的裝夾部分與端面的垂直度有嚴格的幾何公差要求,需保證在0.008mm以內,同時工裝與內栓貼合的端面平面度也應該保證在0.01mm以內;專用工裝前端加工一凸臺,凸臺外圓與工裝的裝夾部分需保證同軸度0.008mm以內的要求,同時凸臺外圓與內栓零件內孔嚴格配加工,裝夾時依靠凸臺定位,通過螺釘緊固,保證裝夾后工裝的裝夾部分與固定在工裝上的內栓加工微槽結構的外圓同軸度要求。內栓零件專用工裝裝夾如圖4所示。
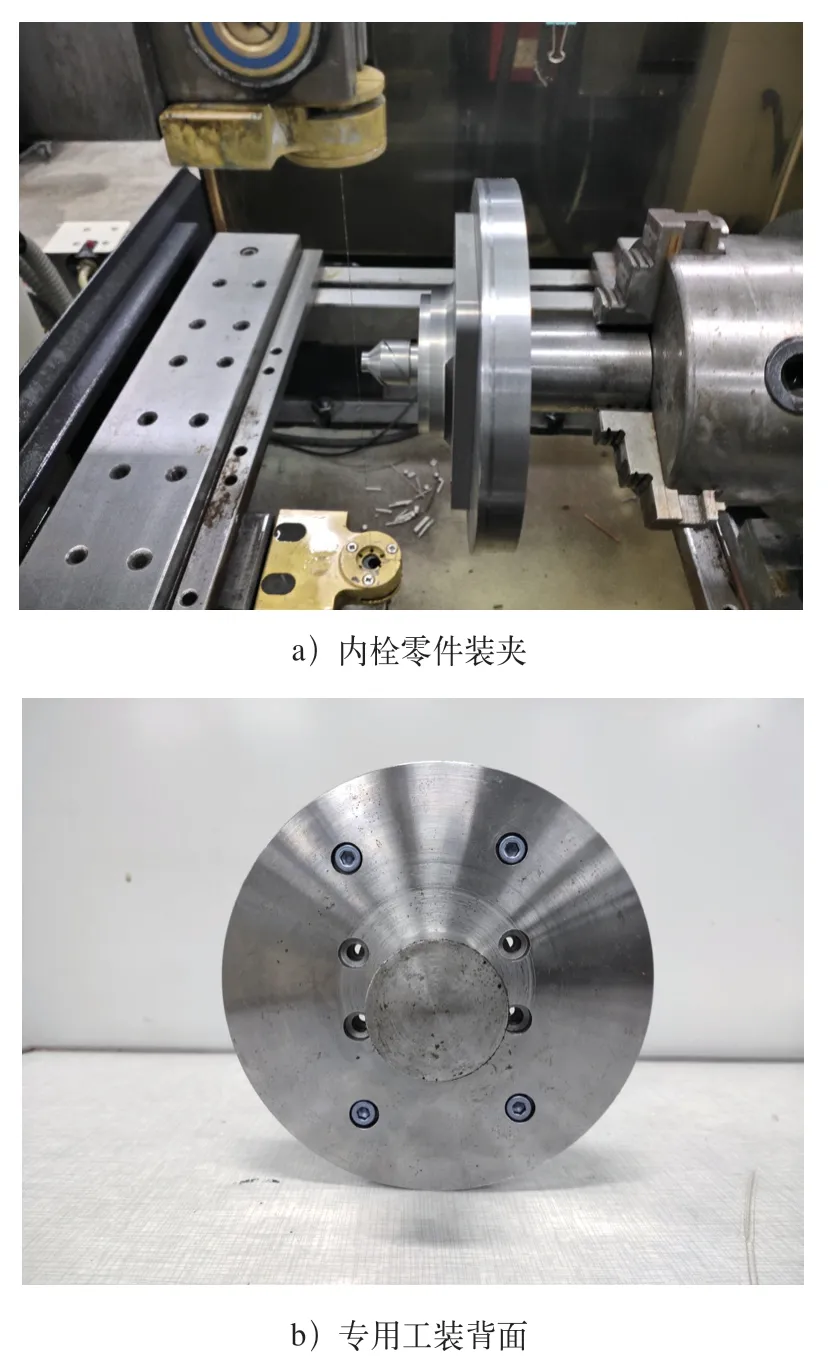
圖4 內栓零件專用工裝裝夾
3.2 電阻法精密找正
定位找正的目的是確定電極絲與零件基準的相對位置,定位找正精度直接決定內栓零件的加工質量。如果找正方法選擇不當、精度不高,則很難保證各個微槽尺寸的精度,同時加工過程需要18次反復的翻轉,會導致均布槽一致性差。常用的線切割找正方法[2]如下。
(1)目測法 采用目測法找正電極絲相對零件基準的位置誤差較大,均布槽的一致性很難保證。
(2)火花法 移動工作臺使工件的基準面逐漸靠近電極絲,在出現火花的瞬間記下工作臺上的坐標,來記錄電極絲相對零件基準的位置。但往往因電極絲靠近基準面時產生的放電間隙與正常切割條件下的放電間隙不完全相同而產生誤差。
(3)自動找正 目前大部分線切割機床具有接觸感知功能,采用自動找正的方法去找邊、找中心,找正精度比較高。但是該方法多次對邊找正后的誤差最大可達到0.05mm,不能滿足36個微槽尺寸精度、微槽之間尺寸一致性要求。
(4)電阻法 其原理是利用電極絲與工件基準面由絕緣到短路接觸的瞬間兩者間電阻突變的特點,來確定電極絲相對工件基準的坐標位置,重復定位精度較高,一般可達0.005mm以內。
對比以上找正方法的優點和不足,最終采用電阻法來確定電極絲與零件基準的相對位置,從而確定加工原點,電阻法精密找正如圖5所示。設計電阻法精密找正裝置,萬用表一側表筆接電極絲導輪,另一側接被加工零件,將萬用表置于歐姆檔,手控盒或操作面板使工件與電極絲逼近來進行測量,當工件與電極絲瞬間接觸時萬用表指針對零。剛接觸時是絲的邊緣,尋邊后需要加絲的半徑補償。
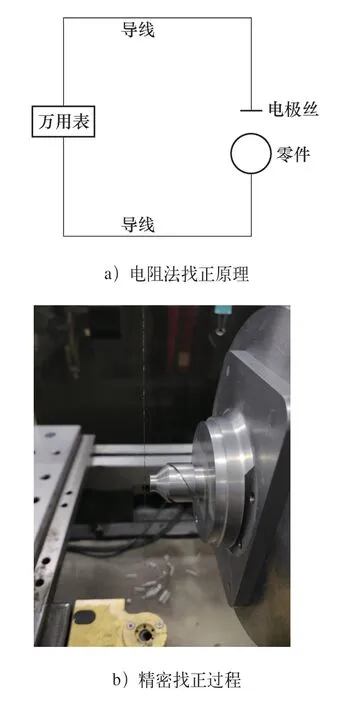
圖5 電阻法精密找正
用手控盒或操作面板將電極絲移到零件端面,保證接觸良好,此時萬用表指針處于最右側。之后采用手控盒或者操作面板以每次0.002mm移動電極絲。當萬用表指針發生大幅度擺動時(短路變化為斷路),說明電極絲與零件端面瞬間分離,此時設定電極絲坐標為(0,0),經過多次找正,誤差最大為0.004mm,可滿足均布微槽加工的找正要求。
加工過程中每切割1對槽重新找正一次,切割時需要時刻觀測剛放電時坐標零點的偏移量。如果電極絲剛剛發生放電時坐標零點偏移超過0.005mm,需要重新找正,避免累積誤差。
3.3 線切割及電加工參數的優化
找正基準位置后,回退0.5mm作為起切點,編程切割路徑[3],切割過程中對電參數進行優化。影響線切割加工質量的指標很多,包括:電參數脈沖寬度、脈沖間隔、峰值電流、非電參數運絲速度、電極絲張力及工作液清潔度等。結合加工經驗,選擇影響加工的重要指標因素,并均勻分布試驗數據點,設定正交試驗,優化加工參數,并通過影像儀精確測量出的加工值與理論值的偏差,同時根據經驗調整相關工藝參數,反復試驗測量,確定加工微槽結構的最優工藝參數組合[4]。電加工優選參數:切割次數為1次,電極絲直徑為0.12mm,極性為正極,脈寬為1μm,絲速為6m/s,選用DIC-206水溶性線切割液。
3.4 微槽測量
采用高倍影像儀放大400倍測量,測量結果(見圖6)一致性較好,滿足了設計要求。
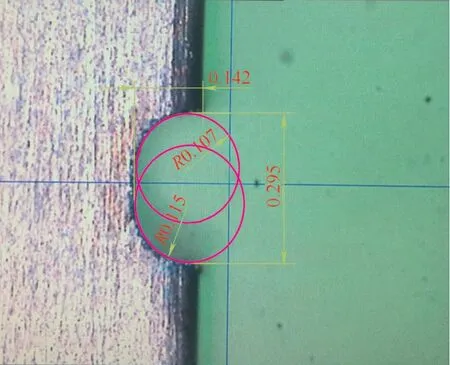
圖6 高倍影像儀測量結果
4 工藝方法應用效果
采用上述工藝方法,配合電阻法精密找正裝置,切割出符合尺寸精度、表面質量要求的微槽(見圖7),尺寸精度保證±0.01mm,且熱試車試驗也驗證了加工的有效性。

圖7 內栓均布微槽結構
5 結束語
針對軌控發動機噴注器內栓微槽結構加工工藝難點進行分析,通過采取設計專用固定工裝、電阻法精密找正裝置以及優化電加工參數等措施,解決了內栓零件高密度微槽結構裝夾困難及高精度要求的難題,保證了內栓零件的36個微槽結構的尺寸精度及位置精度。加工合格后的噴注器流量一致性穩定,均勻性好,滿足設計預期,熱試車結果全面驗證了工藝方案的可行性和正確性,發動機性能達到了技術指標要求。此方案能夠推廣應用到其他高精度微尺寸結構的加工中。
專家點評
文章的亮點是找對方法、重點突破。試驗證明,基于線切割和電阻法找正的高密度微槽加工方法,具有很好的加工一致性和均勻性,在類似零件微小結構的線切割加工中有著明顯的優勢。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
