聚四氟乙烯微小零件的高精度銑削加工方法
2022-11-20 08:10:22郭秀亮孫廣宇孟春江翟燕燕
金屬加工(冷加工) 2022年11期
郭秀亮,孫廣宇,孟春江,翟燕燕
天津航天機電設備研究所 天津 300458
1 序言
聚四氟乙烯支撐介質是微帶類衛星平臺天線中用于支撐帶線的關鍵零件,由于支撐介質的加工精度直接影響帶線的裝配精度,進而影響裝配后帶線的平面度,從而對天線的增益方向圖等電性能指標有著直接的影響,因而研究聚四氟乙烯支撐介質的銑削加工技術對整個微帶天線具有重大意義。下面介紹一種通過選擇合適的刀具、切削參數,采用一次裝夾,預留工藝梁,施加輔助支撐等方式提高零件加工質量的方法。
2 加工難點分析
1)零件整體尺寸小、精度高。聚四氟乙烯支撐介質結構尺寸如圖1 所示。支撐介質為4.2mm×4.2mm的L形異形零件,最薄部分僅為0.36mm,零件最小公差要求僅為0.02mm。切削過程中,當切削力超過材料所能承受的極限時,工件發生振顫,繼續加工會導致工件報廢。零件的異形、小尺寸和高精度給裝夾和銑削過程帶來了很大的困難。
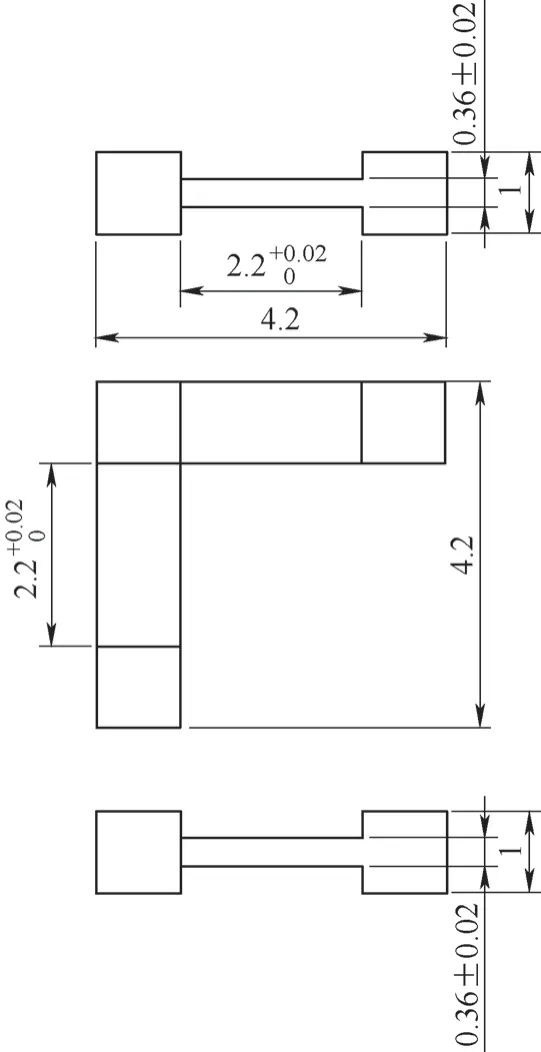
圖1 聚四氟乙烯支撐介質結構尺寸
2)材料剛度低、易變形。支撐介質的材料為聚四氟乙烯SFB-2,其特點是白色、無臭、無味,具有優良的化學穩定性、耐腐蝕性、密封性、高潤滑不粘性、電絕緣性和良好的抗老化性,但同時該材料具有彈性模量大、剛度低,抗拉強度低以及熱膨脹系數高等缺點[1]。加工時若采用不當的裝夾方式,會導致零件發生很大的變形,甚至壓潰;若采用不當的銑削方式,會導致零件讓刀嚴重,尺寸嚴重超差;若選用的刀具和切削參數不合適,會導致加工材料熱變形嚴重。聚四氟乙烯SFB-2材料的物理性能[2]見表1。

表1 聚四氟乙烯SFB-2材料的物理性能
3 加工方案
針對支撐介質尺寸小、精度高、剛度低及受熱易變形的特點,從裝夾方式、合理選用刀具和切削參數、提高加工結構剛度、合理安排加工工序四方面提出加工方案。
3.1 裝夾方式
由于零件結構薄弱,強度低、剛度低,二次裝夾必然會導致零件變形、報廢,因此采用一次裝夾的方式加工零件,聚四氟乙烯支撐介質裝夾如圖2所示。使用聚四氟乙烯SFB-2棒料加工支撐介質,棒料一段裝夾在自定心卡盤上,通過轉動卡盤銑削端部待加工部位。在此裝夾方式的條件下,裝夾力施加在聚四氟乙烯柱段部位,不會導致待加工部位發生變形,可以避免裝夾變形導致的零件尺寸超差。同時在該裝夾方式下,零件加工完成后從柱段上銑削脫離,一次加工成形,避免零件拆卸后二次裝夾導致零件報廢。

圖2 聚四氟乙烯支撐介質裝夾
3.2 刀具與切削參數選擇
聚四氟乙烯零件一般采用大前角、大螺旋升角刀具加工。較大的前角和螺旋角使刀具更加鋒利,減小切削力造成的工件變形,同時減小切削熱造成的聚四氟乙烯尺寸膨脹。刀具轉速一般控制在3000~5000r/min,進給速度控制在300~800mm/min。刀具轉速和進給速度的匹配可以減少切削熱和切削力,從而減小零件余量切除后的應力,減小工件的變形[3]。刀具參數見表2,切削參數見表3。
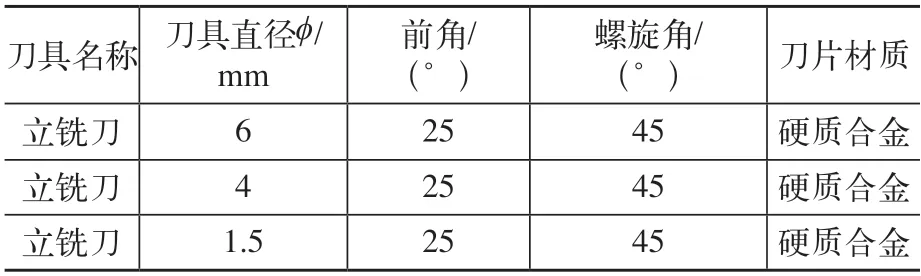
表2 刀具參數
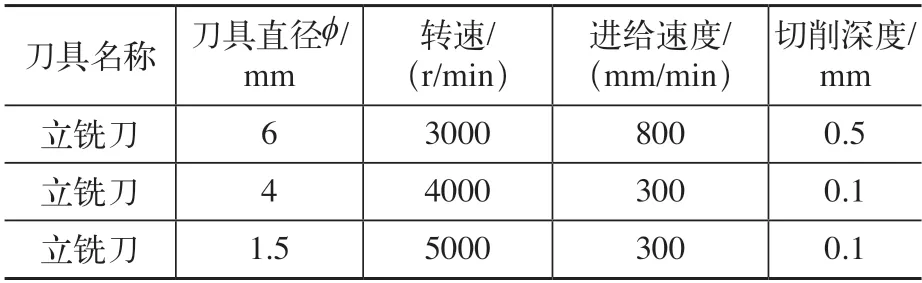
表3 切削參數
3.3 提高加工剛度
由于聚四氟乙烯材料彈性模量大、剛度低,因此銑削過程中預留工藝筋,以減小一次切削面積,增強2.2mm槽的加工剛度,保證槽寬尺寸2.2+0.02+0mm和厚度尺寸(0.36±0.02)mm滿足要求。圖3所示為設計工藝筋以提高加工剛度。
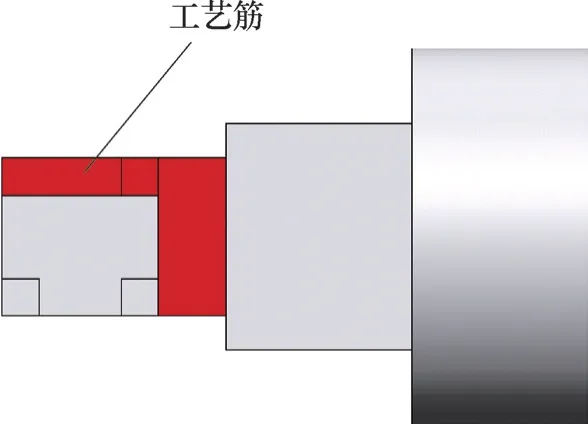
圖3 設計工藝筋以提高加工剛度
為提高加工剛度,在待加工工件底部粘接金屬片(見圖4)作為輔助支撐。金屬片與棒料粘接在一起,提高了待加工部位的剛度,減小了切削力造成的變形,提高了零件的加工精度。
圖4 在待加工工件底部粘接金屬片
3.4 合理安排加工工序
支撐介質為L形異形零件,使用加工中心進行加工。零件外輪廓尺寸為4.2mm×4.2mm×1mm,選用φ10mm聚四氟乙烯棒料作為毛坯進行加工,具體工序內容如下。
1)將棒料毛坯使用自定心卡盤定位夾緊,在棒料末端用銑刀加工4.2mm×4.2mm×6mm凸臺(見圖5)。
2)使用φ1.5mm立銑刀加工工件厚度1mm尺寸(見圖6),L外形暫不加工,并留有圖3所示工藝筋。
圖6 使用φ1.5mm立銑刀加工工件厚度1mm尺寸
3)銑刀加工寬2.2+0.02+0mm槽(見圖7),保證零件厚度(0.36±0.02)mm。
圖7 銑刀加工寬2.2+0.02+0 mm槽
4)工件底部使用502膠粘接金屬片,以提高加工剛度。加工零件L外形(見圖8),切削3.2mm×3.2mm余料。
圖8 加工零件L外形
5)將零件從聚四氟乙烯棒料上切斷(見圖9)。
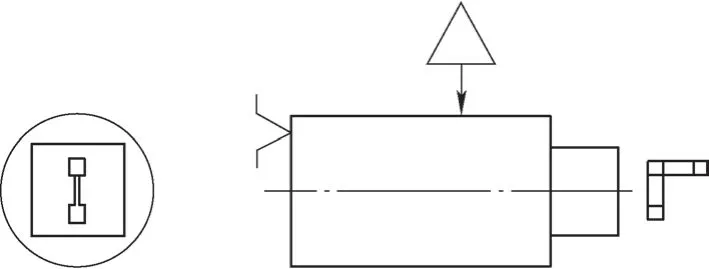
圖9 將零件從聚四氟乙烯棒料上切斷
6)零件去除毛刺、倒鈍(見圖10)。
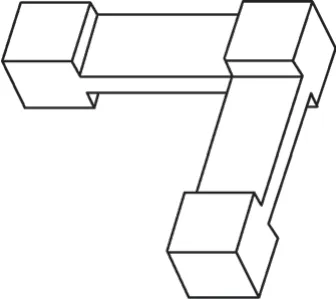
圖10 零件去除毛刺、倒鈍
按照此加工工序銑削零件,充分利用了毛坯余量作為工藝梁,提高了工件切削剛度,解決了支撐介質的加工難題。
4 結果及效益分析
通過一次裝夾,安排合理的加工工序,增加工藝梁和粘接輔助金屬片支撐的方式實現了支撐介質零件的生產,加工出的支撐介質實物(見圖11)完全滿足圖樣要求,為使用該零件進行裝配的S波段四臂螺旋測控天線、雙極化收發共用天線的性能可靠性提供了強有力的支持。該兩種天線每年創造900萬元左右的效益,具有可觀的經濟價值。
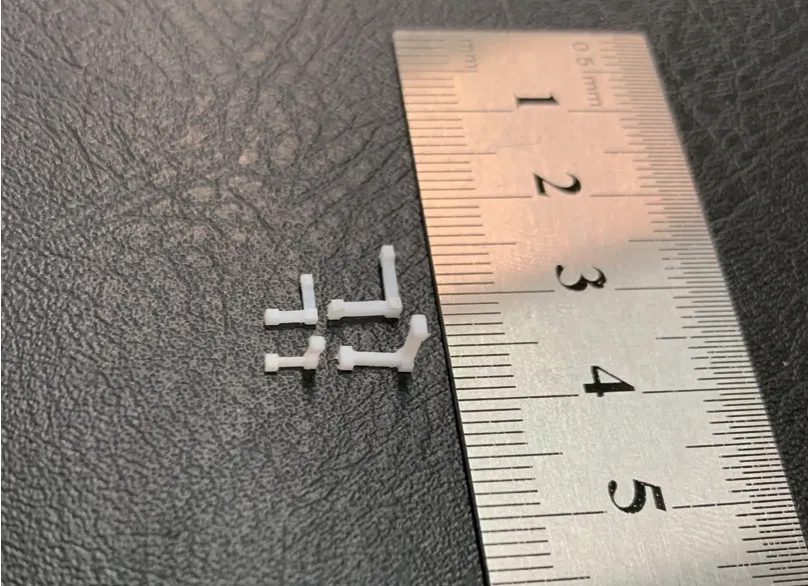
圖11 支撐介質實物
5 結束語
針對小尺寸、低剛度和高精度聚四氟乙烯支撐介質零件的加工特征,采用一次裝夾、設計工藝梁結構及增加輔助支撐的方式,實現了零件的高質量、高合格率加工。該加工方法具有很好的推廣應用價值,對于同類的異形聚四氟乙烯零件加工很有借鑒意義。
專家點評
本例中的聚四氟乙烯支撐介質為L形小尺寸異形零件,最薄部分僅為0.36mm,具有加工精度高,材料剛度低,裝夾、銑削過程變形量大的加工難點,給裝夾和銑削過程帶來了很大困難。通過選擇合適的刀具和切削參數,采用一次裝夾,預留工藝梁,粘接輔助金屬片支撐等方法提高工藝剛度,減少切削熱,克服加工難點,有效提高了零件加工質量。文章構思新穎、方法巧妙,通過合理安排毛坯、夾具和加工順序,充分利用聚四氟乙烯棒料毛坯余量作為工藝梁,提高工件切削剛度,在一次裝夾中實現了零件的銑削和切斷。對于異形聚四氟乙烯小型零件的切削加工,具有一定的指導作用。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
