航運樞紐船閘工程人字門安裝技術要點
2022-11-19 03:28:44李青鋒
西部交通科技 2022年8期
李青鋒
(廣西八桂工程監(jiān)理咨詢有限公司,廣西 南寧 530021)
0 引言
航運交通在社會經(jīng)濟發(fā)展中發(fā)揮著越來越重要的作用,國家“十四五”規(guī)劃再次重申內(nèi)河航運基礎設施新建及重建的重要地位。與我國內(nèi)河航運事業(yè)的快速發(fā)展相匹配的是,人字閘門的使用也將更加廣泛。內(nèi)河航運船閘工程人字閘門大多采用流程順暢、施工快速、安裝精度高、環(huán)境污染小的現(xiàn)場整體安裝工藝。為保證內(nèi)河航運船閘工程人字閘門安裝質(zhì)量,不僅必須在設計階段充分論證安裝技術可行性,而且還應在安裝過程中嚴格執(zhí)行工藝要求,按照規(guī)范安裝。
1 工程概況
西江航運干線貴港航運樞紐二線船閘工程船閘有效尺度為280 m×34 m×5.8 m,設計最大船型為3 000噸級船舶。貴港二線船閘承受單向水頭作用,最大設計水頭為14.1 m。全閘共布置四扇工作閘門,上、下閘首閘門各兩扇,左右對稱布置,均采用橫梁式Q345B鋼質(zhì)平板人字門。上閘首人字門高×寬×厚為13.10 m×20.20 m×2.434 m,下閘首人字門高×寬×厚為25.20 m×20.20 m×2.634 m。閘門啟閉機選用液壓直推式啟閉機,正常工作行程為7.2 m,閘門最大啟閉角度為67.5°。在制造廠將每扇人字門按12節(jié)分段,每節(jié)段質(zhì)量為55~93 t,其中底節(jié)門葉的質(zhì)量最大。通過400 t汽車式起重機將門葉在堆放場內(nèi)裝車后,再配合使用100 t平板車將門葉運輸至閘墩處,在1臺400 t汽車式起重機和1臺200 t汽車式起重機的配合下將門葉抬吊翻身,最終由400 t汽車式起重機將其吊裝至待安裝位置。
2 人字門安裝技術難點
該航運樞紐二線船閘工程人字門結(jié)構(gòu)重量及尺寸大、擋水高度大,安裝精度及焊接質(zhì)量要求高。就拼焊施工方面來看,人字門門葉屬于典型的薄壁型焊接結(jié)構(gòu),發(fā)生焊接變形的可能性較大;單扇門葉為多節(jié)段拼焊結(jié)構(gòu),焊接工程量大,質(zhì)量控制存在一定難度;門葉因為是懸掛式薄板結(jié)構(gòu),存在較大的變形自由度,為減少門葉長期運行而引發(fā)的時效變形,其焊接應力控制要求高。
結(jié)合船閘工程實際及人字門安裝技術難點,其必須安裝拼焊與和閘室中心成12°夾角的位置,且逐節(jié)拼裝、加固和焊接,并保證各斷面焊縫焊接是在上節(jié)門葉處于無強制狀態(tài)[1]下進行。根據(jù)《船閘工程施工規(guī)范》(JTS 218-2014)及類似工程焊接施工經(jīng)驗確定焊接程序、采取預防焊接變形措施以及焊縫預熱、焊后應力消除等工藝,保證船閘工程人字門安裝質(zhì)量。
3 人字門安裝技術要點
貴港航運樞紐二線船閘工程人字門安裝范圍主要包括各節(jié)段直立總拼裝、頂樞現(xiàn)場鏜孔、安裝調(diào)試背拉桿及防護梁、安裝支枕墊塊及墊層灌注、安裝止水橡皮及導卡、鎖定、限位裝置等部件。
3.1 埋件安裝
船閘工程人字門安裝具有較高的質(zhì)量要求,其安裝過程中幾何位置的控制主要通過設置控制測量網(wǎng)點進行。通過萊卡TC2003全站儀將船閘系統(tǒng)測量網(wǎng)點影射至閘室內(nèi)測量支墩上,據(jù)此在鐵板上布置安裝控制點,通過膨脹螺栓將鐵板固定在混凝土結(jié)構(gòu)表面。該船閘工程人字門埋件安裝共設置6點5線控制網(wǎng)點,即左右人字門頂樞與底樞旋轉(zhuǎn)中心點,門頂、底支承中心點,門軸線和閘室中心線交點,合力線和閘室中心線交點6點;閘室中心線,旋轉(zhuǎn)及支承中心連線,頂樞、底樞支承及旋轉(zhuǎn)中心線5線。底樞埋件安裝主要尺寸控制見表1。
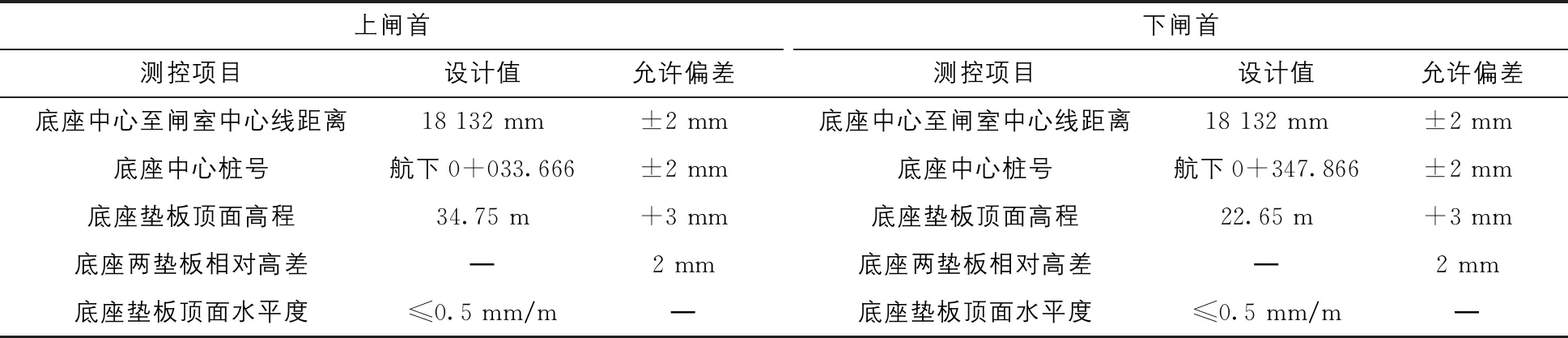
表1 底樞埋件安裝主要尺寸控制表
3.2 門葉安裝
將鋼梁支承設置在門葉底節(jié)底部及中心線兩邊3.6 m處,并將4個320 t液壓千斤頂布置在鋼梁上,起到調(diào)平底主梁的作用。通過400 t汽車式起重機將首節(jié)門葉吊入閘室并落放于千斤頂支點上。將門葉吊裝至其蘑菇頭距離頂蓋約500 mm時暫停,通過鋼尺測量蘑菇頭和頂蓋間隙并確保間隙均勻后繼續(xù)吊裝。吊裝完畢,分別在斜接柱端板中線、面板中心等處設置吊線錘,借助端板中心線測量垂線與中心線的正向及側(cè)向垂直距離,并將垂直距離誤差、兩個方向垂直度等參數(shù)值控制在規(guī)定范圍內(nèi)。
調(diào)整好門葉幾何位置后通過千斤頂、壓緊器及壓碼并按照“門軸柱及斜接柱端板接縫→門葉面板及下游翼緣板接縫→內(nèi)部隔板接縫”的施工次序從中間向兩邊壓縫;壓碼焊接前必須通過烘槍預熱焊縫。完成壓縫后全面檢測各向尺寸,無誤后采用與正式焊接相同的工藝進行定位焊,焊縫長100 mm,間距為500 mm,焊縫厚7 mm。
在拼裝完每節(jié)門葉后進行門葉扭曲度、累計高度、傾斜度、對角線差等項目的檢測,將各項指標誤差控制在要求范圍內(nèi)。船閘工程人字門門葉安裝誤差控制要求具體見表2。
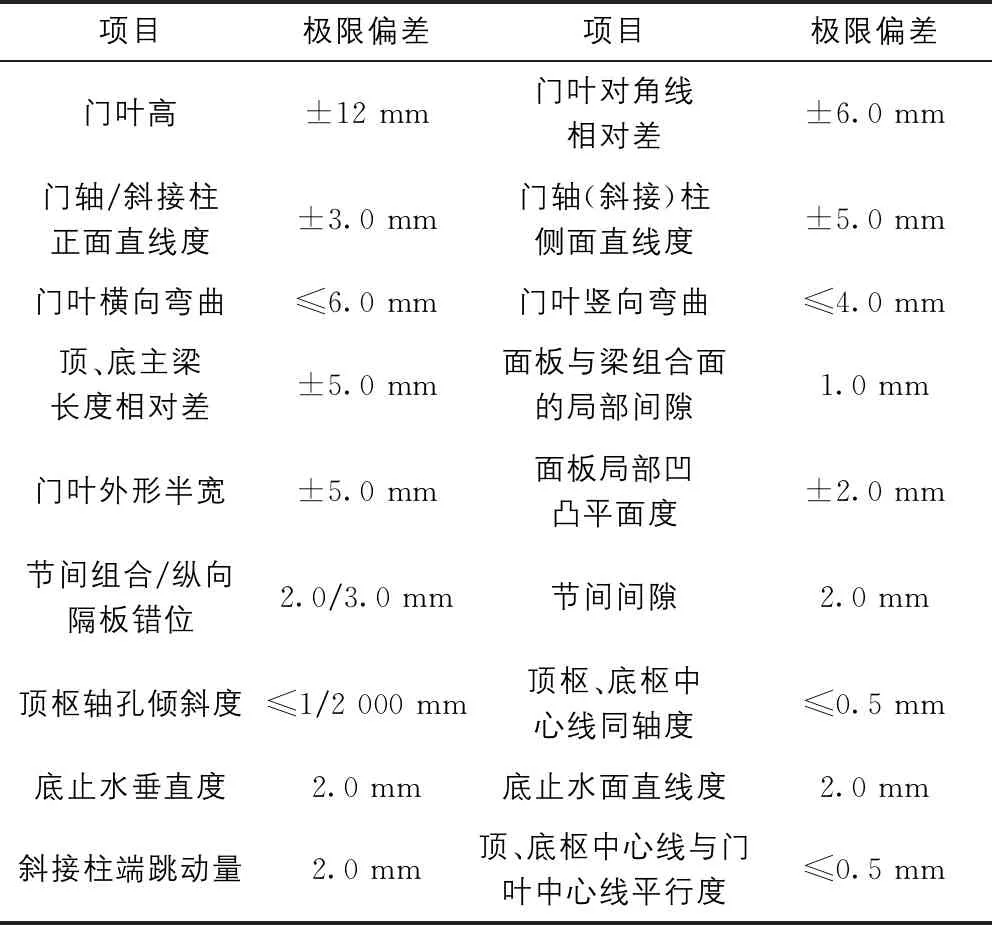
表2 門葉安裝主要項目控制尺寸表
3.3 門葉及門體焊接
對于厚度在30 mm以上的一二類門葉焊縫,必須采用紅外線加熱片的預熱方式,預熱溫度應高出正式焊縫預熱溫度至少30 ℃。對于板厚在36 mm以上的門葉焊縫,焊接結(jié)束后還必須立即通過紅外線加熱裝置進行熱處理,以消除焊接應力[2]。保證門葉焊縫外觀及無損探傷檢測結(jié)果符合《水電工程鋼閘門制造安裝及驗收規(guī)范》(NBT 35045-2014)、《水工金屬結(jié)構(gòu)焊接通用技術條件》(SL36-2016)等標準。
焊接人字門門體時在門段拼裝中預留反變形,以抵消焊接過程中焊縫橫向收縮,解決門體焊接后向上游及沿厚度向的傾斜及變形。正式焊接開始后先焊接下游面隔板后翼和主梁后翼緣對接縫,以增大門葉剛度,并將反變形數(shù)值控制在門段拼裝高度的0.08%~0.1%,對應本船閘工程人字門設計尺寸,其對應的反變形取值為2~3 mm。為控制焊接應力及焊接變形,應按照“端板及邊柱定位焊,收縮大的橫向接頭先焊”的次序進行人字門焊接。焊接次序具體見圖1。為保證焊縫質(zhì)量,應加強對稱焊焊接速度及焊層溫度控制,且門體焊接主要采用逐層、逐道、對稱、分段、退步[3]的做法。將一面對接縫焊接并封底后,再進行另一面焊接縫的清根封底,最后雙面焊滿;每層焊縫厚度應不超出6 mm,焊層間接頭應錯開至少300 mm。人字門體焊縫焊接結(jié)束后必須進行無損探傷檢測,并記錄檢測數(shù)據(jù),符合相關規(guī)范后按要求防腐涂裝處理。
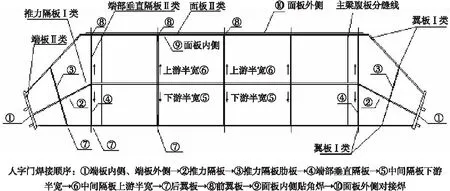
圖1 人字門體焊接順序示意圖
3.4 頂樞鏜孔安裝
通過控制點將頂樞中心點影射至門葉放樣,確定出頂樞軸孔中心位置后進行頂樞鏜孔。待頂樞拉架埋件混凝土達到設計強度后校核埋件高程和門葉高度,并安裝拉桿,采用千斤頂、手拉葫蘆及經(jīng)緯儀等調(diào)整安裝角度。頂樞軸孔復測結(jié)果符合設計要求后將頂樞連軸。
3.5 背拉桿安裝
焊接門葉及頂樞連軸完成后安裝背拉桿,并待門葉頂樞正式受力后施加預應力,當頂樞二期混凝土實際強度達設計值80%以上后拆除門葉底部鋼梁及千斤頂,頂樞結(jié)構(gòu)正式受力,并將腳手架施工平臺搭設于背拉桿螺母處。通過專用工具調(diào)整螺母后拉伸背拉桿,并按照“主1→主2→副1→副2”的次序逐步施加預應力,期間通過應變儀檢測預應力值,使之符合設計要求。
根據(jù)《水電工程鋼閘門制造安裝及驗收規(guī)范》(NBT 35045-2014)及相關規(guī)范,該船閘工程上閘首人字門主、副背拉桿設計長度均為16 030 mm,設計預應力值分別為80.0 N/mm2和54.5 N/mm2;下閘首人字門上層主、副背拉桿設計長度均為16 500 mm,設計預應力值分別為80.0 N/mm2和65.4 N/mm2;下閘首人字門下層主、副背拉桿設計長度均為15 410 mm,設計預應力值分別為83.0 N/mm2和60.6 N/mm2。
4 結(jié)語
西江航運干線貴港航運樞紐二線船閘工程人字門安裝工程量大且工期緊,安裝技術及質(zhì)量要求高。項目部通過對部分傳統(tǒng)安裝工藝的改進使人字門安裝施工工期大大縮短,項目部在此后的同類型船閘工程中也沿用了同樣技術,為船閘工程機電安裝贏得了時間。該船閘工程人字門安裝施工于2020年年初開始,到同年4月船閘人字門全部安裝完成,此后進行的機電、金屬結(jié)構(gòu)聯(lián)動測試結(jié)果顯示,各項技術指標均符合設計要求,船閘工程自通航至今人字門設備運行正常。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
太空探索(2016年6期)2016-07-10 12:09:06
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
設備管理與維修(2015年12期)2015-04-09 06:57:24
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
