石墨模具參數(shù)對(duì)紫銅水平連鑄坯質(zhì)量影響研究*
2022-11-14 13:34:08張良利劉勁松王松偉孔凡亞劉羽飛
銅業(yè)工程 2022年5期
關(guān)鍵詞:生產(chǎn)
張良利,劉勁松,,王松偉,孔凡亞,劉羽飛,張 旺
(1.沈陽(yáng)理工大學(xué)材料科學(xué)與工程學(xué)院,遼寧 沈陽(yáng) 110159;2.中國(guó)科學(xué)院金屬研究所,師昌緒先進(jìn)材料創(chuàng)新中心,遼寧沈陽(yáng) 110016;3.江西銅業(yè)集團(tuán)銅板帶有限公司,江西 南昌 330096)
1 引言
水平連鑄機(jī)組主要由熔煉爐、保溫爐、結(jié)晶器、牽引機(jī)、剪切機(jī)、卷曲機(jī)等組成[1],其中結(jié)晶器作為鑄坯凝固成型的關(guān)鍵部件[2-5],決定了鑄坯的尺寸和形狀,并影響鑄坯內(nèi)部結(jié)構(gòu)和表面質(zhì)量,在水平連鑄生產(chǎn)過(guò)程中起到了不可替代的作用。由于石墨具有耐高溫性、自潤(rùn)滑性、低膨脹性和良好的導(dǎo)熱性等特點(diǎn),被普遍認(rèn)為是制作結(jié)晶器的優(yōu)選材料和鑄坯凝固成型的高溫載體[6-9]。對(duì)此,國(guó)內(nèi)外許多廠家對(duì)結(jié)晶器中石墨模具的研究和生產(chǎn)都特別重視。早在1935年,美國(guó)就已經(jīng)開(kāi)始從事石墨模具的研究工作,直到1956年美國(guó)亨特工程公司才成功研制出用于生產(chǎn)鋁和鋁合金帶坯的連鑄石墨[10];1958年,瑞士威特立公司制造了第一條水平連續(xù)鑄造裝置,并采用石墨結(jié)晶器生產(chǎn)大量的灰鑄鐵產(chǎn)品[11];六十年代初,日本開(kāi)始研制和生產(chǎn)連鑄石墨,東洋碳素公司先后研制出IG11和IG15等大型各向同性連鑄石墨,用于青銅生產(chǎn)并且效果顯著[12]。國(guó)內(nèi)石墨模具的研制工作起步較晚,吉林炭素廠于1990年采用冷等靜壓成型技術(shù)成功研制出連鑄石墨,在國(guó)產(chǎn)鑄鋼、鑄鐵和鋁合金型材連鑄設(shè)備上使用,均顯示出使用壽命長(zhǎng)、效果好等顯著優(yōu)點(diǎn)[13]。
石墨參數(shù)的優(yōu)化對(duì)于延長(zhǎng)石墨模具的使用壽命,減少結(jié)晶器的更換頻率,進(jìn)而在提高產(chǎn)品產(chǎn)量和成材率等方面扮演著重要角色,因此,本文針對(duì)某板帶公司雙流水平連鑄結(jié)晶器中石墨模具的使用性能開(kāi)展研究,比較分析了不同石墨模具材質(zhì)及參數(shù)對(duì)紫銅板帶坯溫度、質(zhì)量、組織的影響,并進(jìn)一步采用有限元模擬方式進(jìn)行了定量分析,為銅板帶水平連鑄石墨模具的選擇提供了借鑒。
2 石墨參數(shù)對(duì)鑄坯的影響
2.1 結(jié)晶器結(jié)構(gòu)
圖1為生產(chǎn)銅板坯的水平連鑄結(jié)晶器組合式模型結(jié)構(gòu),該結(jié)晶器主要由鋼鐵部分和銅材質(zhì)部分構(gòu)成,共分為五部分。最上方第一部分為鋼套,第二部分為銅套,兩者通過(guò)螺栓緊密相連,中間部分為石墨模具,由四塊石墨板組成,包括上下兩塊大面壁石墨板和兩側(cè)小石墨邊條,石墨邊條和下石墨板以石墨銷子固定。整個(gè)結(jié)晶器以石墨模具為對(duì)稱軸,上下兩部分結(jié)構(gòu)完全一致。工作時(shí),鋼套和銅套內(nèi)部中空處充滿冷卻水,鑄坯凝固成型釋放的熱量通過(guò)循環(huán)流動(dòng)的冷卻水帶走,實(shí)現(xiàn)持續(xù)穩(wěn)定的熱交換。其中,冷卻水路出入口均在鋼套部分,熱交換主要發(fā)生在銅套內(nèi)部。內(nèi)部水路為四個(gè)獨(dú)立水室結(jié)構(gòu),彼此之間互不影響,水路的熱交換面積覆蓋整個(gè)帶面寬度。
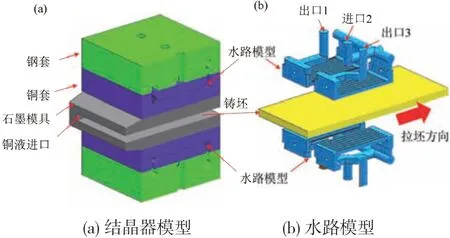
圖1 物理模型圖
2.2 石墨參數(shù)對(duì)鑄坯溫度的影響
表1為試驗(yàn)用的三種石墨模具的基本物性參數(shù),其中1~3#石墨模具的肖氏硬度依次增大,導(dǎo)熱系數(shù)依次降低,而它們的體積密度、電阻系數(shù)均未發(fā)生明顯規(guī)律性的變化。
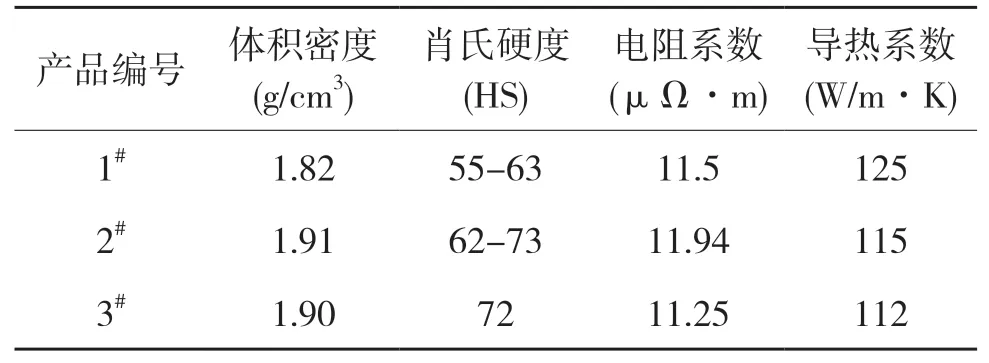
表1 石墨參數(shù)對(duì)比
為提高生產(chǎn)效率,近年來(lái)很多企業(yè)均采用雙流水平連鑄結(jié)晶器生產(chǎn)鑄坯,圖2~4分別為采用三種不同石墨模具生產(chǎn)雙流鑄坯(即A、B帶)的實(shí)際情況。經(jīng)測(cè)量發(fā)現(xiàn):用1#石墨模具生產(chǎn)的鑄坯A、B帶平均溫度分別為425.8℃、451.2℃,平均溫差25.4℃;用2#石墨模具生產(chǎn)的鑄坯A帶平均溫度469.2℃,B帶392.3℃,平均溫差76.9℃;用3#石墨模具生產(chǎn)的鑄坯A帶平均溫度469.4℃,B帶485.0℃,平均溫差15.6℃。其中用1#、2#石墨模具生產(chǎn)的鑄坯經(jīng)過(guò)長(zhǎng)時(shí)間的引拉后,鑄坯表面出現(xiàn)不同程度的裂紋,對(duì)帶坯的后續(xù)加工影響較大,而用3#石墨模具生產(chǎn)的鑄坯表面很少有裂紋產(chǎn)生。
裂紋主要表現(xiàn)為表面橫向裂紋,一方面是由于鑄坯在凝固成型時(shí)會(huì)產(chǎn)生一定的收縮,石墨模具與鑄坯上表面會(huì)產(chǎn)生間隙,而下表面則由于鑄坯自重會(huì)緊貼石墨模具,使鑄坯上、下表面冷卻不均勻,下表面冷卻強(qiáng)度會(huì)比上表面好,不容易拉裂,這就導(dǎo)致裂紋主要分布在鑄坯上表面;另一方面是由于在連續(xù)鑄造時(shí),鑄坯的表面會(huì)與石墨模具的內(nèi)壁因相對(duì)運(yùn)動(dòng)而產(chǎn)生摩擦阻力,且鑄坯在引拉過(guò)程中還受到牽引機(jī)的牽引力,使得鑄坯受到了摩擦阻力和牽引力的合力作用,當(dāng)此合力大于鑄坯的凝固強(qiáng)度時(shí),鑄坯便會(huì)被拉裂,產(chǎn)生橫向裂紋。
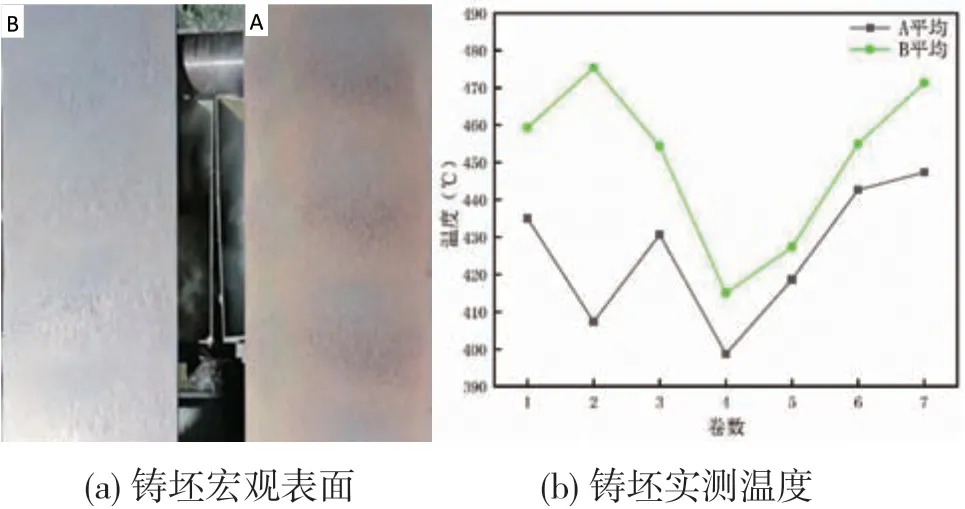
圖2 1#石墨模具生產(chǎn)的鑄坯
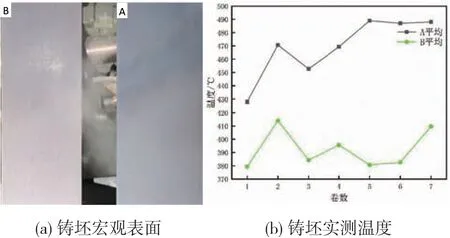
圖3 2#石墨模具生產(chǎn)的鑄坯
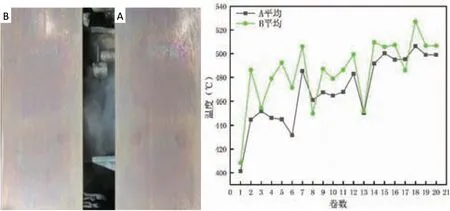
圖4 3#石墨模具生產(chǎn)的鑄坯
圖2~4表明,三種石墨模具生產(chǎn)的鑄坯表面溫度一直在升高,且1#和2#石墨模具生產(chǎn)的鑄坯A、B帶的溫度差異大(俗稱陰陽(yáng)帶),而用3#石墨模具生產(chǎn)的雙流A、B帶鑄坯整體溫度較均勻,無(wú)明顯色差。以2#石墨模具為例,產(chǎn)生A、B陰陽(yáng)帶鑄坯的結(jié)晶器結(jié)構(gòu)如圖5所示,在不同拉速下,A、B帶鑄坯的凝殼結(jié)晶線不在同一位置,而當(dāng)牽引速度達(dá)到最大149mm/min時(shí),A帶鑄坯的結(jié)晶線明顯比B帶更靠近出口端,這也就導(dǎo)致了引拉出的鑄坯A帶溫度顯著高于B帶,而造成這種現(xiàn)象的原因主要有以下幾點(diǎn):
(1)沒(méi)有將引拉前結(jié)晶器下出口點(diǎn)、帶坯出口托輥點(diǎn)、牽引機(jī)下托輥點(diǎn)調(diào)整到同一水平線上,造成保溫爐左右兩側(cè)出現(xiàn)高度差;
(2)鑄造時(shí)所用冷卻水含油污雜質(zhì)較多,使A、B帶結(jié)晶器水路出現(xiàn)不同程度的堵塞,影響了銅套內(nèi)壁的換熱;
(3)石墨材質(zhì)導(dǎo)熱性能差,牽引速度的頻繁變化至使石墨的傳熱能力進(jìn)一步減弱。
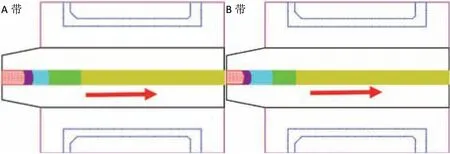
圖5 結(jié)晶器結(jié)構(gòu)簡(jiǎn)化圖
2.3 石墨參數(shù)對(duì)鑄坯成材率的影響
通過(guò)對(duì)三種不同石墨模具生產(chǎn)的鑄坯質(zhì)量進(jìn)行統(tǒng)計(jì)分析,發(fā)現(xiàn)在銑面量、切邊量均無(wú)較大差別的情況下,用1#石墨模具生產(chǎn)的鑄坯平均成材率為73.13%,結(jié)晶器平均可以引拉4 d,A、B帶共計(jì)可以生產(chǎn)鑄坯10卷;用2#石墨模具生產(chǎn)的鑄坯平均成材率為76.94%,結(jié)晶器平均可以引拉7 d,共計(jì)生產(chǎn)鑄坯29卷;而用3#石墨模具生產(chǎn)的鑄坯平均成材率為79.93%,平均可拉10 d,共計(jì)生產(chǎn)鑄坯40卷。統(tǒng)計(jì)結(jié)果如表2~4所示。綜合以上三種石墨模具生產(chǎn)鑄坯的情況,發(fā)現(xiàn)僅當(dāng)使用3#石墨模具生產(chǎn)鑄坯時(shí),鑄坯的產(chǎn)量和成材率相對(duì)較高,結(jié)晶器的使用壽命相對(duì)延長(zhǎng)。
2.4 石墨參數(shù)對(duì)鑄坯組織的影響
圖6所示為不同編號(hào)的石墨模具生產(chǎn)的鑄坯經(jīng)取樣腐蝕的宏觀組織,鑄坯表面幾乎均為等軸晶組織,但晶粒度宏觀上存在明顯的不同。選取相同位置(虛線框處),分析在標(biāo)尺為30~40mm位置處的晶粒變化。經(jīng)統(tǒng)計(jì)發(fā)現(xiàn),用1#石墨模具生產(chǎn)的鑄坯在此位置的晶粒數(shù)目約為106個(gè),平均晶粒尺寸約為1.82mm;用2#石墨模具生產(chǎn)的鑄坯在此位置的晶粒數(shù)目約為144個(gè),平均晶粒尺寸約為1.54mm;用3#石墨模具生產(chǎn)的鑄坯在此位置的晶粒數(shù)目約為210個(gè),平均晶粒尺寸約為1.18mm。晶粒數(shù)目增多,而晶粒尺寸減小,主要原因是3#石墨模具與1#、2#相比導(dǎo)熱性能更好,鑄坯單位時(shí)間內(nèi)通過(guò)結(jié)晶器帶走的熱量增加,鑄坯凝固速率變大,過(guò)冷度也隨之增大,從而使鑄坯凝固時(shí)的形核率變高,高的形核率有利于細(xì)化晶粒,提高等軸晶率。
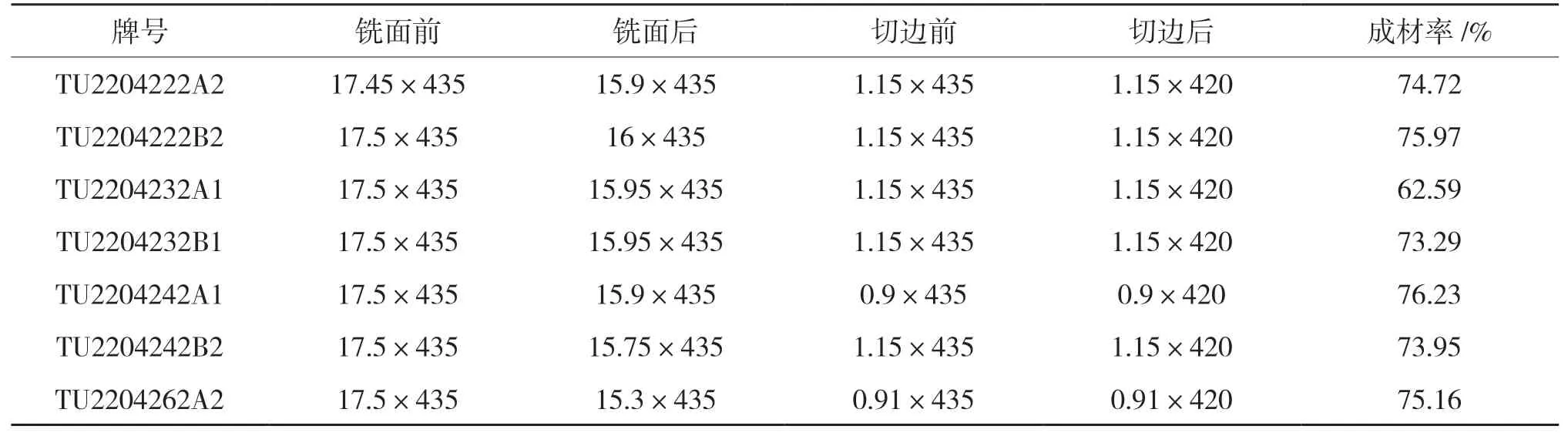
表2 1#石墨模具生產(chǎn)鑄坯情況
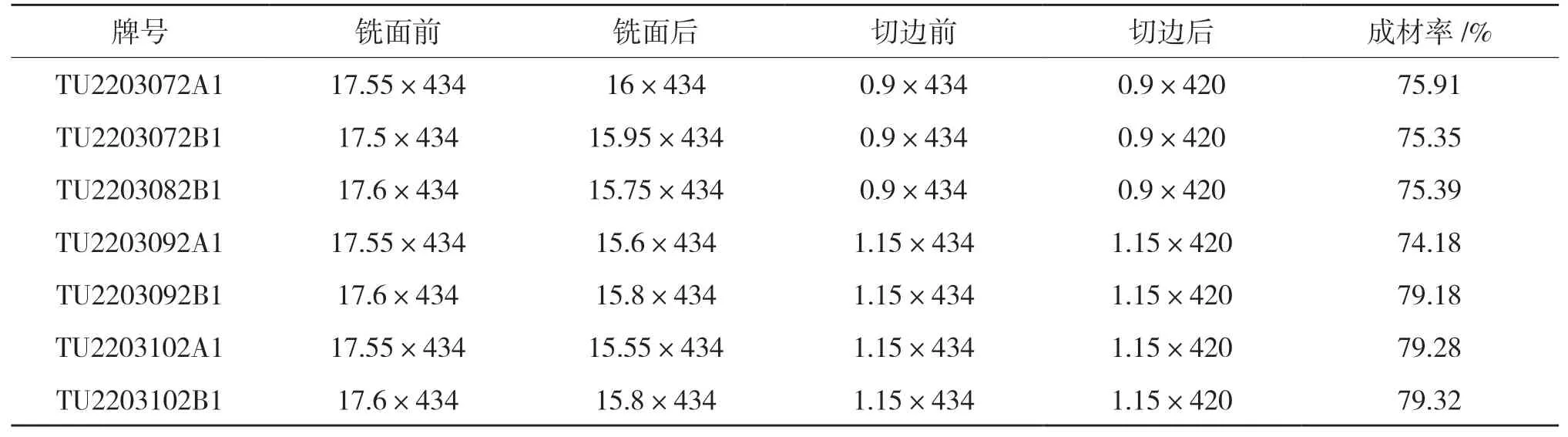
表3 2#石墨模具生產(chǎn)鑄坯情況

表4 3#石墨模具生產(chǎn)鑄坯情況
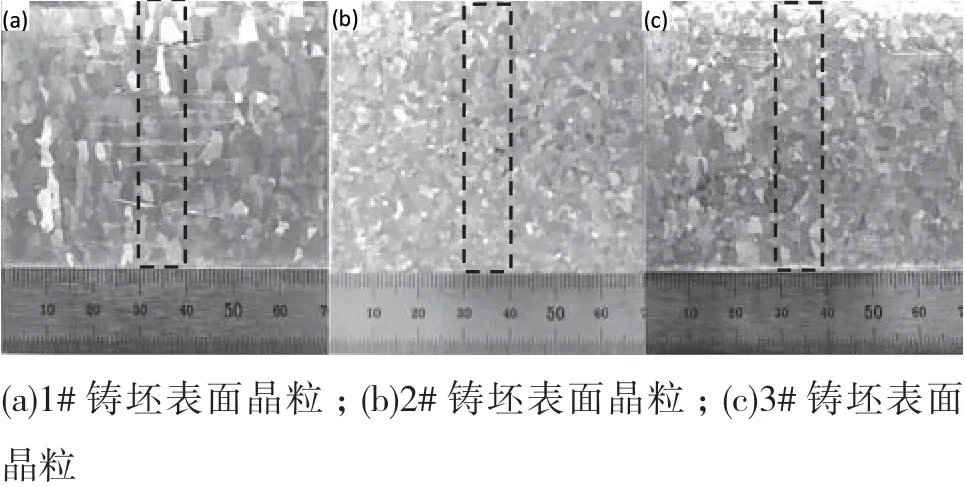
圖6 不同石墨模具生產(chǎn)鑄坯的宏觀組織
3 模擬分析
3.1 石墨的導(dǎo)熱系數(shù)對(duì)溫度場(chǎng)的影響
綜合分析以上試驗(yàn)結(jié)果,發(fā)現(xiàn)用這三種石墨模具生產(chǎn)鑄坯時(shí),鑄坯的表面溫度依次升高,而與其相對(duì)應(yīng)的石墨導(dǎo)熱系數(shù)卻依次降低。石墨導(dǎo)熱系數(shù)的有效值為80~130W/(m·K)[14],通過(guò)有限元模擬改變石墨的導(dǎo)熱系數(shù),發(fā)現(xiàn)隨著石墨導(dǎo)熱系數(shù)的增大,鑄坯出口端邊部結(jié)晶線的彎曲弧度趨向平緩,出口端低溫區(qū)域面積逐漸增大,鑄坯出口的平均溫度由開(kāi)始的502.04℃降到了454.44℃,模擬結(jié)果與試驗(yàn)結(jié)果的趨勢(shì)完全一致,說(shuō)明在一定范圍內(nèi)隨著石墨導(dǎo)熱系數(shù)的增加,鑄坯的冷卻強(qiáng)度會(huì)逐漸加大,即鑄坯出口溫度也會(huì)隨之降低。石墨導(dǎo)熱系數(shù)對(duì)鑄坯溫度場(chǎng)的影響如圖7所示。
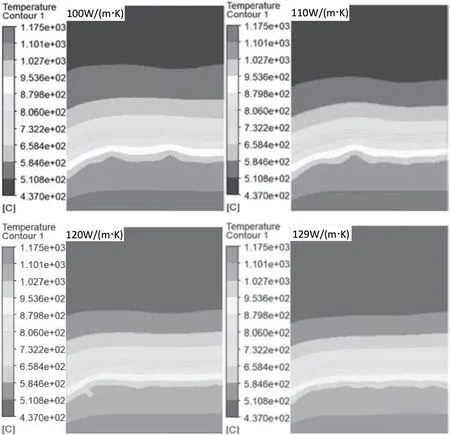
圖7 石墨導(dǎo)熱系數(shù)對(duì)鑄坯溫度場(chǎng)的影響
隨著石墨導(dǎo)熱系數(shù)的增大,石墨板外壁面溫度場(chǎng)的變化情況如圖8所示。鑄坯溫度的降低主要原因是石墨模具對(duì)它的“二次冷卻”,而石墨板壁面之所以呈“雙渦”形分布,主要是由于冷卻水作用的位置集中在銅套內(nèi)壁的中間區(qū)域,導(dǎo)致中部冷卻效果最好,其余位置次之,通過(guò)傳導(dǎo)作用反映在石墨板壁面上便會(huì)形成中部區(qū)域溫度最低,其余位置因與中部區(qū)域發(fā)生熱交換,溫度也在逐漸下降,且隨著石墨導(dǎo)熱系數(shù)的增大,“雙渦”區(qū)域的面積逐漸縮小,壁面平均溫度也由331.19℃增至341.30℃。而“雙渦”區(qū)域的前后、左右兩端均有較大的溫度差,前后端的溫差主要是由于石墨板的后端更靠近銅液進(jìn)口,溫降相對(duì)緩慢;而左右端的溫差主要是由于石墨板左端溫度偏高,唯一的溫降因素來(lái)源于右端的傳導(dǎo)。
冷卻水與銅套內(nèi)壁的換熱系數(shù)隨石墨導(dǎo)熱系數(shù)的增加導(dǎo)致生的變化情況如圖9所示。從整體上看,換熱系數(shù)呈增大趨勢(shì),說(shuō)明隨著石墨導(dǎo)熱系數(shù)的增加,冷卻水與銅套內(nèi)壁這兩者液固界面之間的對(duì)流換熱系數(shù)也會(huì)間接增大,冷卻水的冷卻能力也會(huì)相應(yīng)增強(qiáng),從而形成石墨的導(dǎo)熱系數(shù)增加,鑄坯凝固釋放的熱量增多,鑄坯出口溫度降低,石墨板壁面溫度升高的現(xiàn)象。
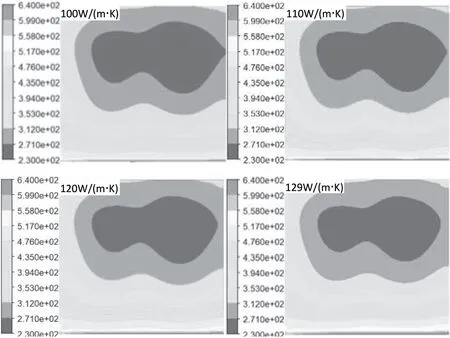
圖8 石墨導(dǎo)熱系數(shù)對(duì)石墨壁面溫度場(chǎng)的影響
3.2 石墨密度對(duì)溫度場(chǎng)的影響
由表1可知,2#石墨模具的密度最高,但試驗(yàn)結(jié)果發(fā)現(xiàn)鑄坯出口的表面溫度并沒(méi)有呈現(xiàn)增大或減小的趨勢(shì)。石墨的密度一般介于1.6~1.85g/cm3之間[14],通過(guò)有限元模擬改變石墨的密度,發(fā)現(xiàn)隨著石墨密度的增大,鑄坯邊部溫降幾乎與中間趨于一致,整體結(jié)晶線的彎曲弧度逐漸趨向平緩,鑄坯出口的平均溫度由開(kāi)始的438.42℃升高至457.80℃,如圖10所示。模擬結(jié)果與試驗(yàn)結(jié)果均未呈現(xiàn)出明顯規(guī)律性,說(shuō)明石墨的密度并不是影響鑄坯溫度的主要因素,它可能是石墨的密度與其他物性參數(shù)共同作用的結(jié)果。
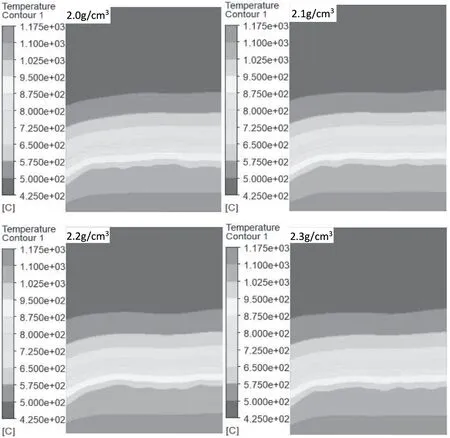
圖10 石墨密度對(duì)鑄坯溫度場(chǎng)的影響
隨著石墨密度的增大,石墨板外壁面溫度場(chǎng)的變化情況如圖11所示。當(dāng)石墨的密度增大時(shí),壁面平均溫度由335.48℃增至342.27℃,鑄坯出口溫度與石墨板的壁面溫度均呈上升趨勢(shì),與理論上鑄坯出口溫度、石墨板的壁面溫度應(yīng)呈相反的變化趨勢(shì)相違背,從側(cè)面進(jìn)一步證實(shí)了石墨的密度并不是影響鑄坯溫度的主要因素。

圖11 石墨密度對(duì)石墨壁面溫度場(chǎng)的影響
4 結(jié)論
通過(guò)對(duì)比三種不同參數(shù)的石墨模具試用效果,結(jié)果表明用3#石墨模具生產(chǎn)的雙流A、B帶鑄坯溫度較均勻,成材率相對(duì)偏高,整體晶粒尺寸較細(xì)小,晶粒數(shù)目偏多,即隨著石墨導(dǎo)熱系數(shù)的增加,鑄坯凝固釋放的熱量增多,鑄坯溫度降低,石墨板的壁面溫度升高;而石墨的密度與鑄坯溫度之間無(wú)明顯對(duì)應(yīng)關(guān)系。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國(guó)化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國(guó)制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
