一種軋機(jī)主軸定位方法的研究與應(yīng)用
2022-11-11 03:45:56王博
寶鋼技術(shù) 2022年4期
關(guān)鍵詞:信號(hào)
王 博
(寶鋼湛江鋼鐵有限公司厚板廠,廣東 湛江 524072)
寶鋼湛江鋼鐵厚板廠采用雙機(jī)架4 200 mm軋機(jī),軋機(jī)主要由機(jī)架、軋輥、傳動(dòng)軸及主電動(dòng)機(jī)組成,粗、精軋機(jī)各有上下輥兩臺(tái)主電動(dòng)機(jī),主電動(dòng)機(jī)控制系統(tǒng)采用西門子SL150全數(shù)字矢量控制大功率交—交變頻交流調(diào)速系統(tǒng)[1],可以實(shí)現(xiàn)對(duì)電動(dòng)機(jī)速度的精確控制。由于生產(chǎn)需求,精軋機(jī)平均每天換輥一次,粗軋平均每周換輥一次。為了提高換輥效率,軋機(jī)每次換輥前需要將軋機(jī)的主軸停到指定位置,使扁頭套的方向與備輥的軸頭方向保持一致,因此,軋機(jī)主軸定位功能顯得尤為重要。本文結(jié)合現(xiàn)場(chǎng)實(shí)際應(yīng)用情況,介紹了一種通過(guò)主軸接近開(kāi)關(guān)實(shí)現(xiàn)主軸定位的方法,并針對(duì)實(shí)際應(yīng)用過(guò)程中遇到的問(wèn)題,提出了相應(yīng)的改進(jìn)措施。
1 主軸定位原理
軋機(jī)工作輥與主軸通過(guò)扁頭套連接[2],如圖1所示。工作輥扁頭與扁頭套是插入式連接,在更換工作輥的裝輥過(guò)程中,工作輥的扁頭必須與主軸軸頭角度一致,才能將工作輥扁頭順利插入主軸軸套中。一般來(lái)說(shuō),工作輥在備輥時(shí)已經(jīng)將角度固定好,扁頭位置基本在垂直或者水平位置。因此,要實(shí)現(xiàn)標(biāo)準(zhǔn)化操作(抽輥、備輥和裝輥),每次換輥前,主軸的停機(jī)位置都應(yīng)該是同一位置,便于裝入新的工作輥。
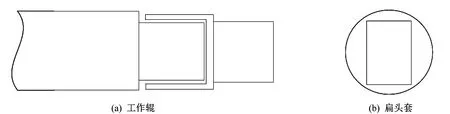
圖1 工作輥與扁頭套示意圖Fig.1 Schematic diagram of work roll and flat head cover
軋機(jī)主電動(dòng)機(jī)主軸停機(jī)位置由特定的程序控制[3],在主軸定位邏輯中,每次換輥前都要進(jìn)行主軸定位,將主軸停在特定的位置,以滿足換輥需求,具體實(shí)現(xiàn)方法如下。
主軸定位功能激活時(shí)需要滿足三個(gè)條件:一是主軸定位功能激活命令,該命令一般在換輥前由生產(chǎn)操作人員激活;二是主電動(dòng)機(jī)運(yùn)行速度不大于換輥時(shí)的設(shè)定速度,一般設(shè)置定位速度為額定速度的5%;三是需要檢測(cè)到主軸位置的接近開(kāi)關(guān)信號(hào)。當(dāng)三者條件均滿足時(shí),主電動(dòng)機(jī)開(kāi)始執(zhí)行定位功能,整個(gè)定位過(guò)程有時(shí)間的限制,超過(guò)設(shè)定時(shí)間(15 s)會(huì)導(dǎo)致系統(tǒng)定位超時(shí)報(bào)警。
主軸開(kāi)始定位時(shí),主電動(dòng)機(jī)在低速爬行過(guò)程中檢測(cè)到主軸的位置接近開(kāi)關(guān)信號(hào)后,系統(tǒng)會(huì)計(jì)算出當(dāng)前主軸的實(shí)際位置,并發(fā)出減速停機(jī)的命令,由速度控制器控制主電動(dòng)機(jī)以一定的斜坡進(jìn)行停機(jī),停機(jī)過(guò)程中主軸旋轉(zhuǎn)一定的角度后停在換輥位置(該角度在程序中可人工修改),原理如圖2所示。在此過(guò)程中,主電動(dòng)機(jī)控制系統(tǒng)會(huì)計(jì)算出主軸的實(shí)際位置和設(shè)定位置的偏差,當(dāng)偏差小于2°時(shí),系統(tǒng)判斷主軸已經(jīng)停在設(shè)定位置,此時(shí)主電動(dòng)機(jī)給定速度為零,并發(fā)出定位成功信號(hào),定位結(jié)束。
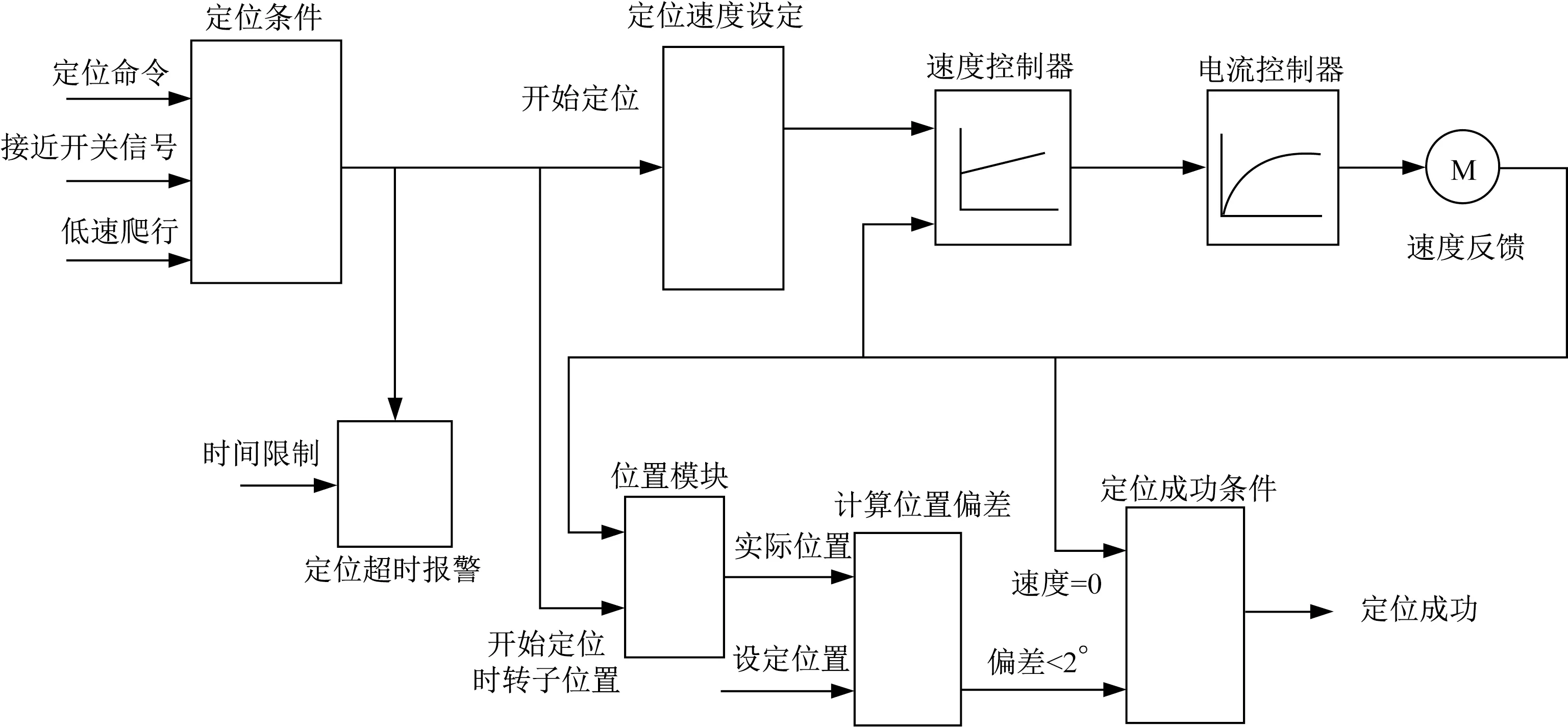
圖2 主軸定位功能原理圖Fig.2 Principle diagram of spindle positioning function
定位過(guò)程中主軸轉(zhuǎn)過(guò)的角度可以在程序中設(shè)定,即從檢測(cè)到主軸定位接近開(kāi)關(guān)信號(hào)到電動(dòng)機(jī)停機(jī)時(shí)轉(zhuǎn)過(guò)的角度,該角度在第一次投入使用時(shí)需要人工調(diào)試設(shè)定,角度的調(diào)整有一定的限制,角度過(guò)小會(huì)導(dǎo)致電動(dòng)機(jī)定位時(shí)速度運(yùn)行不穩(wěn),角度過(guò)大會(huì)定位超時(shí)導(dǎo)致定位失敗。該角度一旦確定,除非更換主軸或者調(diào)整接近開(kāi)關(guān)位置,否則一般不需要調(diào)整,即使需要調(diào)整,也是僅根據(jù)主軸實(shí)際停機(jī)位置調(diào)試出新的定位角度即可。
2 主軸定位常見(jiàn)問(wèn)題
2.1 自動(dòng)換輥主軸定位成功信號(hào)消失
在軋機(jī)自動(dòng)換輥過(guò)程中,主軸定位成功信號(hào)是自動(dòng)換輥的一個(gè)條件,在自動(dòng)換輥過(guò)程中要保持該信號(hào)一直存在,但是在實(shí)際應(yīng)用中,在完成主軸定位后,程序進(jìn)入自動(dòng)換輥模式時(shí),主軸定位成功信號(hào)經(jīng)常丟失,導(dǎo)致不滿足自動(dòng)換輥條件而不能繼續(xù)自動(dòng)換輥,需要手動(dòng)完成換輥,嚴(yán)重影響換輥時(shí)間。通過(guò)對(duì)主軸定位信號(hào)和電動(dòng)機(jī)實(shí)際位置的監(jiān)控,發(fā)現(xiàn)主軸定位信號(hào)丟失均發(fā)生在抽輥這一過(guò)程,觀察此時(shí)的電動(dòng)機(jī)速度波形發(fā)現(xiàn),在抽輥過(guò)程中電動(dòng)機(jī)實(shí)際速度在零位存在抖動(dòng)現(xiàn)象,而電動(dòng)機(jī)的給定速度和實(shí)際電流為零,現(xiàn)場(chǎng)檢查編碼器也無(wú)松動(dòng)現(xiàn)象,經(jīng)確認(rèn)是在抽輥過(guò)程中,主軸受外力有輕微晃動(dòng)的情況,影響轉(zhuǎn)子實(shí)際位置與設(shè)定位置偏差大于2°,導(dǎo)致定位完成信號(hào)消失。
2.2 主軸定位接近開(kāi)關(guān)維護(hù)困難
主軸定位接近開(kāi)關(guān)的作用是在換輥時(shí)檢測(cè)主軸的實(shí)際位置,根據(jù)檢測(cè)到的實(shí)際位置開(kāi)始計(jì)算主軸的旋轉(zhuǎn)角度,接近開(kāi)關(guān)原設(shè)計(jì)安裝在軋機(jī)側(cè)的主軸水平平衡支架上,支架的位置較高且水汽大,主軸上的潤(rùn)滑油也會(huì)甩到接近開(kāi)關(guān)上,會(huì)影響接近開(kāi)關(guān)的使用壽命,并且每次更換主軸時(shí)都要重新焊接擋塊,維護(hù)量較大,曾多次發(fā)生在生產(chǎn)過(guò)程中主軸接近開(kāi)關(guān)被撞或者被油污遮擋,導(dǎo)致信號(hào)不穩(wěn)定,不能滿足主軸定位需求。
2.3 主軸定位后停機(jī)速度不穩(wěn)
軋機(jī)主電動(dòng)機(jī)在換輥前進(jìn)行主軸定位,主電機(jī)速度由爬行速度經(jīng)速度控制器控制,逐漸減小至零,完成主軸定位,但是在實(shí)際應(yīng)用過(guò)程中,電動(dòng)機(jī)定位時(shí)給定速度為零時(shí),在有運(yùn)行使能的情況下還會(huì)繼續(xù)在零速位置抖動(dòng)(圖3),如果抖動(dòng)時(shí)間過(guò)長(zhǎng)超過(guò)定位時(shí)間限制,會(huì)導(dǎo)致主軸定位失敗,需要重新定位,曾因此原因?qū)е露啻沃貜?fù)定位,影響換輥時(shí)間。
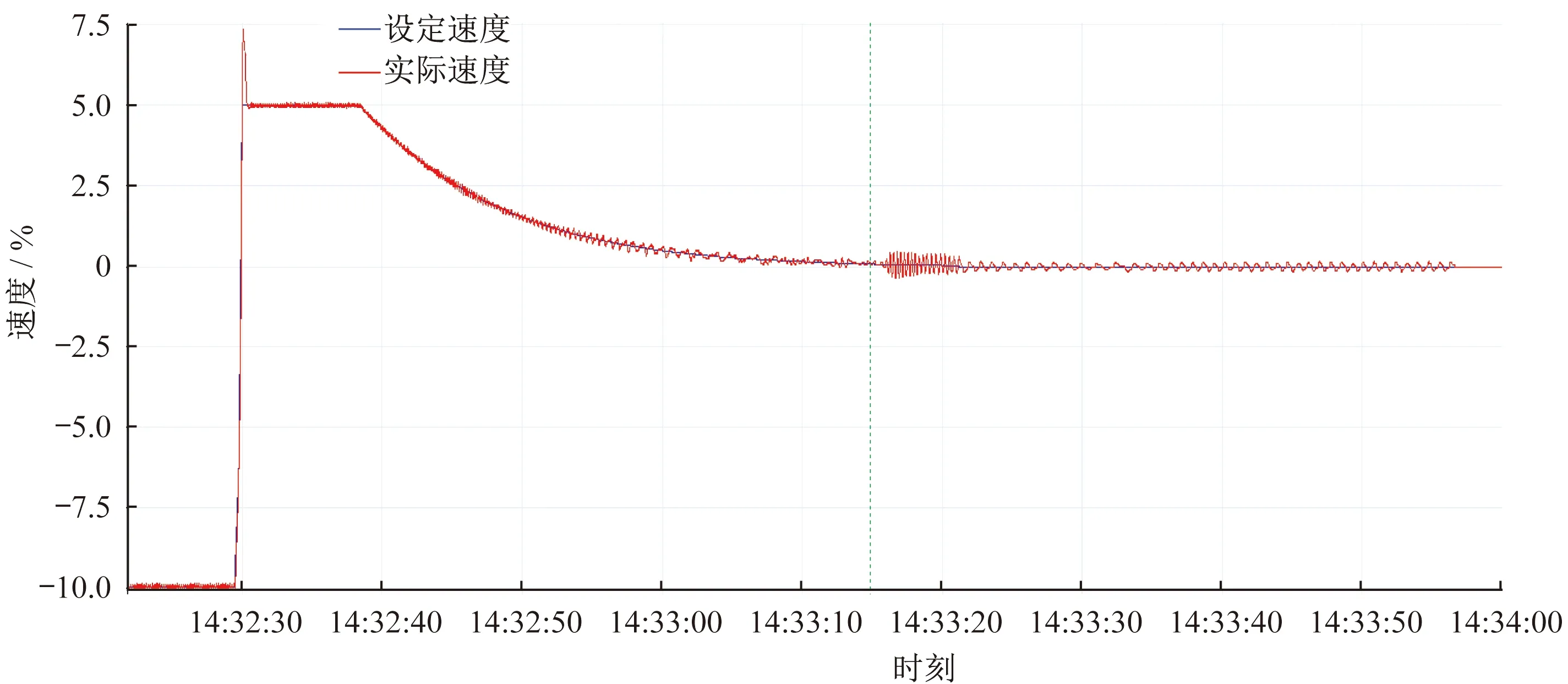
圖3 優(yōu)化前定位速度曲線Fig.3 Positioning velocity curve before optimization
3 主軸定位常見(jiàn)問(wèn)題解決辦法
3.1 主軸定位成功信號(hào)消失
在抽輥過(guò)程中,主軸受外力影響產(chǎn)生的晃動(dòng),外圍設(shè)備很難做出改進(jìn),因此,可以在主電動(dòng)機(jī)定位邏輯中新增一個(gè)功能,即保持主軸定位精度為小角度,在定位完成后,自動(dòng)將轉(zhuǎn)子位置偏差放大一定角度,轉(zhuǎn)子軸在抽輥過(guò)程中產(chǎn)生的晃動(dòng)在偏差之內(nèi),定位完成信號(hào)會(huì)一直保持,既保證了定位精度,又解決了換輥信號(hào)經(jīng)常丟失的問(wèn)題,保證自動(dòng)換輥?lái)樌M(jìn)行。
3.2 主軸定位接近開(kāi)關(guān)維護(hù)困難
主軸接近開(kāi)關(guān)容易損壞的原因在于其工作環(huán)境惡劣,安裝位置在主軸垂直平衡支架上(圖4),只有檢修期間才能進(jìn)行維護(hù),因此,在不影響正常生產(chǎn)的情況下,在軋機(jī)主電動(dòng)機(jī)側(cè)新增備用的光電式接近開(kāi)關(guān),將其安裝在主電動(dòng)機(jī)的接手上方,電動(dòng)機(jī)接手上貼有反光板,并通過(guò)備用通道將接近開(kāi)關(guān)信號(hào)接到主電動(dòng)機(jī)的控制系統(tǒng)。在程序中新增定位角度調(diào)整通道和主軸定位接近開(kāi)關(guān)切換程序,兩組主軸定位接近開(kāi)關(guān)可以在程序中進(jìn)行一鍵切換,一備一用。

圖4 原主軸接近開(kāi)關(guān)Fig.4 Original spindle proximity switch
3.3 主軸定位后停機(jī)速度不穩(wěn)
軋機(jī)主電動(dòng)機(jī)在正常運(yùn)行時(shí),由于沖擊性負(fù)載的原因,主電機(jī)機(jī)械特性要求較高,為了滿足軋鋼時(shí)的需求,電動(dòng)機(jī)速度控制器的PI調(diào)節(jié)器的比例Kp較大,Kp值大的好處是電動(dòng)機(jī)響應(yīng)速度很快,可以快速調(diào)節(jié)速度,但弊端是調(diào)速穩(wěn)定性較差,Kp過(guò)大容易導(dǎo)致速度環(huán)運(yùn)行不穩(wěn)定,出現(xiàn)抖動(dòng)現(xiàn)象。在主軸定位過(guò)程中,速度逐漸降低至零時(shí),由于響應(yīng)速度過(guò)快,容易產(chǎn)生抖動(dòng)現(xiàn)象。
由于軋機(jī)主電動(dòng)機(jī)只有在咬鋼、拋鋼時(shí)對(duì)速度響應(yīng)要求較高,在電動(dòng)機(jī)換向時(shí)或停機(jī)定位過(guò)程中速度接近零時(shí)對(duì)速度響應(yīng)要求不高,因此,在程序中將主電動(dòng)機(jī)速度接近零時(shí)的PI調(diào)節(jié)器的Kp適當(dāng)減小,由50%改為30%,增加速度控制器的穩(wěn)定性,結(jié)合現(xiàn)場(chǎng)實(shí)際應(yīng)用效果,調(diào)整后電動(dòng)機(jī)速度運(yùn)行更加穩(wěn)定,基本解決了停機(jī)時(shí)的抖動(dòng)問(wèn)題。
4 取得效果
(1) 換輥時(shí)主軸定位完成信號(hào)丟失的問(wèn)題,在新增加了程序后運(yùn)行穩(wěn)定,在換輥時(shí)沒(méi)有再發(fā)生過(guò)主軸定位信號(hào)消失的情況,且在抽輥、裝輥時(shí),主軸的實(shí)際位置并不影響換輥,新增程序可以有效避免因抽輥時(shí)主軸抖動(dòng)而產(chǎn)生的定位信號(hào)消失現(xiàn)象。
(2) 新增主軸接近開(kāi)關(guān)(圖5)和相應(yīng)的程序以后,在1組接近開(kāi)關(guān)發(fā)生故障后可以用較短的時(shí)間將備用接近開(kāi)關(guān)投入使用,基本不影響正常的換輥時(shí)間,且新增加的接近開(kāi)關(guān)位于電動(dòng)機(jī)側(cè),工作環(huán)境較好,便于日常維護(hù)。

圖5 新增主軸接近開(kāi)關(guān)Fig.5 Added spindle proximity switch
(3) 主軸定位時(shí)速度控制器的比例Kp參數(shù)優(yōu)化后,電動(dòng)機(jī)在接近零速時(shí)運(yùn)行更加穩(wěn)定。從定位時(shí)速度曲線可以看出,在換輥時(shí)進(jìn)行主軸定位時(shí),給定速度為零后,電動(dòng)機(jī)抖動(dòng)問(wèn)題基本解決(圖6),減少了換輥定位失敗的發(fā)生。
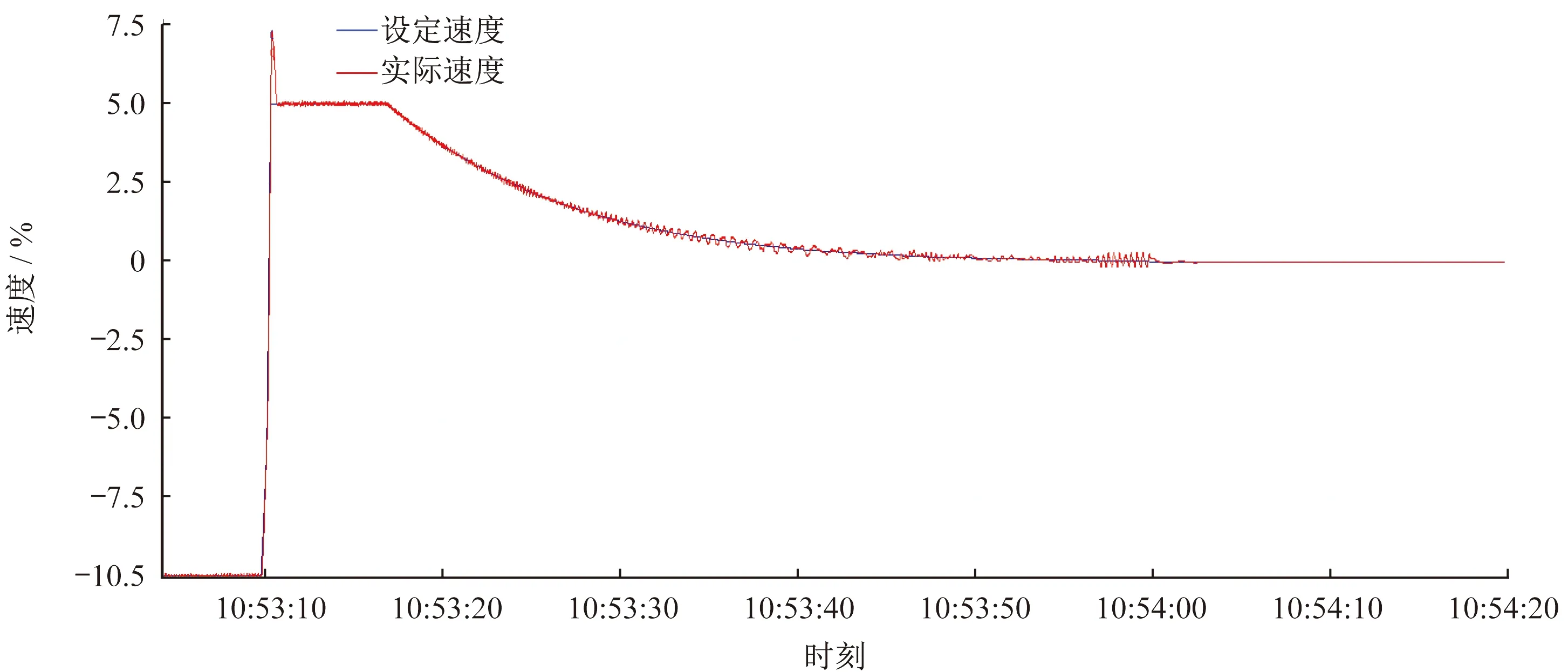
圖6 優(yōu)化后定位速度曲線Fig.6 Positioning velocity curve after optimization
5 結(jié)語(yǔ)
電動(dòng)機(jī)主軸定位功能在每個(gè)軋鋼廠都有所應(yīng)用,雖然不直接參與主電動(dòng)機(jī)軋鋼過(guò)程中的控制,但是保證主軸定位功能的穩(wěn)定運(yùn)行對(duì)提升換輥速度起著很重要的作用,在這個(gè)分秒必爭(zhēng)的時(shí)刻,也是提升生產(chǎn)效率的一個(gè)措施。主軸定位功能是一項(xiàng)成熟的技術(shù),但是在實(shí)際應(yīng)用過(guò)程中,由于不同的工作環(huán)境和不同的負(fù)載,對(duì)主軸定位功能都會(huì)存在一些影響,本文結(jié)合厚板廠粗、精軋主電動(dòng)機(jī)主軸定位功能的實(shí)際應(yīng)用,對(duì)其原理進(jìn)行了介紹,同時(shí)對(duì)應(yīng)用過(guò)程中遇到問(wèn)題的分析和處理辦法介紹,在硬件和軟件方面逐步完善了主軸定位功能,希望通過(guò)對(duì)主軸定位功能和常見(jiàn)問(wèn)題的介紹,可以增強(qiáng)設(shè)備維護(hù)人員對(duì)主電動(dòng)機(jī)控制系統(tǒng)的了解。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國(guó)生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(hào)(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:10
鐵道通信信號(hào)(2016年11期)2016-06-01 12:11:32
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
中國(guó)病理生理雜志(2015年8期)2015-12-21 12:38:06