陶質(zhì)襯墊在壓力容器筒體焊接中的應(yīng)用研究
2022-11-07 14:15:38吳戰(zhàn)飛葛祖明林家斌
電站輔機 2022年3期
吳戰(zhàn)飛,葛祖明,林家斌
(上海電氣電站設(shè)備有限公司上海電站輔機廠,上海 200090)
0 前 言
埋弧焊作為目前壓力容器焊接制造中普遍使用的焊接方法,由于其具有機械化程度高、生產(chǎn)效率高、焊接質(zhì)量穩(wěn)定、成本低等優(yōu)點, 被廣泛應(yīng)用于壓力容器制造行業(yè)中。上海電站輔機廠作為國內(nèi)壓力容器及換熱器的主要供應(yīng)商之一,每年承接大量的高壓加熱器訂單,傳統(tǒng)的高壓加熱器筒身縱環(huán)縫焊接方式是采用一側(cè)埋弧焊對接,反面碳刨清根及打磨后再次采用埋弧焊填充蓋面,由于碳刨清根及打磨會產(chǎn)生較大的噪聲及金屬粉塵等,對車間環(huán)境帶來污染,對工人的身心健康帶來一定的危害。為了進一步響應(yīng)公司除塵降噪的號召,引入陶質(zhì)襯墊使打底焊縫可以單面焊雙面成型,避免或減少碳刨清根的工作量。
本文主要以高壓加熱器產(chǎn)品的筒體縱環(huán)縫為依托,研究埋弧焊帶襯墊單面焊雙面成型的工藝,根據(jù)筒體裝配要求,確定了陶質(zhì)襯墊的種類,固化了打底的焊接工藝相關(guān)參數(shù)及要求。
1 襯墊類型及坡口形狀確認
在前期采用焊接試板初步試驗的基礎(chǔ)上,選取一臺在制高壓加熱器筒身縱縫進行試運用。該筒身材料為Q345鋼,厚度25 mm,坡口為X型坡口,鈍邊約6 mm,采用兩側(cè)引熄弧板及坡口內(nèi)點焊來裝配固定,坡口根部無間隙,在坡口背面采用圓棒襯墊。具體裝配如下圖1所示。
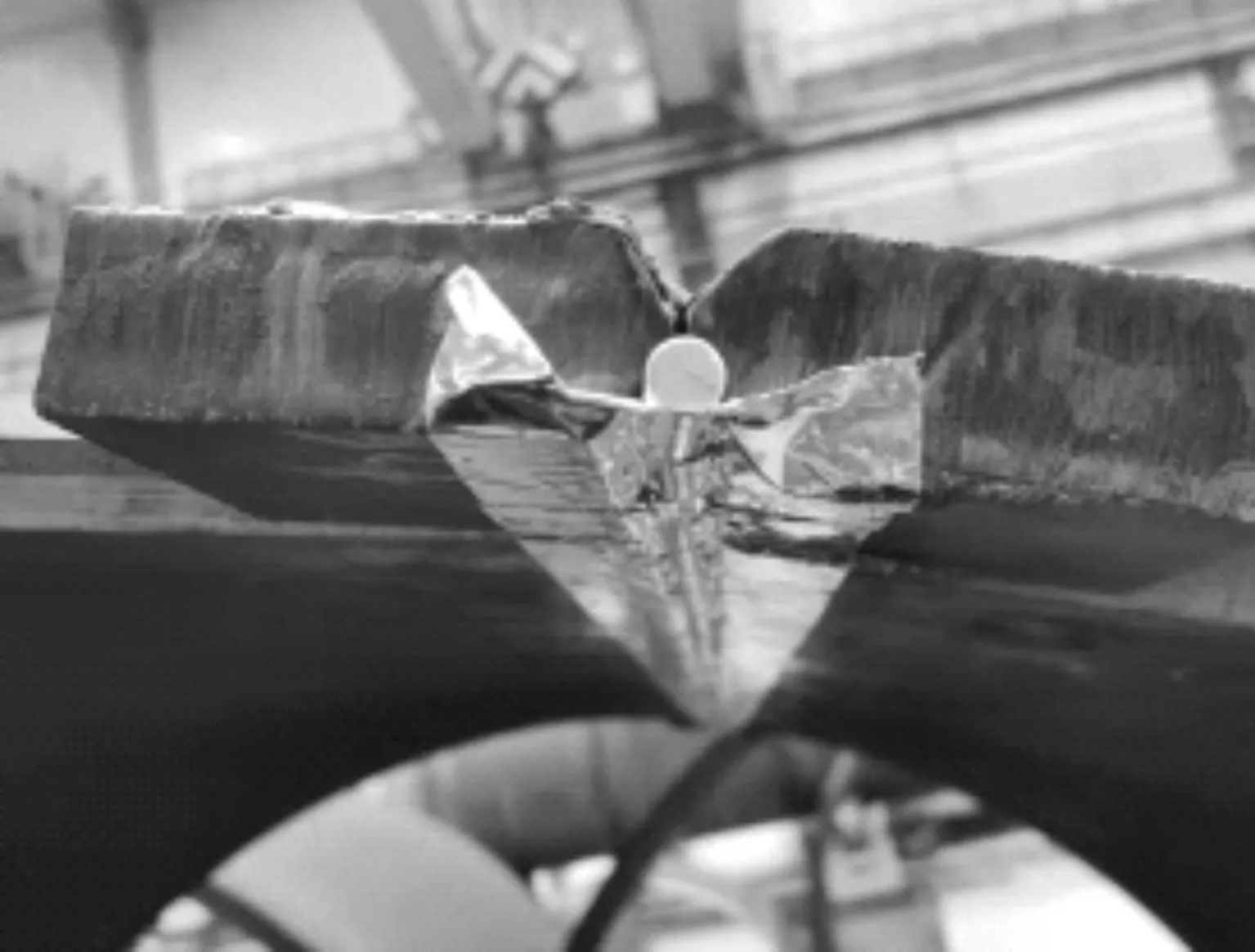
圖1 坡口裝配及陶質(zhì)襯墊種類
考慮到要將6 mm鈍邊全部熔透,采用了WPS規(guī)定的熱輸入上限,電流640 A,電壓30 V,焊接速度400 mm/min。
焊接完成后,焊縫正面成型良好,如圖2所示。

圖2 焊縫正面成型
觀察焊縫背面,有一處位置陶質(zhì)襯墊未托住熔覆金屬,導(dǎo)致熔穿。去除陶質(zhì)襯墊后發(fā)現(xiàn)坡口點焊處未完全焊透,其余未點焊位置有熔覆金屬析出,但熔覆金屬熔透不足,未達到預(yù)期的目的,焊縫根部還是需要碳刨清根,具體如圖3所示。

圖3 焊縫熔穿及反面焊縫成型
根據(jù)上述結(jié)果進行分析,尋求改進措施:
采用現(xiàn)有坡口的6 mm鈍邊,即使采用熱輸入量上限,也不能使鈍邊熔透,鈍邊厚度考慮減小至4 mm,且考慮到背面焊縫熔透的問題,需考慮增加根部間隙。
筒身縱縫裝配時,坡口內(nèi)點焊位置無法焊透,應(yīng)該避免在坡口內(nèi)點焊,擬計劃增加兩側(cè)引熄弧板與筒身焊接強度(原為點焊固定,需改為滿焊)替代坡口內(nèi)的點焊。
圓棒型襯墊裝配時與X型坡口根部部分區(qū)域貼合不是很緊密,導(dǎo)致一處焊縫根部熔穿,若后續(xù)整條焊縫全部焊透,預(yù)計熔穿位置會更多,因此考慮更換襯墊類型,并將坡口形式由X型改為Y型坡口,將陶質(zhì)襯墊由圓棒性改為平板型。
2 工藝驗證
按上述改進方向,另選一節(jié)筒身,該筒身材料為15CrMoR鋼,厚度22 mm,坡口Y型坡口,鈍邊約4 mm,裝配間隙約1 mm,采用兩側(cè)引熄弧板固定,坡口不點焊。焊接參數(shù)640 A,電壓30 V,焊接速度400 mm/min。焊接完成后,去除襯墊,焊縫成型如下圖4所示。

圖4 焊縫背面成型
總體上焊縫成型滿足標準要求,僅需對焊縫表面進行局部適當修磨,對該焊縫按標準要求進行100%RT檢測,結(jié)果合格。
基于縱縫的焊縫反面成型情況及其工藝參數(shù),再選取了另一在制高壓加熱器筒身環(huán)縫進行試運用。該筒身材料為Q345R鋼,厚度25 mm,坡口為Y型坡口,鈍邊約4 mm,裝配不放間隙,采用兩側(cè)坡口內(nèi)焊條定位焊+馬腳板固定(如圖5所示),在反面(筒身內(nèi)部)貼陶質(zhì)襯墊(如圖7所示)。第一焊道的焊接參數(shù):電流650 A,電壓30 V,焊接速度400 mm/min。焊接完成后,正面焊縫成型良好,如圖6所示;去除襯墊之后,反面焊縫只有局部成型(如圖8所示),大部分焊縫未焊透。經(jīng)分析,認為坡口內(nèi)定位焊位置焊縫太厚,約 3~4 mm,這是導(dǎo)致熔池鐵水無法熔透到反面的主要原因,另外筒身本身鈍邊4 mm,加上裝配有1~2 mm的錯邊量,加大了熔透的難度。


為保證環(huán)縫反面焊縫形成,需采用合理的焊接工藝參數(shù)(電流、電壓、速度、鈍邊、焊縫根部間隙等)。基于車間反饋的筒身環(huán)縫裝配時 “零間隙”是最方便的,也最有可行性的要求,故在研究反面焊縫成型時,試驗側(cè)重點放在焊接電流、電壓、速度等焊接工藝參數(shù)的調(diào)整。實際生產(chǎn)過程中,由于兩節(jié)筒身裝配時通常采用“豎裝”方式,為保證筒身裝配的牢固性,會采用在坡口內(nèi)定位焊及12塊馬腳板固定。但馬腳板數(shù)量較多,馬腳板的拆裝影響了裝配效率,故考慮采用氣保焊進行打底焊,此時反面未完全透出來(如圖9所示),再用較高熱輸入量的埋弧焊熔化氣保焊打底焊道,并通過背面的陶質(zhì)襯墊強制熔池反面成型。試驗時采用的兩組焊接工藝參數(shù),見表1。

表1 焊縫反面成型參數(shù)試驗
對比兩組焊接參數(shù)得到的焊縫反面成型(如圖10和圖12),可以發(fā)現(xiàn),兩組焊接參數(shù)焊縫反面都能熔透成型,但第一組焊縫反面的余高為4~6 mm,超出標準要求,且焊縫表面氧化嚴重,已明顯“發(fā)藍”,同時陶質(zhì)襯墊熔化量較大(如圖11),第二組焊縫反面余高在3 mm以內(nèi)。另經(jīng)多次焊接參數(shù)微調(diào),最終確定焊接電流為620~630 A范圍能夠或取滿足要求的焊縫熔透及焊縫成型。

圖10 第一組焊縫

圖11 襯墊熔化量較大

圖12 第二組焊縫
3 工藝固化
通過一系列的試驗驗證,固化了陶質(zhì)襯墊埋弧焊工藝,具體如下:
坡口規(guī)格。殼體縱縫采用Y型外坡口(保證外側(cè)成型),鈍邊厚度4 mm,坡口間隙1~3 mm;如果不留坡口間隙,鈍邊厚度改為2 mm;環(huán)縫則基本不留鈍邊和間隙。
陶質(zhì)襯墊粘貼于筒體內(nèi)側(cè),受裝配質(zhì)量的影響,存在局部不能焊透可能,可手工補焊。
縱縫裝配時采用兩側(cè)引熄弧板固定,坡口內(nèi)不點焊;環(huán)縫在基本無裝配間隙時采用氣保焊在坡口內(nèi)焊接打底道,再使用埋弧焊填充蓋面。
焊接參數(shù)620~630 A,電壓30 V,焊接速度400 mm/min。
筒身縱、環(huán)縫陶質(zhì)襯墊規(guī)格如圖13、圖14所示。
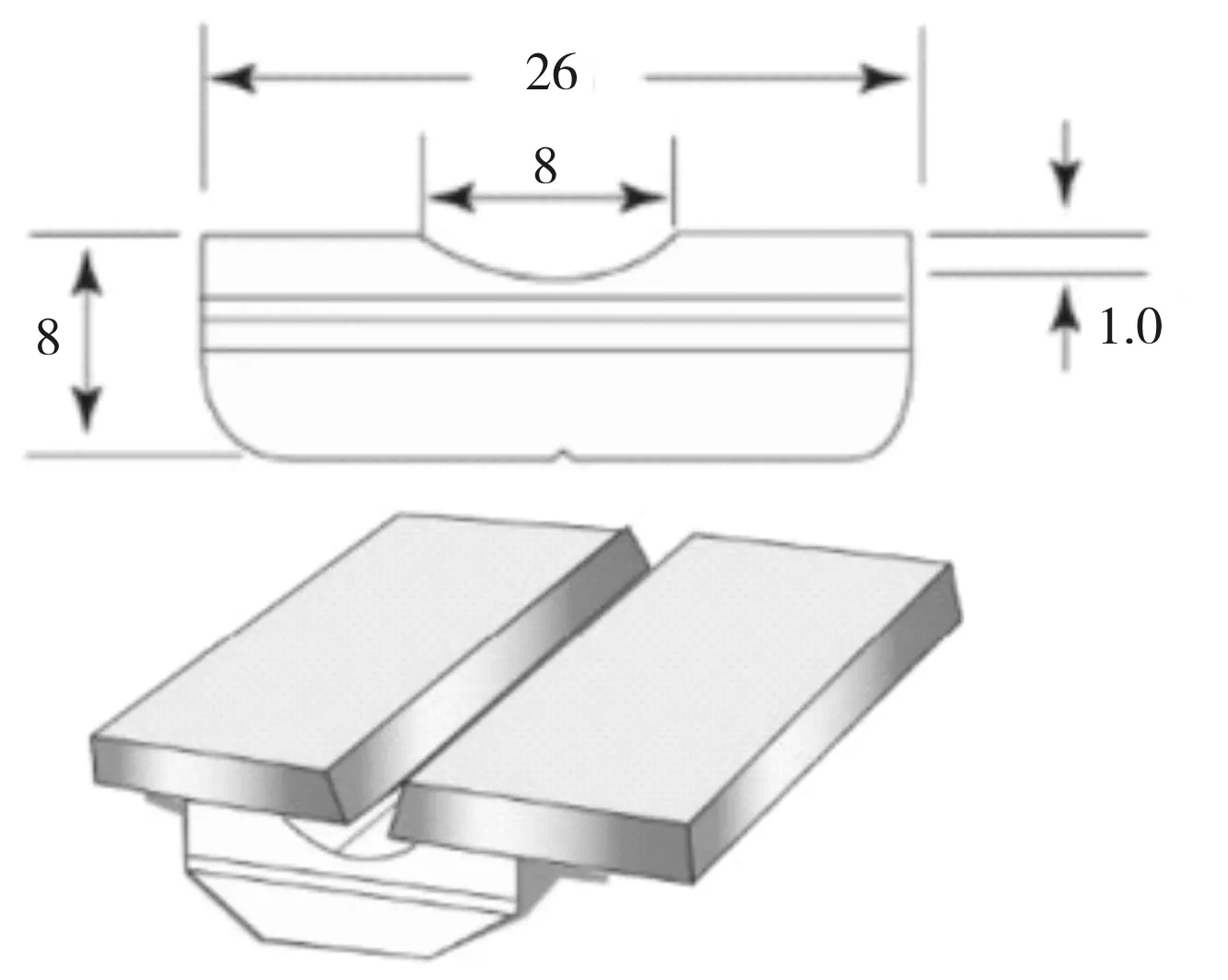
圖13 筒體縱縫所用陶質(zhì)襯墊規(guī)格(mm) 圖14 筒體環(huán)縫所用陶質(zhì)襯墊規(guī)格(mm)
4 應(yīng)用情況
采用陶質(zhì)襯墊埋弧焊工藝對多臺高壓加熱器筒體縱縫的焊接實踐中,焊縫成型良好,未出現(xiàn)氣孔、夾渣等缺陷,焊縫均無損檢測一次性合格。
5 結(jié) 論
帶陶質(zhì)襯墊埋弧焊工藝,焊接時電弧穩(wěn)定,可以滿足單面焊雙面成型,焊縫成型飽滿、整齊、美觀,焊縫表面無氣孔、裂紋、未熔合等缺陷,且焊縫與母材圓滑過渡。
采用帶陶質(zhì)襯墊薄板埋弧焊工藝,焊縫經(jīng)射線檢測后未發(fā)現(xiàn)氣孔、裂紋、未熔合、夾渣等缺陷。
帶陶質(zhì)襯墊埋弧焊工藝適用于高壓加熱器及同類產(chǎn)品筒體焊縫的焊接,能減少碳刨清根及打磨,綜合提高焊接效率,并且具有節(jié)能環(huán)保、降低成本等優(yōu)點。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24