旋印電解加工
2022-11-02 09:45:58王登勇朱增偉
南京航空航天大學學報 2022年5期
朱 荻,王登勇,朱增偉
(南京航空航天大學機電學院, 南京 210016)
機匣是航空發動機重要的連接、承載部件,起著支撐轉子和固定靜子的作用(圖1)。在發動機工作時,機匣承受氣體負載、質量慣性力及溫差引起的熱載荷,工作環境惡劣。機匣通常由鈦合金、高溫合金等難加工材料制成;有些機匣直徑高達1 m 以上,壁厚薄至1 mm,剛性很差;機匣外型面復雜,分布有大量形狀各異的凸臺結構。發動機設計者從承力和輕量化考慮,對機匣的輪廓尺寸精度和壁厚均勻性有著嚴苛的技術要求。
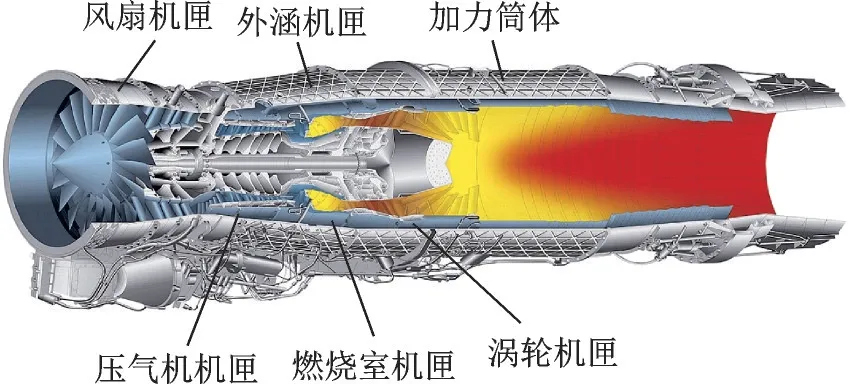
圖1 航空發動機中不同部位的機匣[1]Fig.1 Casings located in different parts of an aero-engine[1]
機匣壁薄剛性弱、材料難加工的特點給其制造帶來巨大的挑戰。采用常規銑削加工時不僅刀具損耗大、加工周期長[2],而且加工變形問題突出,某型發動機高溫鎳基合金機匣采用常規銑削后變形量高達0.46 mm[3]。為避免大型薄壁機匣銑削加工變形問題,研究人員嘗試采用化學銑削。化銑不產生加工應力,但是它采用強腐蝕性溶液[4],溶液的維護非常困難,廢液會造成嚴重的環境污染。更重要的是,在化學銑削過程中,機匣不同部位的腐蝕速率難以精確控制,加工出的零件壁厚一致性差,難以滿足發動機機匣的精度要求。
電解加工是基于陽極溶解原理實現材料去除的加工技術,具有加工過程無應力和工具損耗、不受材料力學性能限制、加工效率高等優點[5],在歐美已成為機匣制造的重要手段[6]。如圖2 所示,歐美主要采用逐段加工方法,將機匣沿圓周分為若干區段,采用多個仿形塊狀電極依次加工出各個區段的型面輪廓。該方法相比于切削和化銑提高了加工效率和精度,但仍然存在以下問題:(1)逐段加工時,各段的加工間隙很難保證一致。加工間隙受加工產物(陰極析出的氫氣、電解液溫升、陽極蝕除物)影響,加工過程諸參數(加工電壓、工具進給速度、電解液壓力)的波動也會造成加工間隙的隨機性波動,間隙的波動直接影響到機匣壁厚。因此,分段加工法難以精確控制機匣壁厚的一致性。實際應用中,分段加工壁厚一致性很難控制在0.3 mm 之內。(2)采用逐段加工方式,相鄰區段之間會留下“接刀痕”。另外,在工具出水縫對應的工件表面上會留下“出水口痕”。這些脊狀凸起痕跡需通過后續精細加工去除,費時費工。
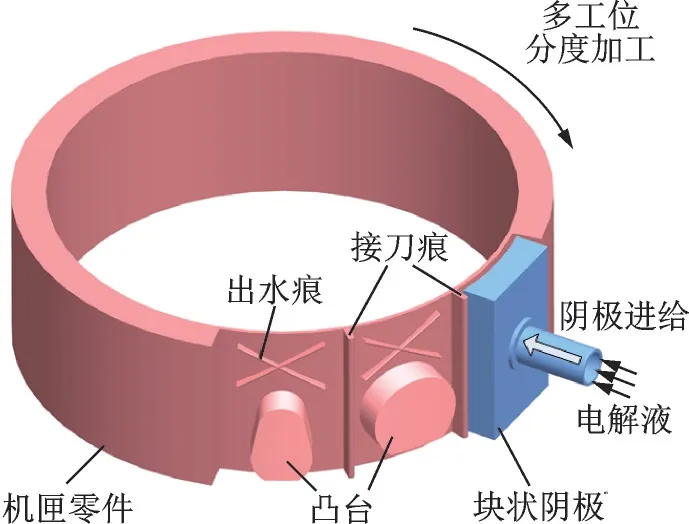
圖2 國外采用的機匣逐段電解加工原理圖Fig.2 Schematic diagram of block-by-block electrochemical machining of casing part used abroad
隨著新型航空發動機性能的不斷提升,發動機機匣型面結構更加復雜;為了輕量化,機匣壁厚進一步減薄,加工精度要求更為苛刻,其制造難度將顯著加大。大型薄壁機匣的高效精密制造已成為制約新型航空發動機研制生產的瓶頸,迫切需要尋求先進的制造技術。
1 旋印電解加工技術原理與特點
針對新型航空發動機大型薄壁機匣的制造難題,筆者提出了旋印電解加工技術[7-8]。旋印電解加工的基本原理如圖3 所示:工具陰極為薄壁狀回轉體,薄壁上有特定形狀鏤空窗口,加工時陽極工件與陰極工具之間留有加工間隙,兩電極以相同的角速度逆向旋轉,同時陰極工具沿兩電極中心連線方向不斷進給,電解液從陰陽極之間高速流過。在施加低壓直流電壓后,陽極表面大部分區域材料被電化學溶解去除,而陰極窗口所對應區域的材料不被溶解即形狀保持不變,隨著加工的持續逐漸“長”出凸臺結構。按照兩電極旋轉、工具外輪廓形狀近似轉印到工件上的過程特點,將這一技術稱為旋印電解加工。
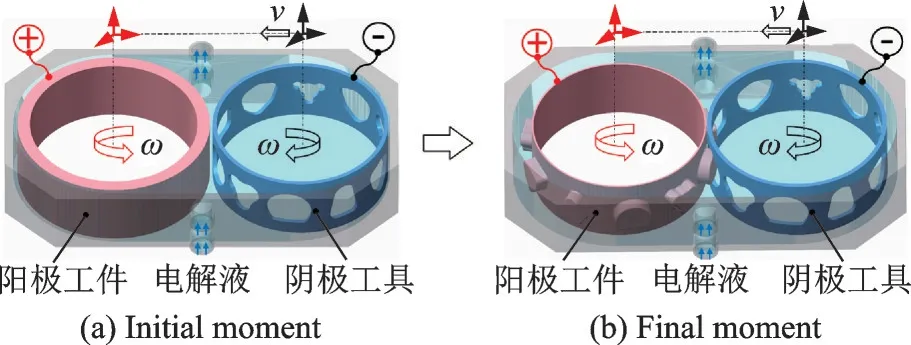
圖3 旋印電解加工原理圖Fig.3 Principle of counter-rotating electrochemical machining
與歐美等國采用的逐段電解加工法相比,旋印電解加工在原理上具有如下顯著優勢:(1)材料在對轉過程中被逐層溶解,每一層的厚度可控制在微米尺度,因此壁厚可以精確控制。(2)加工過程中使用回轉體工具電極,無須更換電極就可實現全型面加工。加工表面光滑連續,無“出水痕”“接刀痕”,無須后續去除。(3)工件表面材料被逐層蝕除,材料內部殘余應力得到緩慢均勻釋放,避免了逐段加工方法因局部材料去除多而造成變形。
2 科學問題與關鍵技術
旋印電解加工法是一種全新的加工模式,其工件成形過程、材料電化學溶解行為、工具電極結構、電解液供液方式以及機床裝備都不同于常規電解加工。欲實現旋印電解加工,需要解決若干基礎科學問題和突破相應的關鍵技術,主要有旋印電解加工成型規律、陰極工具設計方法、大占空比電化學溶解機制、電解液流場設計,以及研發特殊的機床裝備。
2.1 旋印電解加工成型規律與陰極工具設計
旋印電解加工成形過程與常規電解加工存在顯著差異。筆者建立了旋印電解加工電極運動學模型和材料溶解數學模型,將電極運動過程等效為陰極工具自轉、繞工件中心公轉、沿連心線方向進給3個分運動的合成,通過仿真獲得了陽極工件表面凸臺輪廓成形過程,揭示了旋印電解加工間隙演變規律和陽極輪廓成形規律[9-10]。研究發現,在恒速進給條件下,旋印電解加工在經歷初始過渡階段后,會進入準平衡態加工,在該狀態下材料沿徑向的蝕除速率始終略高于陰極工具進給速率,導致加工間隙近似呈線性緩慢增長趨勢;凸臺成形輪廓與陰極工具運動軌跡密切相關,通過選擇不同的陰極工具半徑能夠分別獲得側壁為正錐、豎直、倒錐的凸臺輪廓(圖4)。
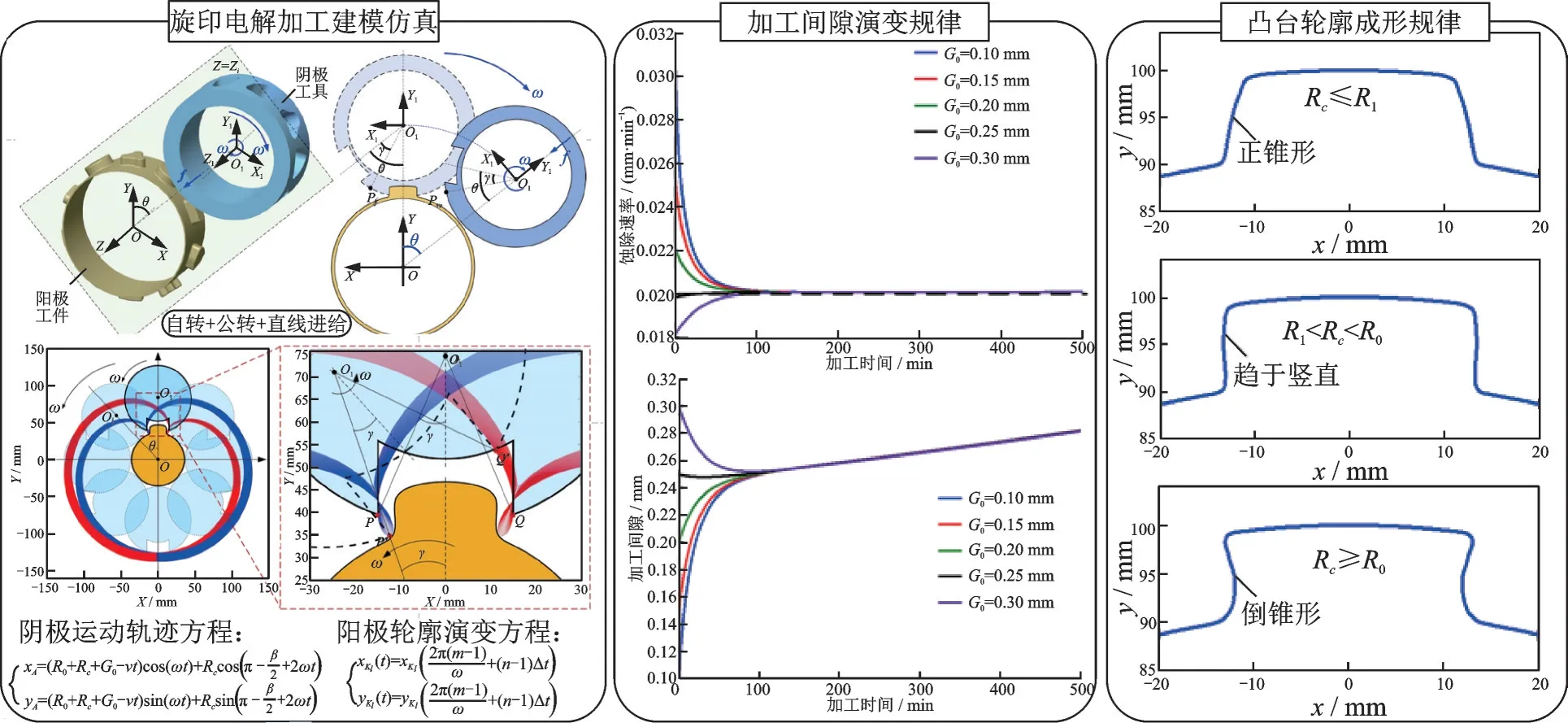
圖4 旋印電解加工數學理論模型及成形規律Fig.4 Mathematical model and shaping regularity of counter-rotating electrochemical machining
通過對不同寬度的凸臺輪廓仿真研究發現,不同寬度下的凸臺輪廓及所對應的陰極窗口運動軌跡通過旋轉一定的角度均能夠重合。為此,針對具有變截面復雜形狀的凸臺結構,研究團隊提出基于角度偏置的變截面陰極窗口輪廓快速設計方法,根據某一寬度凸臺輪廓與陰極窗口尺寸的對應關系,即可計算獲得任一截面窗口尺寸,進而實現復雜陰極窗口輪廓的快速設計(圖5)。采用所設計的陰極工具進行加工試驗研制,實現了工件表面圓柱形和“心形”凸臺的精密加工,凸臺輪廓精度可控制在±0.1 mm 以內[8,11]。
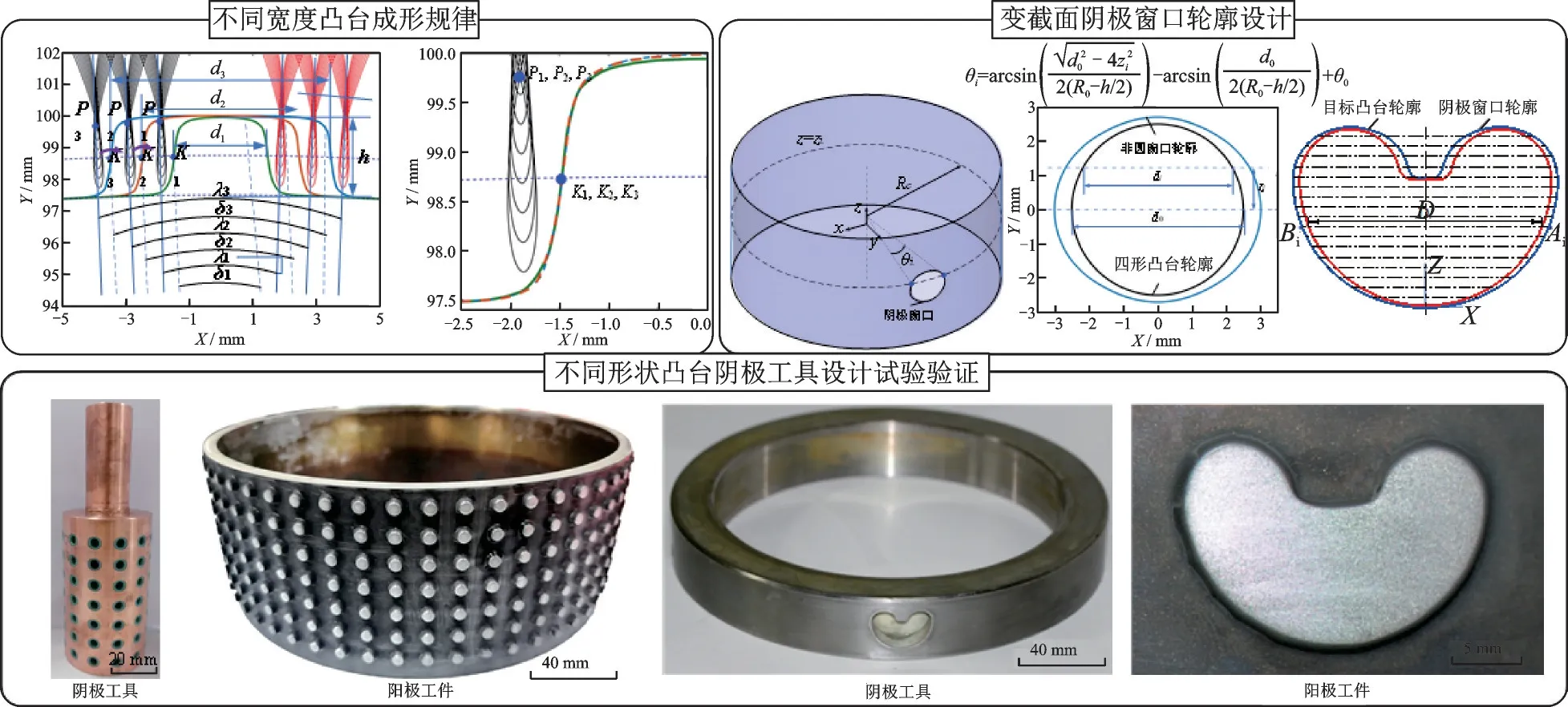
圖5 旋印電解加工陰極工具設計Fig.5 Cathode design in counter-rotating electrochemical machining
2.2 鈦合金等難加工材料脈動態電化學溶解機理與點蝕抑制
在旋印電解加工中,陽極工件表面旋入加工區后開始溶解,旋出加工區后停止溶解,就工件表面特定一點而言,材料隨著電極的旋轉處于電流密度交替變化的脈動態溶解狀態,這與常規拷貝式電解加工的小間隙、高電流密度溶解過程存在很大差異。研究建立了旋印電解脈動態溶解試驗系統,構建了相應的溶解特性理論模型[12](圖6),揭示了材料在交變電流下溶解表面鈍化→點蝕→鈍化演變機理。研究發現,鈦合金等易鈍性材料在對轉過程中受鈍化作用影響顯著,加工表面易產生點蝕現象,導致加工表面質量差。
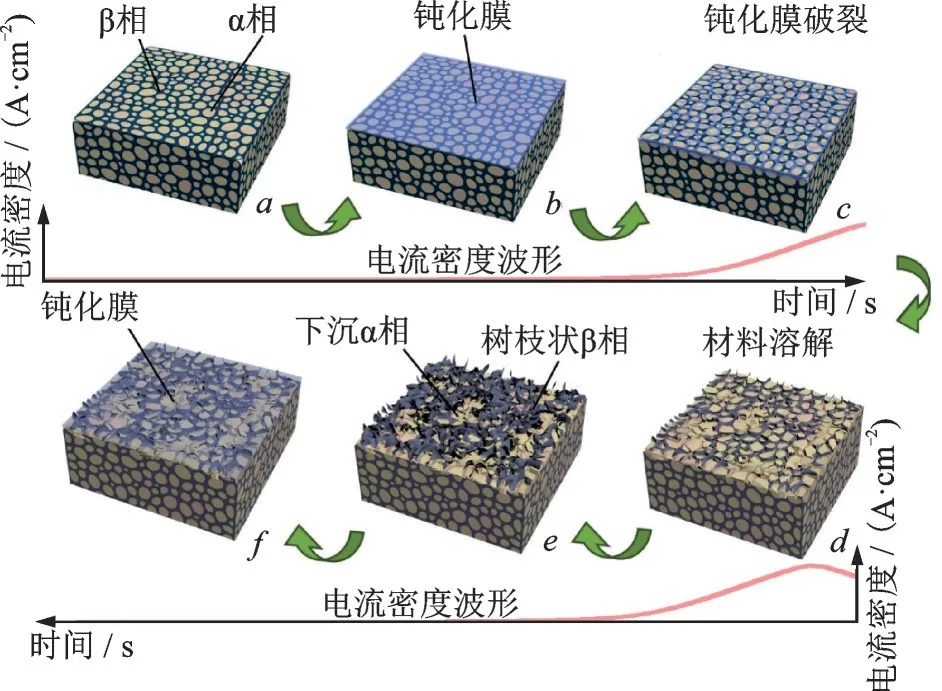
圖6 鈦合金材料在交替電流密度下溶解特性模型Fig.6 Model of anodic dissolution characteristics of titanium alloy at alternating current densities
為抑制鈦合金加工表面點蝕,研究團隊發明了輔助電極電場調控的創新方法[13],通過在非加工區周圍合理配置具有更高電位的輔助電極,將非加工區工件表面轉“陽”為“陰”,有效抑制了鈦合金鈍化作用,使得加工表面點蝕得到消除,顯著提升了加工表面質量(圖7)。
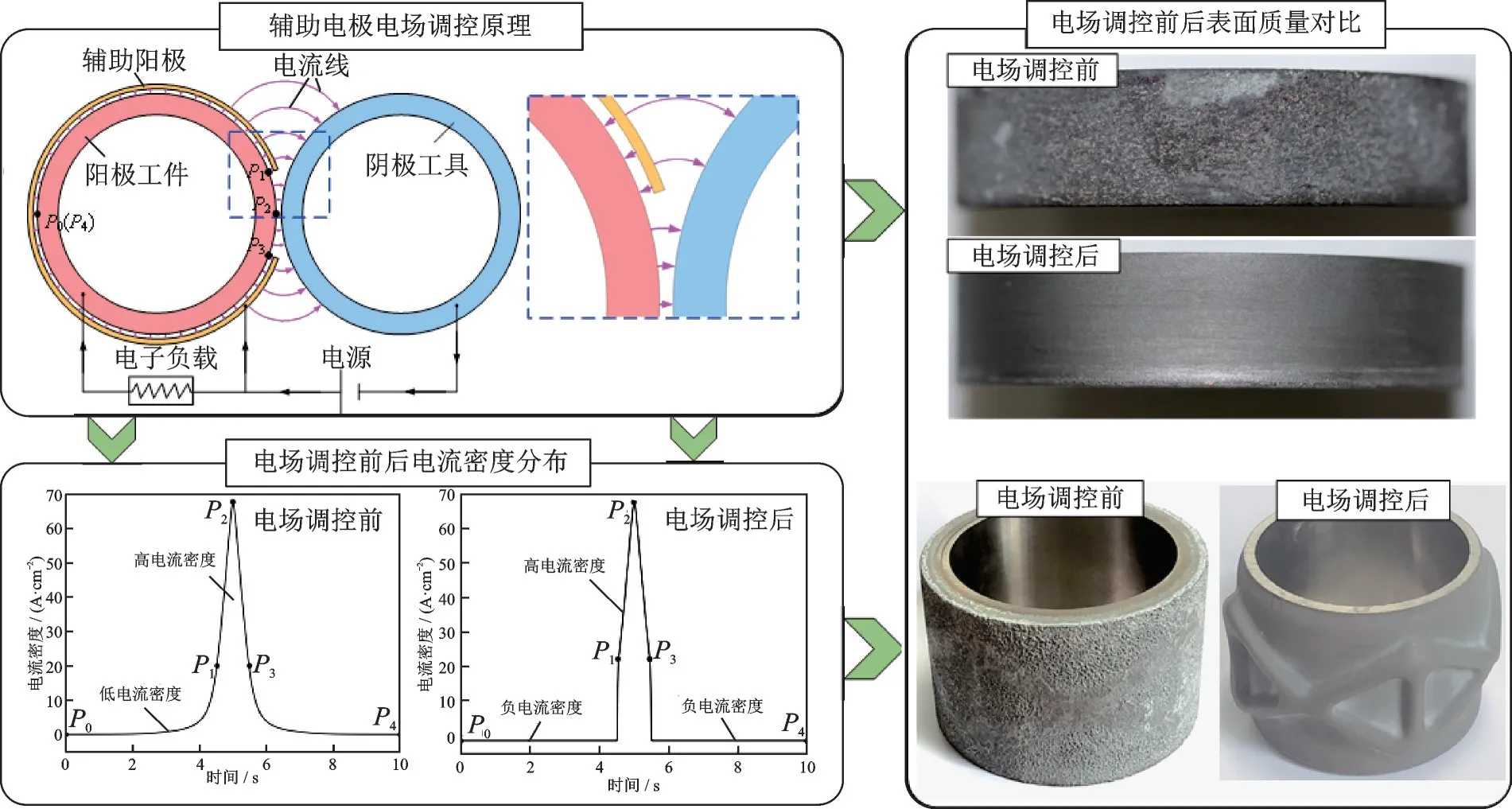
圖7 輔助電極電場調控抑制鈦合金點蝕原理及效果Fig.7 Principle and effect of electric field regulation of auxiliary electrode on inhibiting pitting corrosion of titanium alloy
2.3 對轉狀態下復雜間隙內電解液流場分布特性與優化設計
電解液流場分布狀態是影響電解加工材料溶解過程的關鍵因素。研究團隊建立了表征對轉狀態下復雜變間隙內電解液流動狀態的數學模型,揭示了工件凸臺與工具窗口“嚙合”過程中流場分布特性。研究發現,由于凸臺的阻擋繞流作用,采用側流式供液模式時,凸臺背液區的流速顯著下降,局部還會出現“渦流”(圖8),會使得這個區域加工產物不易排出,影響凸臺背液區的材料溶解,甚至會導致局部發生短路燒傷現象(圖9(a))。
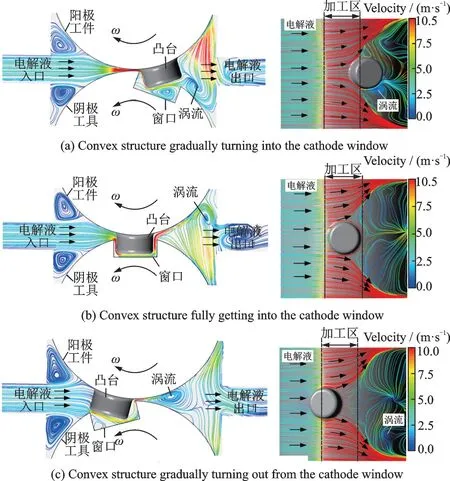
圖8 旋印電解加工間隙內流場演變過程Fig.8 Evolution of flow field within inter-electrode gap during counter-rotating electrochemical machining
為此,研究團隊提出側流+內部輔助供液流場加工新方法[14](圖10),通過在陰極工具內部添加輔助供液流道,強化凸臺背液區加工產物的輸運過程,促進材料高效均勻溶解,實現了高凸臺結構的高效精密加工(圖9(b)),顯著提升了加工穩定性和精度。

圖9 加工試驗結果對比Fig.9 Comparison of experimental results
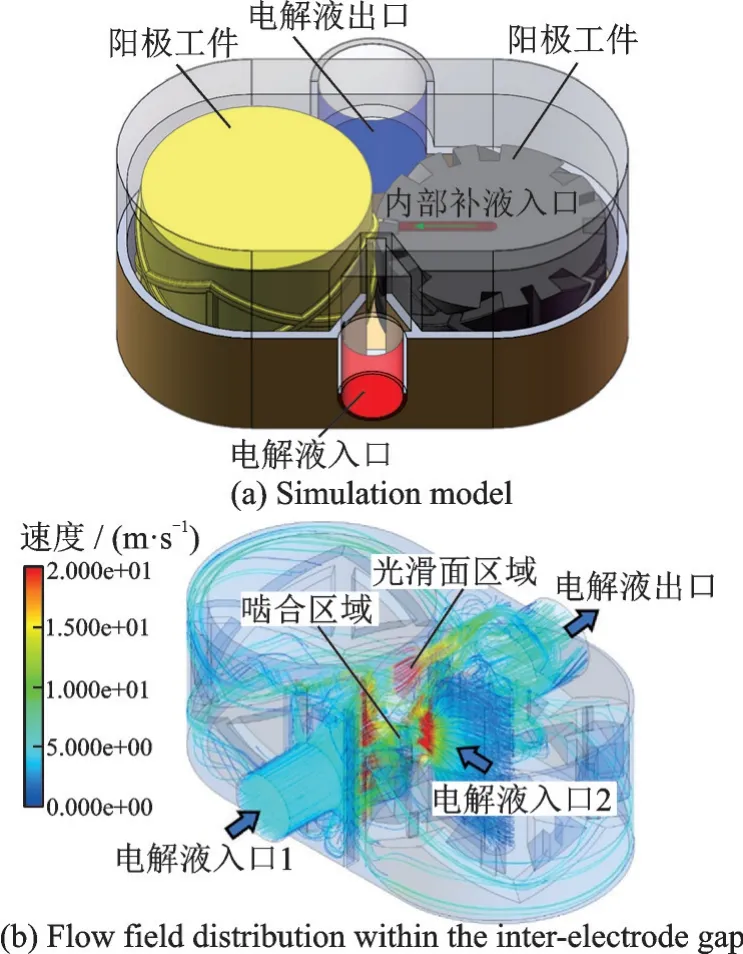
圖10 側流+內部輔助供液流場加工示意圖Fig.10 Schematic diagram of lateral fluid flow pattern with auxiliary internal fluid
3 錐表面和內表面旋印電解加工
在某些特殊的機匣結構中,存在著錐表面或內表面的凸臺形式。針對此類機匣零件,開展了錐表面和內表面旋印電解加工技術研究。
3.1 錐表面旋印電解加工
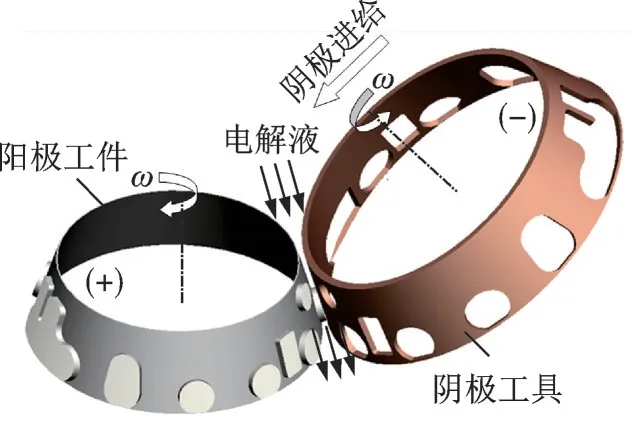
圖11 錐表面旋印電解加工示意圖Fig.11 Schematic diagram of counter-rotating electrochemical machining of cone surface
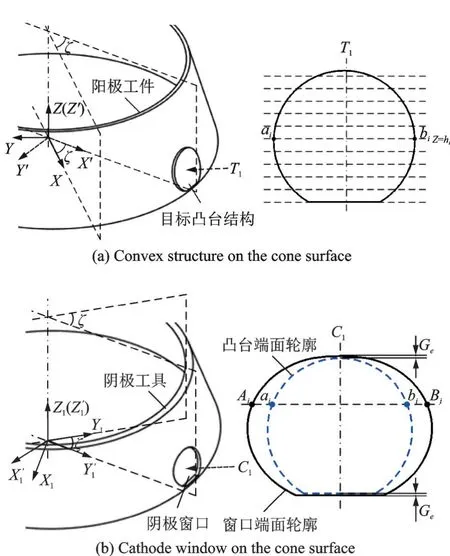
圖12 錐形陰極窗口輪廓設計Fig.12 Design of the cathode window for conical part
匣,設計并制造出相應的錐形陰極工具(圖13(a)),并利用旋印電解加工技術實現了復雜型面的一次性高效精密加工(圖13(b))。可以看出,凸臺端面邊緣輪廓分明,成型質量好,機匣最小壁厚為1 mm,壁厚誤差為0.05 mm,電解加工周期為183 min。

圖13 錐表面旋印電解加工陰極工具及加工樣件Fig.13 Cathode tool and machined workpiece for counterrotating electrochemical machining of the cone surface
3.2 內表面旋印電解加工
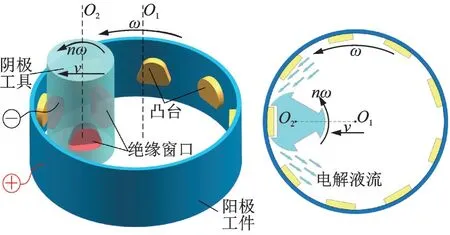
圖14 內表面旋印電解加工原理圖Fig.14 Schematic diagram of counter-rotating electrochemical machining of inner surface
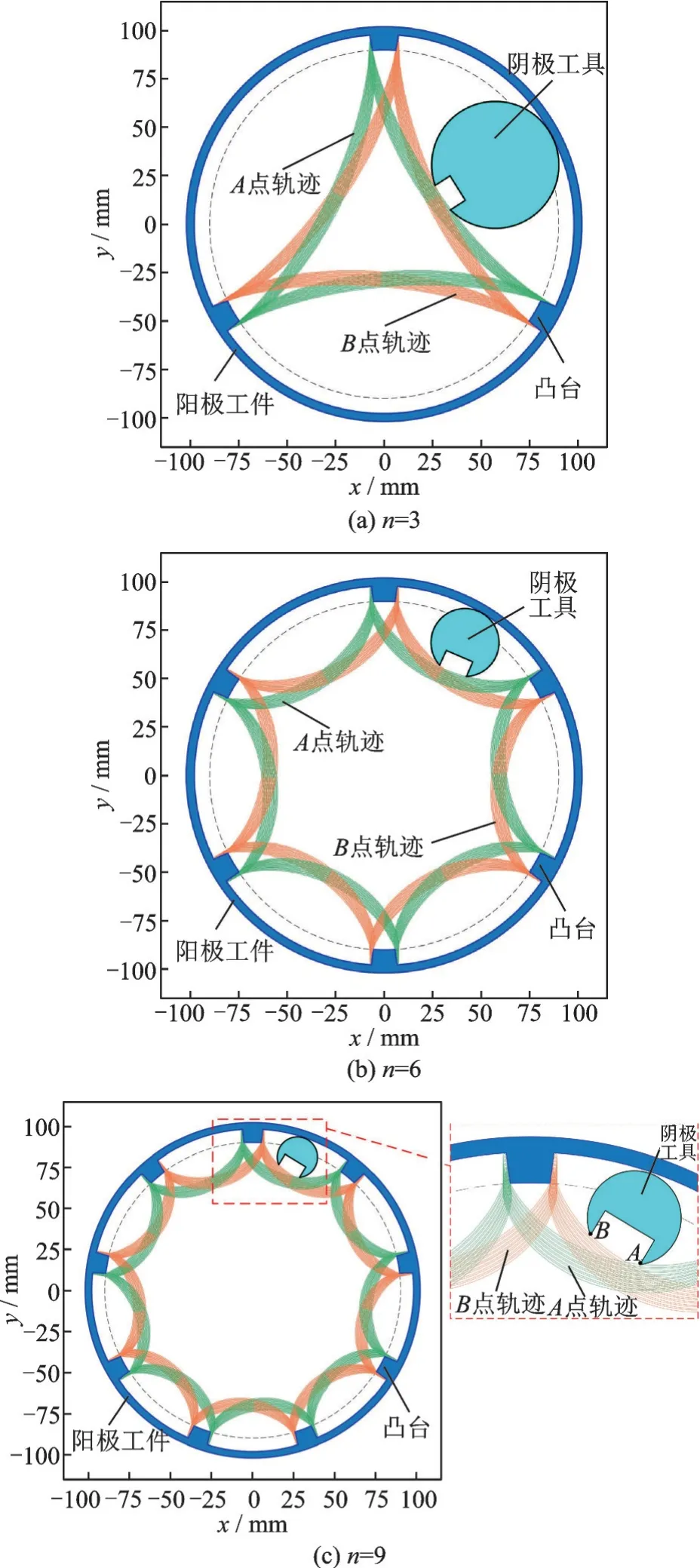
圖15 不同轉速比下陰極窗口輪廓點運動軌跡Fig.15 Motion trajectories of cathode window contour points at different speed ratios
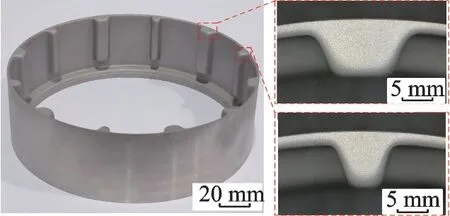
圖16 內表面旋印電解加工樣件Fig.16 Machined workpiece for counter-rotating electrochemical machining of inner surface
4 機床裝備與典型樣件
為滿足新型航空發動機大型薄壁機匣的制造需求,研究團隊突破了回轉主軸高精密同步對轉運動控制、大負載低速進給運動控制、超大電流旋轉引電等一系列關鍵技術,研制出具有自主知識產權的大型旋印電解機床裝備(圖17)。機床具備直徑Φ1.2 m、高1.2 m 大型薄壁機匣的加工能力。
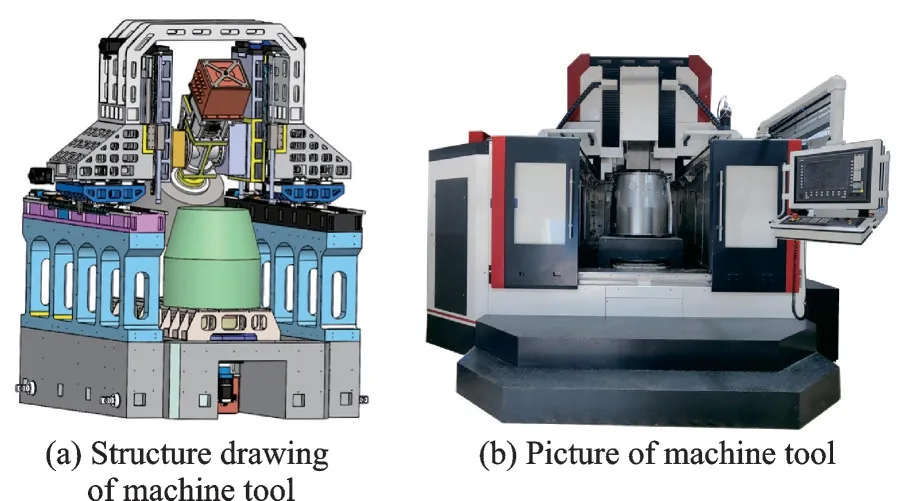
圖17 具有自主知識產權的大型旋印電解加工機床Fig.17 Developed large-scale counter-rotating electrochemical machine tool with independent intellectual property rights
在此基礎上,實現了典型薄壁機匣樣件的精密加工,研制出新型航空發動機柵格結構外涵機匣縮比樣件(圖18(a)),機匣最小壁厚1.1 mm,壁厚誤差小于0.08 mm,相比于化學銑削加工(壁厚誤差大于0.6 mm),壁厚精度得到大幅度提升;研制出新一代航空發動機鈷基合金雙層壁機匣樣件(圖18(b)),機匣直徑約Φ780 mm,最小壁厚1.5 mm,表面擾流柱數量多達6 000 余個,解決了目前其他方法難以制造的卡脖子難題。
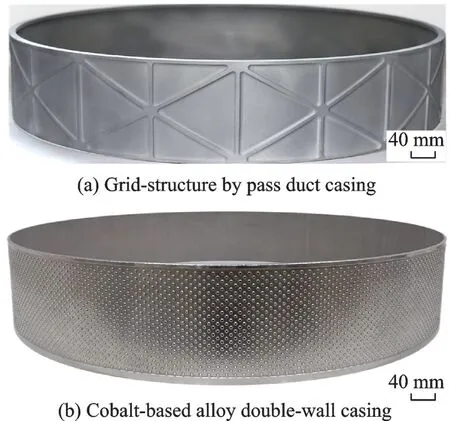
圖18 新型航空發動機薄壁機匣樣件Fig.18 Machined thin-walled casing workpieces of new type of aeroengine
5 結 論
針對航空發動機機匣加工變形嚴重、壁厚精度差等制造瓶頸問題,筆者提出了旋印電解加工技術,采用回轉體電極作為陰極工具,通過工件與工具的同步對轉實現陽極工件的逐層均勻溶解,實現大型薄壁機匣的無變形精密加工成形。本文主要研究工作總結如下:
(1)建立了旋印電解加工數學模型,揭示了準平衡態加工間隙演變規律和陽極輪廓成形規律;提出變截面陰極窗口輪廓快速設計方法,實現了凸臺輪廓成形精度控制。
(2)建立了旋印電解脈動態溶解試驗系統,構建了鈦合金等難加工材料溶解特性理論模型,揭示了材料在交變電流下溶解表面鈍化→點蝕→鈍化演變機理;發明了輔助電極電場調控方法,消除了鈦合金加工點蝕現象,顯著提升了加工表面質量。
(3)建立了對轉狀態下復雜變間隙內電解液流動狀態的數學模型,揭示了工件凸臺與工具窗口“嚙合”過程中流場分布特性;提出側流+內部輔助供液流場加工方法,實現了大深度凸臺結構的高效精密加工,顯著提升了加工穩定性和精度。
(4)研制出具有自主知識產權的大型旋印電解機床裝備,突破了回轉主軸高精密同步對轉運動控制、大負載低速進給運動控制、超大電流旋轉引電等一系列關鍵技術;實現了錐表面、內表面等具有復雜結構薄壁機匣樣件的精密加工。