帶凸緣空心鉚釘連續拉伸級進模設計
2022-11-02 08:50:52文根保
模具制造 2022年9期
文根保,文 莉,史 文
(1.中航工業航宇救生裝備有限公司,湖北襄陽 441000;2.澳大利亞悉尼大學)
1 引言
鉚釘的種類很多,按照用途分有:空心、實心、半空心、抽芯和擊芯等,廣泛應用于從航天航空到辦公機器、電子產品以及運動場設備等,鉚釘可以是連接件、保護件和裝飾件。空心鉚釘的應用也十分廣泛,通常用于服飾、鞋類等行業,還應用在密碼箱,旅行箱和軍用箱包上面。空心鉚釘是應用在金屬材料和非金屬材料制成的零件型孔之間的鉚接,一般在空心鉚釘的型孔中用穿繩帶的方法來調整各種鞋子和服飾的松緊程度。在覆蓋各種艦艇炮位、火炮、導彈的罩衣和行軍、旅游帳蓬上鉚接的空心鉚釘,以便保護好這些設備。頭盔外殼上以空心鉚釘鉚接的型孔,是用于透氣。因此,需要用空心鉚釘鉚接制品之間型孔來進行包裹,目的是為了防止針織產品上的型孔被撕裂。空心鉚釘重量輕,釘頭弱,用于隨載荷不大的非金屬材料的鉚接場合。空心鉚釘一般是采用鋁或黃銅或紫銅薄板料,經過多次連續拉伸成為帶凸緣形式的空心鉚釘,在切除底部鉚蓋后再經鉚接而成。
2 帶凸緣形式空心鉚釘與材料
帶凸緣形式的空心鉚釘,如圖1a所示。由于帶凸緣形式空心鉚釘是在平板黃銅坯料上,通過多次連續拉伸而成形的[1]。材料:H62 板材,厚度:t=0.5mm,根據 圖1a 所 示,d=5.6mm、D=4.6mm、h=8.1mm、R=0.6mm。
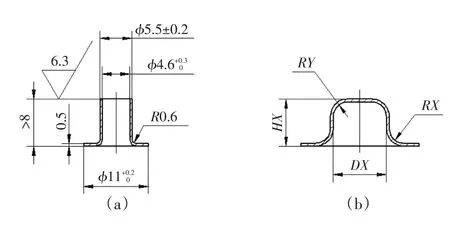
圖1 帶凸緣形式的空心鉚釘
3 帶凸緣形式空心鉚釘成形工藝
帶凸緣形式空心鉚釘連續拉伸成形工藝,主要包括有成形各參數的計算和帶凸緣形式空心鉚釘連續拉伸的排樣。
3.1 帶凸緣形式空心鉚釘成形參數的計算
帶凸緣形式空心鉚釘成形工藝尺寸的計算,包括由坯料展開尺寸d0、坯料寬度B、總拉伸系數M、步距P、拉伸工步高度HX、每次拉伸時的空心鉚釘筒形直徑DX、凸緣處圓角半徑RY、筒底處圓角半徑RX 和選取修邊余量δ。


(1)設放修邊余量δ為1.5mm,凸緣直徑dfmm 的計算。帶凸緣形式連續拉伸的空心鉚釘參數,如圖1b所示。(包含首次工序在內的總拉伸系數),取7 次。d1為4.6mm,實際總拉伸為10次。設m2=m3=m4=m5=m6=m7=m8=m9=m10=0.9。各次拉伸空心鉚釘的拉伸直徑、凸、凹模圓角半徑拉伸深度,如表1所示。
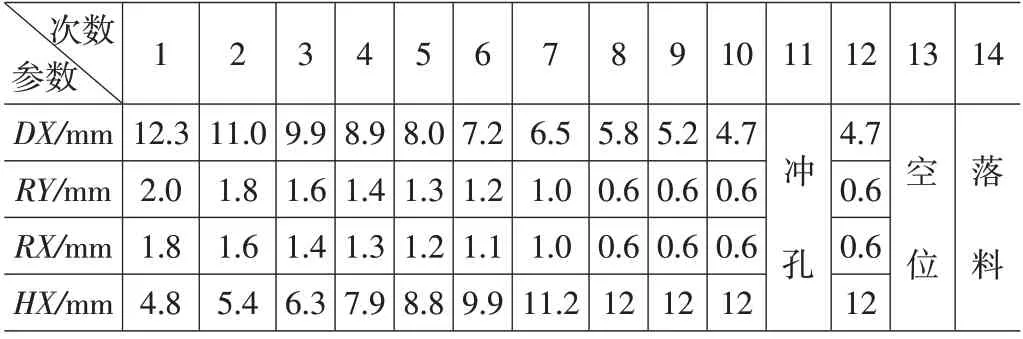
表1 各次拉伸空心鉚釘的拉伸直徑、凸、凹模圓角半徑和拉伸深度
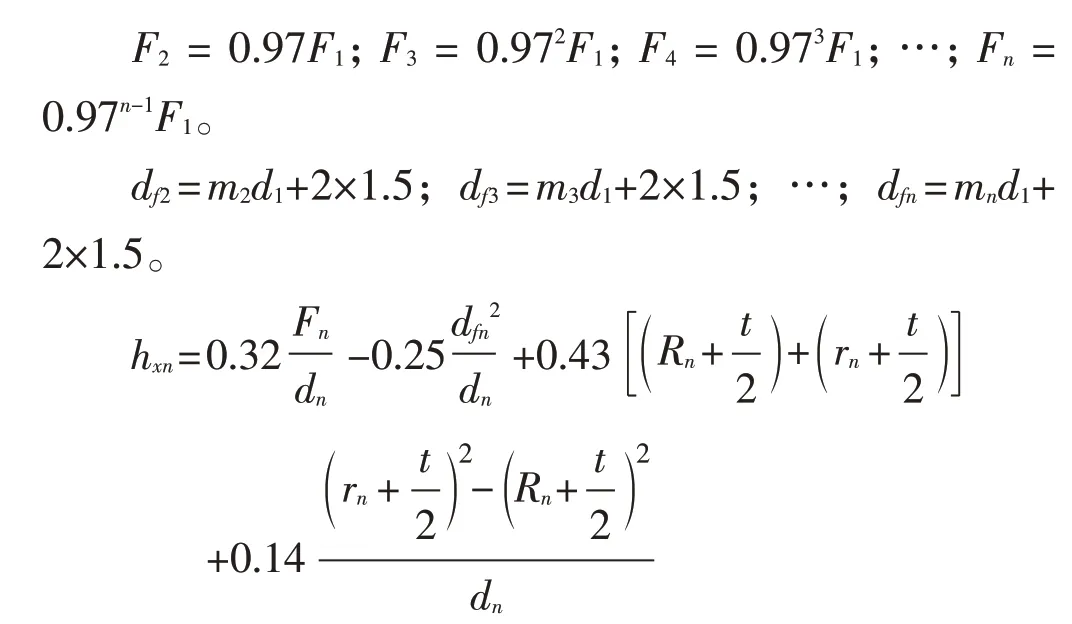
通過以下公式,可計算各次拉伸展開直徑dfn及相應面積Fn及深度hxn。其中:
3.2 空心鉚釘的排樣
空心鉚釘連續拉伸的排樣,如圖2 所示。根據表1 所示各次拉伸空心鉚釘的拉伸直徑和拉伸深度及凸、凹模圓角半徑,繪制出空心鉚釘連續拉伸的排樣圖[3],如圖2所示。
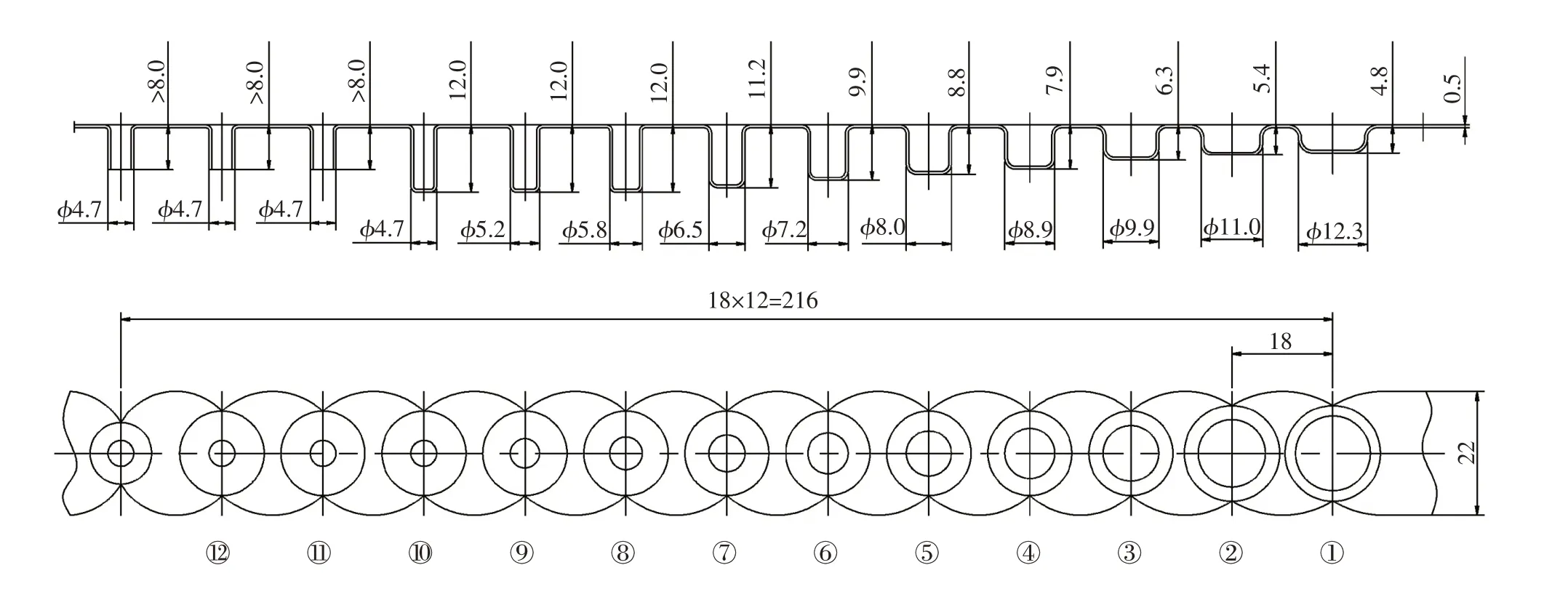
圖2 空心鉚釘連續拉伸的排樣
4 空心鉚釘連續拉伸級進模設計
空心鉚釘連續拉伸級進模,由模架和工作部分組成。
4.1 空心鉚釘連續拉伸級進模的模架
(1)級進模的模架。由上模部分、下模部分和導向、限位構件組成,如圖3所示。
a.上模部分。由卸料板5、上安裝板6、上墊板7和上模座8用內六角螺釘和圓柱銷連接成整體,在上模座8安裝有模柄13。
b.下模部分。由下模座1、下墊板2、下安裝板3和墊板4用內六角螺釘和圓柱銷連接成整體。
c.上下模運動導向和限位。上下模運動的導向是靠二處的導套17和導柱18來保證,二處限位器19可限制上下模運動的位置,以保護模具的工作部位。
(2)級進模在沖床上的安裝。空心鉚釘連續拉伸級進模結構,如圖3所示。級進模上模以模柄13安裝在沖床模柄孔內,以壓板用T形螺釘和螺母將上模座8固定在沖床上工作臺上。以壓板用T形螺釘和螺母將下模座1固定在沖床下工作臺上。
(3)級進模帶料的導向。導料板16 上開有導向槽,可以保證帶料推進時導向,帶料的送料可以采用自動送料設備。
4.2 空心鉚釘連續拉伸級進模的工作部分
空心鉚釘連續拉伸級進模的工作部分,包括有拉伸工步、沖孔工步、整形工步、切邊工步的凸、凹模和卸料部分,所有的凸、凹模硬度為58~62HRC。
(1)空心鉚釘連續拉伸凸、凹模。工步①~⑩為拉伸階段,由①~⑩之間的拉伸凸模14與拉伸凹模21之間的運動,完成空心鉚釘連續拉伸。
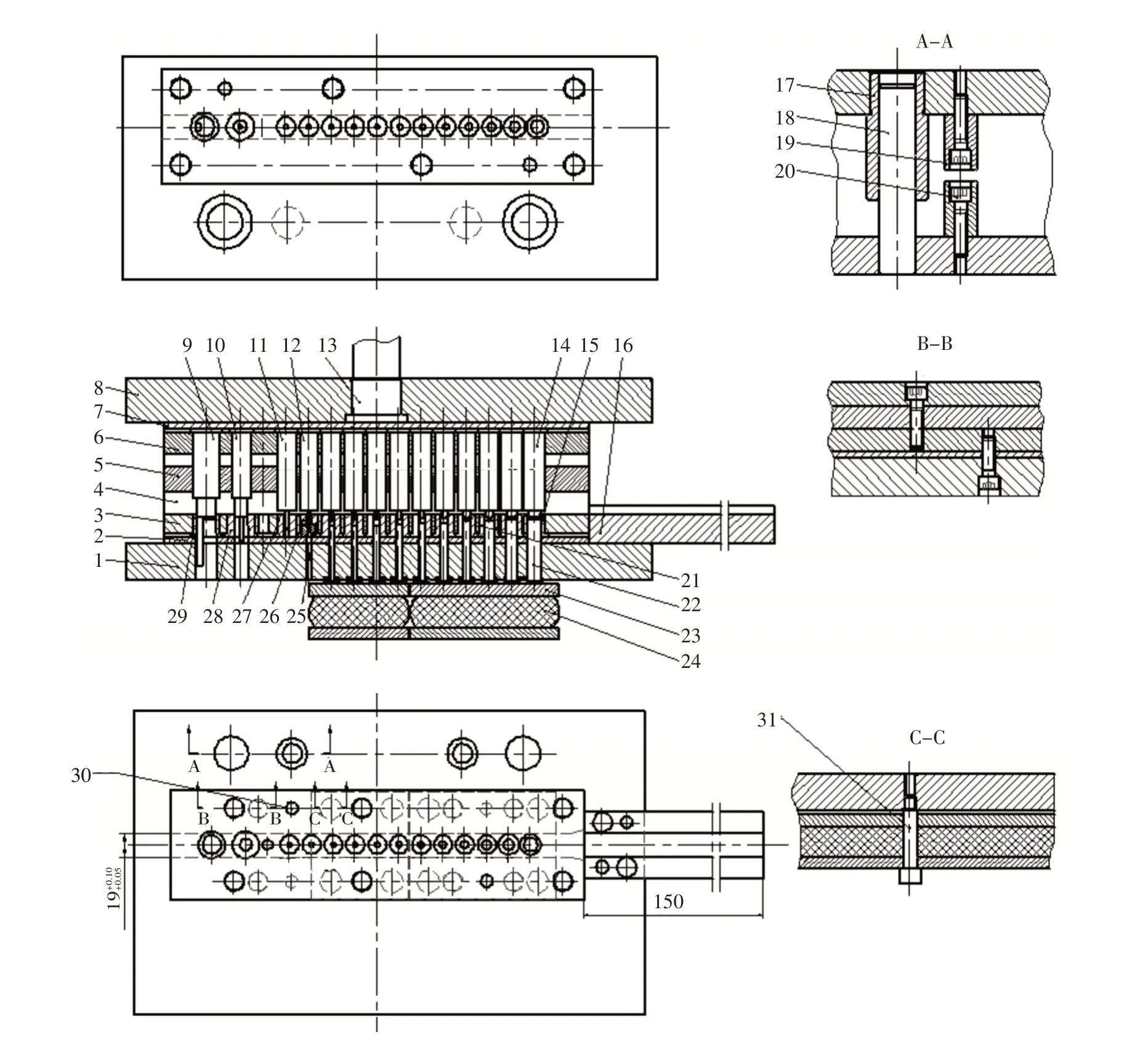
1.下模座 2.下墊板 3.下安裝板 4.墊板 5.卸料板 6.上安裝板 7.上墊板 8.上模座 9.定位器10.切邊凸模 11.整形凸模 12.沖孔凸模 13.模柄 14.拉伸凸模 15、21.拉伸凹模 16.導料板17.導套 18.導柱 19.限位器 20.內六角螺釘 22.頂桿 23.緩沖器墊板 24.緩沖器(橡皮)25.沖孔凹模 26.沖孔凹模套 27.切邊凹模 28.整形凹模 29.定位器凹模 30.圓柱銷 31.卸料螺釘
(2)空心鉚釘沖孔凸、凹模。工步?為沖孔,空心鉚釘的沖孔由沖孔凸模12 與沖孔凹模25、沖孔凹模套26之間的運動完成。沖孔后切斷的鉚蓋,可以從沖孔凹模25、沖孔凹模套26、下模座1和下墊板2的排屑孔排出。
(3)空心鉚釘整形凸、凹模。工步?為整形,空心鉚釘的整形由整形凸模11 與整形凹模28 之間的運動完成。
(4)空位工步的設置。為了防止空心鉚釘連續拉伸尺寸不到位或拉伸形狀不符合圖紙要求,設置了一個空位工步,以便根據空心鉚釘加工的質量增加拉伸或整形工步。
(5)空心鉚釘切邊凸、凹模。空心鉚釘的切邊由切邊凸模10與切邊凹模27之間的運動完成。
(6)空心鉚釘連續拉伸步距的定位。空心鉚釘送料跳步的步距18±0.01mm,由定位器9 和定位器凹模29保證。
4.3 空心鉚釘連續拉伸級進模的送料
空心鉚釘拉伸用帶料,是從導料板16的導料槽中送入,可以使用自動送料設備,也可以手工送料。
4.4 空心鉚釘連續拉伸級進模頂料機構
上模部分下移時,通過①~⑩工步拉伸凹模21中的頂桿22 的作用,使得緩沖器墊板23 壓縮用橡皮制成的緩沖器24,可實現空心鉚釘的多工步的拉伸。空心鉚釘通過拉伸、整形、沖孔和切邊工步之后,拉伸的帶料和切邊之后的空心鉚釘都卡在凹模型孔中。上模部分上升后,頂桿22在緩沖器24回彈力的作用下,頂桿22可將空心鉚釘與帶料頂出凹模型孔。
空心鉚釘連續拉伸,通過①~⑩共10工步的連續拉伸,?工步沖孔,?工步整形,最后工步切邊后,加工成空心鉚釘,通過鉚接工序,即可加工成鉚眼。
5 空心鉚釘連續拉伸級進模工作件的尺寸
空心鉚釘拉伸的形狀和尺寸,全依靠著拉伸、沖孔、校形和切邊凸、凹的直徑、轉接半徑和凸模高度的尺寸及表面粗糙度。只要其中某項參數與實際加工過程不符,不是造成拉伸破裂,就是拉伸的形狀和尺寸與圖紙要求不符。
5.1 空心鉚釘拉伸凸、凹模及其參數
空心鉚釘拉伸質量主要依靠拉伸凸、凹模的形狀與參數,空心鉚釘拉伸凸、凹模,如圖4所示。空心鉚釘拉伸凸、凹模參數,如表2所示。

圖4 空心鉚釘拉伸凸凹模
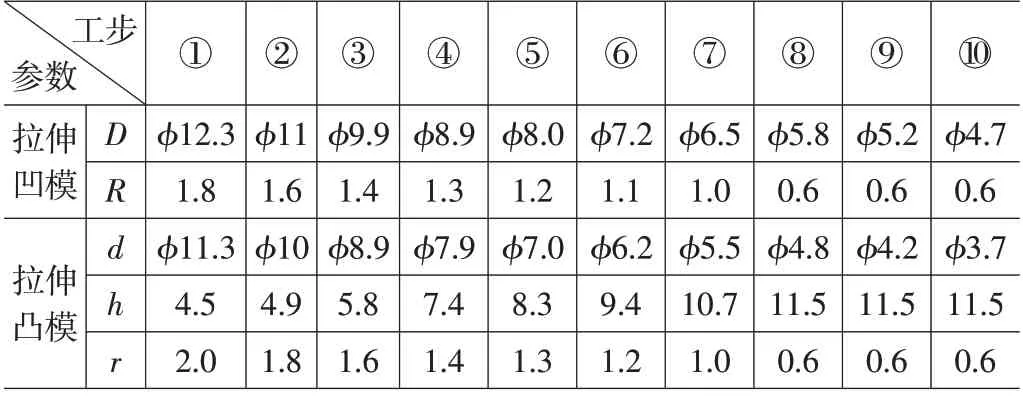
表2 空心鉚釘拉伸凸、凹模參數
5.2 空心鉚釘級進模沖孔、整形、切邊凸、凹模和定位器及定位器凹模
空心鉚釘級進模除具有10個工步拉伸凸、凹模之外,還具有沖孔、整形、切邊凸、凹模和定位器及定位器凹模。
(1)空心鉚釘級進模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模圖。空心鉚釘級進模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模形狀、尺寸和粗糙度,如圖5所示。
(2)空心鉚釘級進模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模特點。該4處工步的凸、凹模是繼拉伸工步之后的重要工步,缺一不可。
a.空心鉚釘級進模的沖孔凸、凹模特點。如圖5a所示,由于空心鉚釘的壁厚僅為0.5mm,底部鉚蓋的切除如放在切邊之后進行,不管是采用那一種機械加工都會使空心鉚釘被砸扁。不被砸扁只能采用線切割或激光切割,這2種加工方法一是成本高,二是效率低。而采用沖孔是利用凸、凹模的沖裁間隙完成,沖孔工步與拉伸工步是同時進行,效率高而成本低。
b.空心鉚釘級進模的整形凸、凹模特點。如圖5b所示,空心鉚釘沖孔之后,特別是凸、凹模刃口鈍后會出現沖裁毛刺和擴縮口的現象,為此需要進行整形。
c.空心鉚釘級進模的切邊凸、凹模特點。如圖5c所示,空心鉚釘進行連續拉伸、沖孔和整形之后,其形狀和尺寸都已經符合圖紙要求了,只需要將空心鉚釘的凸緣從帶料上切割就可以了。
d.空心鉚釘級進模的定位器和定位器凹模特點:如圖5d所示,定位器和定位器凹模是保證級進模的18±0.005mm步距。帶料開始加工是依靠手工送料或自動送料器,之后才是靠定位器和定位器凹模保證送料步距。
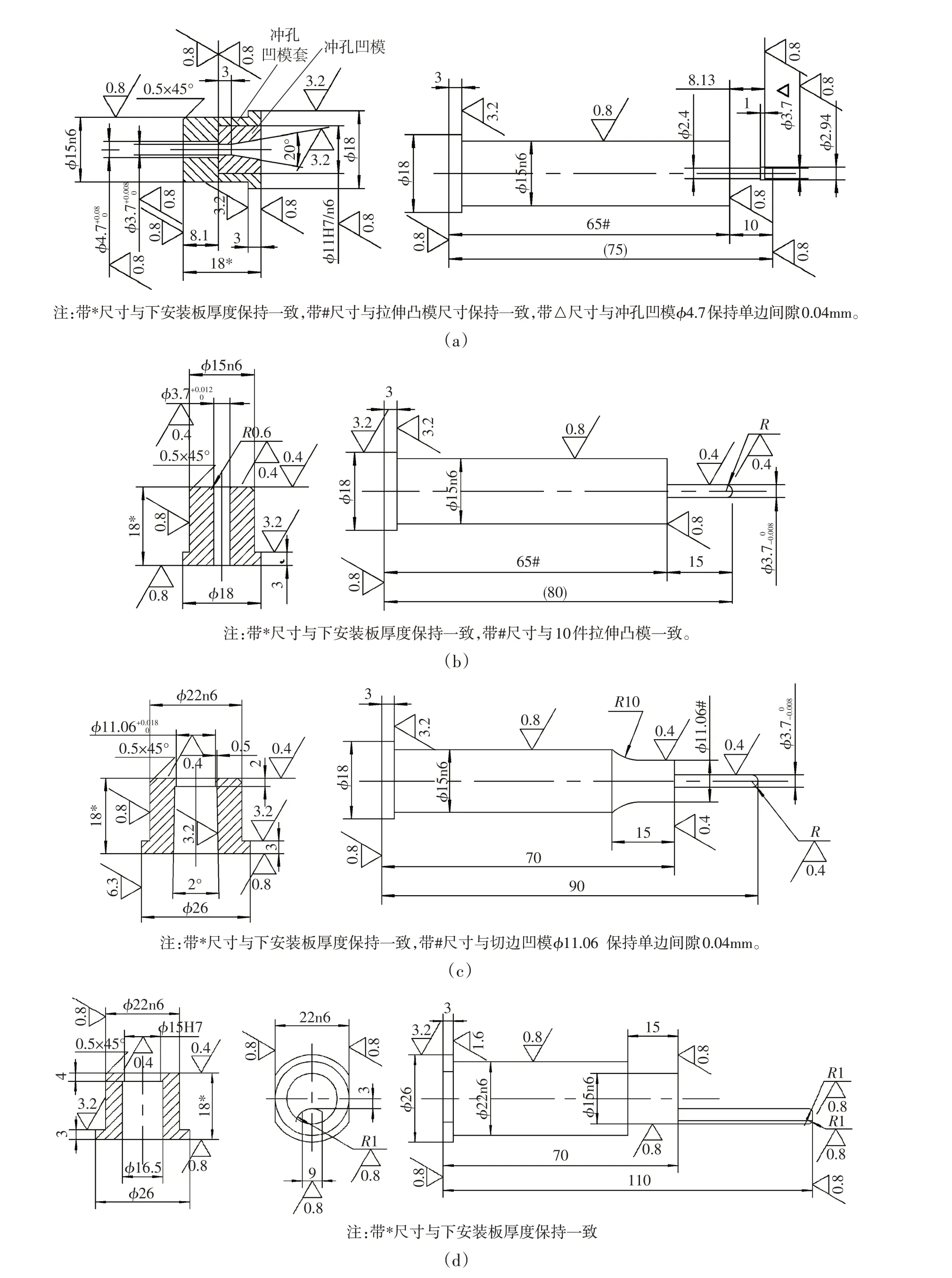
圖5 空心鉚釘拉伸、沖孔、整形、切邊凸凹模和定位器及、定位器凹模
空心鉚釘連續拉伸級進模具有多次連續拉伸、沖孔、整形、切邊、空位和跳步限位的工步,還具有以下料器、頂桿和卸料機構,以及排出廢料與頂出空心鉚釘和帶料的結構,說明了該拉伸級進模的結構是完善的。
6 結束語
由于空心鉚釘級進模設置了10個拉伸工步,之后又設置了沖孔、整形、切邊凸、凹模和定位器及定位器凹模限位步距的工步,才使得帶凸緣空心鉚釘能夠從黃銅薄板逐漸拉伸成圖紙要求的制件。該模具的結構對類似的帶凸緣圓筒形連續拉伸制件和需要切割底蓋的空心鉚釘具有指導性作用。
