鉬絞合絲用于電火花線切割加工測試研究
2022-11-01 10:21:48蔡協(xié)勇
中國鉬業(yè) 2022年5期
蔡協(xié)勇
(廈門虹鷺鎢鉬工業(yè)有限公司,廈門 361021)
0 前 言
鉬絲用于線切割機床加工電極絲是鉬在傳統(tǒng)工業(yè)領(lǐng)域的應(yīng)用之一[1]。線切割加工也稱“電火花加工”(electrical discharge machining,EDM),是利用放電腐蝕原理切除材料的一種先進且高精度的加工方法[2]。其基本原理是使工件和電極之間產(chǎn)生連續(xù)脈沖放電,利用放電產(chǎn)生的瞬時高溫將金屬工件按工藝要求熔化從而切除,非常適合于傳統(tǒng)加工方法較難切削的導(dǎo)電材料、特殊及復(fù)雜形狀的零件的加工。
目前,線切割加工按走絲方向、走絲速度及切割工件精度可以分為慢走絲、中走絲、快走絲。其中,中、快走絲屬于反復(fù)走絲電火花線切割,慢走絲屬于低速單向走絲電火花線切割。快走絲電火花線切割機床屬于我國首創(chuàng)[3],自20世紀60年代末問世以來,經(jīng)過近50年的發(fā)展而日趨成熟,已廣泛應(yīng)用于模具制造和零部件加工業(yè)中,成為一種不可缺少的重要的機械加工設(shè)備,由于切割速度快、表面質(zhì)量與慢走絲、中走絲相比就略差些。在實際應(yīng)用中,一般用于需求快速切割工件的粗加工。中走絲居于快、慢走絲中間,實際應(yīng)用上一般是配合快走絲粗加工后所進行的后續(xù)整修工序。慢走絲是適用于對尺寸、形狀精度及表面質(zhì)量要求高的場合。
在上述的這3種線切割加工中,快走絲與中走絲屬于反復(fù)走絲電火花切割,由于鉬絲具有良好的耐高溫性能和強度,故被用作這兩種電火花加工電極絲,俗稱線切割鉬絲[4]。
目前,隨著人工、原輔材料大幅上漲以及環(huán)保壓力加大,線切割加工從業(yè)者迫切希望通過大幅提升加工效率來實現(xiàn)盈利,而加工效率提升與極間工作液的狀態(tài)密切相關(guān)。如果極間工作液氣化嚴重,使極間因得不到足夠的工作液維持正常放電狀態(tài)而影響切割效率,且在切割后的工件表面產(chǎn)生燒傷紋。而極間工作液大部分是通過黏附在電極絲表面并由電極絲在高速運轉(zhuǎn)時帶入的,因此,為提高電極絲帶入極間的工作液量并盡可能帶出蝕除產(chǎn)物,研究者開展了一種新型的電火花線切割加工用絞合電極絲的研究[5]。這種電火花線切割絞合電極絲,其主要特征是它至少由2根電極絲絞合而成,通過絞合絲較強的工作液帶入與蝕除物排除能力,來優(yōu)化極間工作液冷卻及排屑能力,從而實現(xiàn)高效切割的目的。
由于行業(yè)里幾乎都是采用單根鉬絲進行線切割加工,所以將絞合鉬絲用于線切割加工屬于近年來較為新穎的思路。如果能夠?qū)崿F(xiàn)預(yù)期效果,則對整個行業(yè)技術(shù)進步具有較大意義。基于此,本文從工程化應(yīng)用的角度,進行了鉬絲絞合加工用于線切割加工測試驗證,并將其與常用φ0.18 mm規(guī)格單根鉬絲線切割加工情況進行了對比,同時對鉬絞合絲線切割加工過程的失效模式進行了分析。
1 試驗方法
我們以2股鉬絲絞合為例,并按行業(yè)內(nèi)常用的工況條件進行線切割試驗對比測試。
1.1 2股鉬絲絞合工藝
鉬絲絞合具體工藝參數(shù)見表1。

表1 鉬絲絞合具體工藝參數(shù)
現(xiàn)用快走絲設(shè)備(蘇州DK系列機床)經(jīng)過調(diào)整,其允許的最大用絲直徑0.29 mm,當超出規(guī)格時會出現(xiàn)疊絲現(xiàn)象,這是因為設(shè)備的傳動是齒輪傳動,電極絲走絲速度v1和排線速度v2相對固定,如圖1(a)、(b)所示;當絲徑超過0.29 mm時,排絲間隙變小,無法實現(xiàn)每根絲在絲筒上均勻排列,而出現(xiàn)絲材重疊現(xiàn)象即為疊絲,如圖1(c)、(d)所示。因此,在2股絞合的前提下,我們優(yōu)選φ0.14 mm規(guī)格鉬絲進行絞合。絞合后形狀及絞距示意圖見圖2[6]。
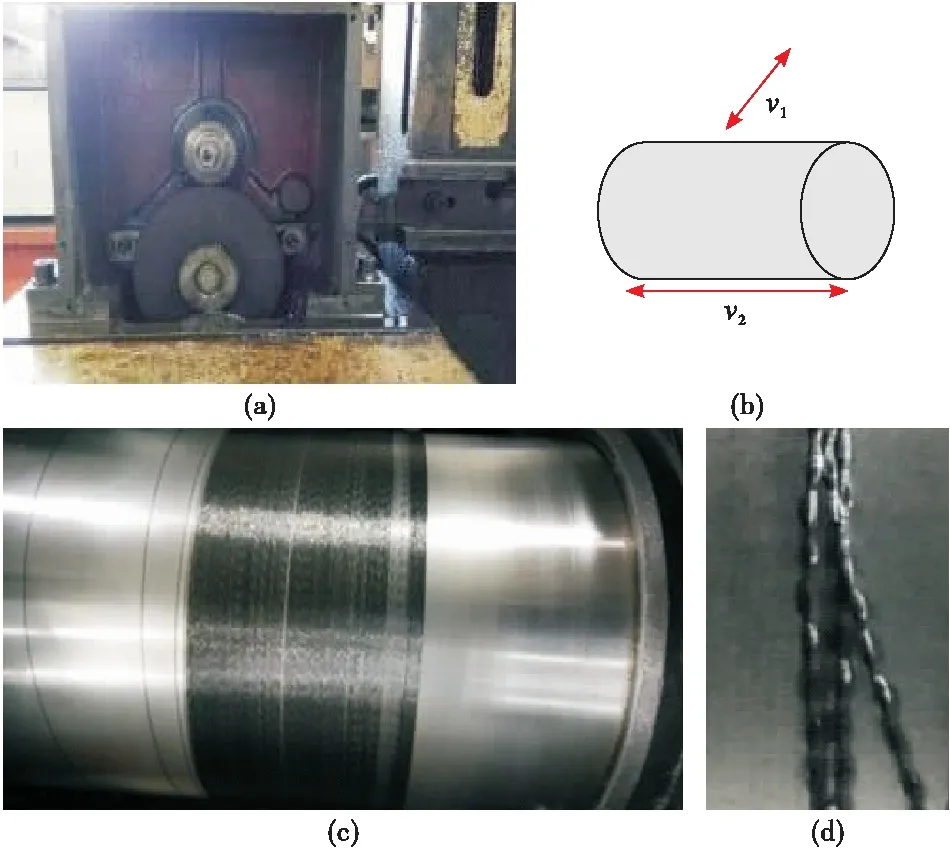
圖1 疊絲現(xiàn)象示意圖
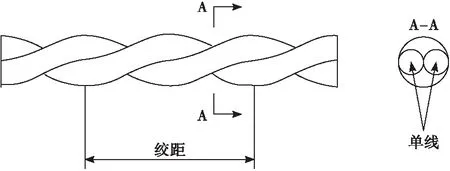
圖2 絞合后形狀及絞距示意圖
1.2 絞合鉬絲運絲系統(tǒng)優(yōu)化
如圖2所示,絞合絲的表面不是光滑的圓柱面,而是有規(guī)律的凸起與凹點,因此切割過程中其與導(dǎo)電塊在滑動摩擦條件下,易因摩擦力過大導(dǎo)致異常斷絲現(xiàn)象。而滾動進電導(dǎo)輪(見圖3)可以將滑動摩擦改為滾動摩擦,大幅降低因摩擦力過大帶來的斷絲問題;另外,由于絞合絲是由2股單根鉬絲絞合而成,2股絲之間及絞合點處均不可避免地存在間隙,所以,絞合絲在線切割加工過程因受熱加之在運絲系統(tǒng)預(yù)張緊力作用下,其延伸量會比單根絲更大。為消除絲材延伸量過大帶來的不良影響并確保切割過程順利,我們通過安裝一個自動緊絲的裝置來解決該問題(見圖4)。
1.3 線切割加工測試
1.3.1 試驗條件
線切割加工測試試驗條件見表2,是按照行業(yè)內(nèi)快走絲加工的常用工況確定的。
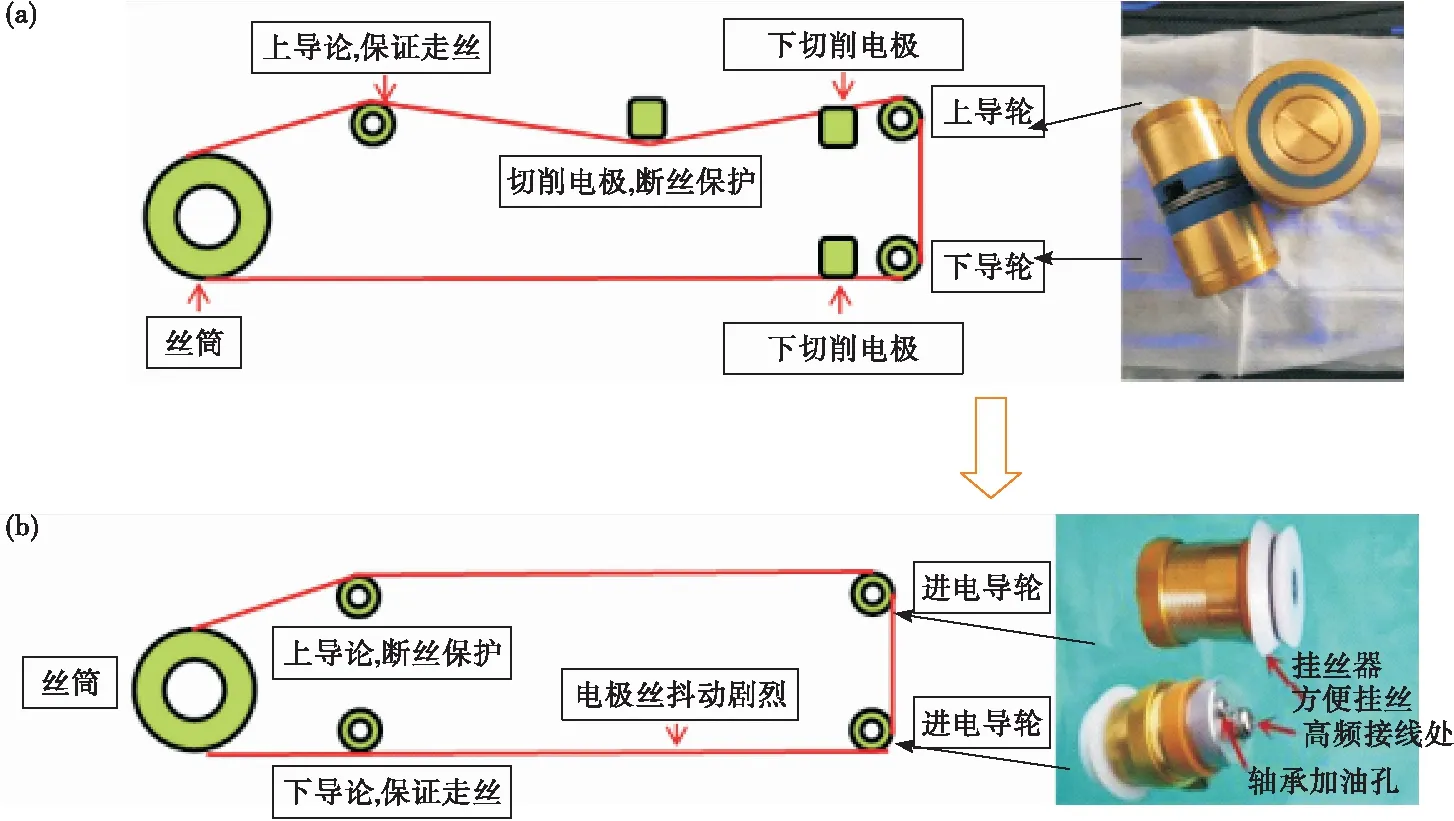
圖3 用滾動進電導(dǎo)輪(a)替代電極塊+雙側(cè)導(dǎo)輪(b)
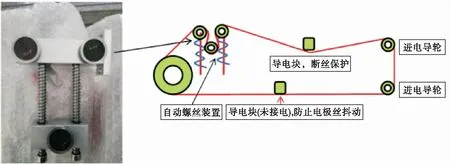
圖4 加裝自動緊絲裝置示意圖

表2 線切割加工試驗條件
1.3.2 測試方法
試驗采用VK100基恩士金相顯微鏡觀察單根鉬絲和絞合鉬絲切割過程的絲材表面狀態(tài),以分析其失效形式;采用S4800掃描電鏡觀察絞合鉬絲線切割以后的斷口形貌,以分析其失效原因。
2 試驗結(jié)果與分析
2.1 優(yōu)化措施效果
針對絞合絲運絲特點,為解決絞合絲因滑動摩擦及單邊松絲帶來的不利影響,采用“進電導(dǎo)輪+導(dǎo)電塊+自動緊絲裝置”優(yōu)化措施,試驗結(jié)果見表3。表3結(jié)果表明:與“常規(guī)導(dǎo)輪+導(dǎo)電塊”相比,改用“滾動進電導(dǎo)輪+定制自動緊絲輪”運絲方式,切割時間增加了76%。
2.2 絞合絲線切割加工效果
絞合絲與單根電極絲線切割加工對比試驗結(jié)果見表4。由表4可見:φ0.14 mm 2股絞合絲在使用壽命上優(yōu)于其同規(guī)格φ0.14 mm的單根鉬絲(使用壽命提升了40%),但是加工效率上,達不到預(yù)期目標(效率下降7.48%)。與市面上常用的φ0.18 mm規(guī)格相比,φ0.14 mm 2股絞合絲切割效率下降17.36%、使用壽命減少了33.79%。即從加工效率及使用壽命方面評估,φ0.14 mm 2股絞合絲無法取代目前市場常用的單根φ0.18 mm的鉬絲。

表3 不同措施下絞合絲線切割加工使用試驗結(jié)果

表4 絞合絲與單根絲線切割加工試驗結(jié)果
2.3 絞合絲失效形式與原因分析
2.3.1 失效形式
絞合絲的斷絲方式是其中一根斷絲,另一根絲也很快被拉斷,且整體呈麻花團簇狀,見圖5。
圖5 絞合絲斷絲形式實物圖
從金相顯微鏡觀察結(jié)果看:在單根鉬絲切割過程中,φ0.18 mm及φ0.14 mm規(guī)格單根鉬絲磨損較為均勻、無異常放電的現(xiàn)象,如圖6(a)、(c)所示;且蝕除物均勻地包裹在電極絲表面,如圖6(b)、(d)所示;而φ0.14 mm 2股絞合鉬絲在切割過程中,出現(xiàn)異常放電導(dǎo)致絲材表面出現(xiàn)較大的放電腐蝕凹坑[見圖7(a)]、電火花放電過程的蝕除物大量堆積在絞絲節(jié)點處[見圖7(b)]、且其單邊磨損嚴重、絲徑嚴重不均以及絞合點處絲材因蝕除物過多導(dǎo)致拉弧或短路等異常放電現(xiàn)象而出現(xiàn)絲材明顯蝕尖現(xiàn)象[見圖7(c)]。
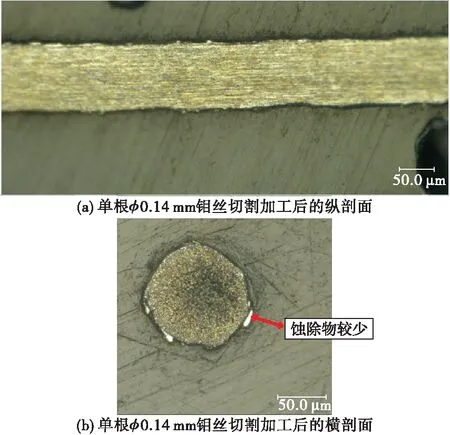

圖6 單根鉬絲φ0.14 mm與φ0.18 mm線切割加工試驗后絲材金相觀察(金相顯微鏡)
從φ0.14 mm 2股絞合鉬絲在切割過程出現(xiàn)斷絲的斷口形貌分析(SEM電鏡照片)看:絲材絞合點處的絲材有明顯的蝕尖現(xiàn)象、斷口顯示為腐蝕脆性斷口,如圖8(a)、(b)所示,而另一端(另外一根出工件后被拉斷)的斷口則顯示為典型的縮頸塑性斷口,如圖8(c)所示。

圖7 φ0.14 mm 2股絞合鉬絲線切割加工試驗后絲材金相觀察(金相顯微鏡)
2.3.2 原因分析
我們從電火花線切割加工過程絲材與工件組成的放電間隙與放電狀態(tài)的關(guān)系和絞合鉬絲的絞合點處蝕除物排出情況引起放電間隙變化兩個方面來詳細解釋絞合鉬絲線切割加工測試過程出現(xiàn)斷絲失效現(xiàn)象的具體原因。
在電火花線切割加工過程,其脈沖放電狀態(tài)根據(jù)電極絲與工件之間的間隙,大致可以分為:空載狀態(tài)(即當電極絲與工件之間的間隙大于放電臨界點時,脈沖電源的電壓不能擊穿極間的工作介質(zhì)的狀態(tài))、正常放電狀態(tài)(即當電極絲與工件之間的間隙達到放電臨界點時,極間電壓能擊穿間隙中的工作液形成穩(wěn)定火花放電狀態(tài))、異常放電狀態(tài)(即電極絲與工件之間的間隙過小甚至出現(xiàn)接觸時所形成的拉弧放電狀態(tài)與短路等放電狀態(tài))。異常放電狀態(tài)常見于極間蝕除物無法順利排出的情形[7],一旦出現(xiàn)異常放電狀態(tài),會因為極間高溫導(dǎo)致工作液氣化失效進而出現(xiàn)工件燒傷及鉬絲燒蝕甚至燒斷現(xiàn)象。
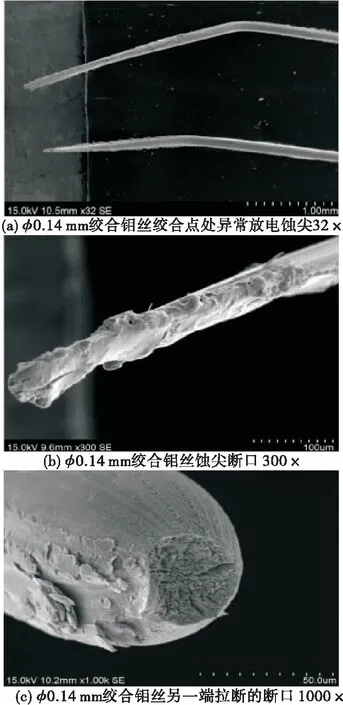
圖8 φ0.14 mm 2股絞合鉬絲線切割加工測試過程斷口形貌分析(SEM)
根據(jù)線切割加工過程因電極絲與工件之間間隙變化引起不同的放電狀態(tài),并結(jié)合上述金相顯微鏡觀察及斷口形貌電鏡照片,可以明確引起絞合鉬絲在電火花線切割加工測試中失效的原因如下:2股絞合鉬絲中的絞合點處存在蝕除物過多堆積而無法順利排出的情況,在線切割加工過程中,當絞合點處的鉬絲經(jīng)過由絞合鉬絲與工件所組成的放電通道時,因絞合點處堆積過多的蝕除物,致使其放電間隙過小而出現(xiàn)了拉弧或短路等異常放電現(xiàn)象[8],從而引起絲徑急劇減細(即上文的蝕尖現(xiàn)象),進而產(chǎn)生單股斷絲,在單股斷絲后,另一根絲在放電受熱及運絲系統(tǒng)張緊力雙重作用下,也被拉斷。
3 結(jié) 論
(1)以直徑為0.14 mm、股數(shù)為2股、絞距為8 mm的工藝參數(shù)進行絞合加工,所制備的絞合鉬絲經(jīng)對比切割試驗,結(jié)果表明:絞合鉬絲在切割效率、使用壽命上無法替代目前常用φ0.18 mm規(guī)格單根鉬絲。
(2)φ0.14 mm 2股絞合鉬絲斷絲失效原因為:2股絞合絲中絞合點處因蝕除物堆積導(dǎo)致拉弧或短路等異常放電,從而引起絲徑急劇減細產(chǎn)生單股斷絲,在單股斷絲后,另一根絲在放電受熱及運絲系統(tǒng)張緊力雙重作用下,也被拉斷。