粗紡提花毛/滌織物的設計與開發
2022-10-31 03:56:54徐旭凡韓萬里周衛忠
毛紡科技 2022年10期
徐旭凡,韓萬里,周衛忠
(1.嘉興學院 材料與紡織工程學院,浙江 嘉興 314001; 2.桐鄉市易德紡織有限公司,浙江 嘉興 314512)
傳統粗紡毛織物又稱粗紡呢絨,主要品種有麥爾登、大衣呢、法蘭絨等,可以用純羊毛制成,也可用羊毛與粘膠、腈綸、錦綸、滌綸等混紡或交織制成[1]。所用紗線線密度通常在50~250 tex之間,織物自身比較厚實,通過拉毛或縮絨,賦予織物表面一層絨毛,遮蓋表面組織紋理。這類織物手感柔軟而富有彈性,穿著保暖性好,絕大部分產品選用素色[2-3]。隨著紡織技術進步,粗紡產品正朝著功能化、輕量化、新穎化方向發展[4]。為了充分提升粗紡織物的時尚性,滿足消費者個性化需求,根據市場需求,本文開發了一種粗紡提花紋樣織物,以增強企業市場競爭力。在開發粗紡提花面料時,不對提花機裝造機構進行改造,也不進行抽針設計[5],而是從原料、紗線結構、織物紋樣等多方面采取措施來保持粗紡毛織物的風格特征,從而降低生產成本,提高產品競爭力。
1 粗紡提花織物設計
1.1 原料選擇及紗線結構
傳統粗紡毛織物織造后通常需要經過濕整理和干整理,使得織物表面呈現細密平整絨毛,呢面豐滿,質地緊密,身骨挺實,富有彈性,耐磨耐穿。因拉起的絨毛遮蓋了織物紋路,對原料的選擇要求不高。粗紡提花織物,一方面需要呈現傳統粗紡織物特有的風格,另一方面又要滿足提花工藝的要求,故對原料的要求比較復雜,要有其自身的規律性。本文設計的粗紡提花毛/滌織物經紗為有光全拉伸滌綸長絲(8.3 tex);緯紗A為純羊毛紗線(線密度為38.5 tex×2,原料為品質支數64支羊毛),緯紗B為雙包金銀絲線,滌綸長絲(22.2 dtex×2)+金銀絲(厚度25 μm,寬度39 μm)并合加捻。緯紗排列方式為2A1B。緯紗A是主要用來呈現粗紡毛織物的風格特征,緯紗B為雙包金銀絲線。金銀絲線是用物理的方法,將真空鍍鋁或鍍銀上色的PET聚酯膜切成極細的絲,而后與其他纖維長絲捻合而成的一種復合絲。它是一種理想的裝飾原料,在織物中能呈現出閃亮、高貴、華麗之感[6]。
1.2 織物經緯密度
粗紡呢絨織物一般要經過縮絨或拉毛工藝,織物的成品密度與坯布密度相差很大。織物經緯密度和緊度是影響織物結構的重要因素,也影響織物風格特征和力學性能。通常可根據緊度結構理論、勃利萊經驗公式以及呢坯充實率等求出織物上機經、緯密度[7-8],但在實際設計粗紡提花織物產品時,主要考慮織物成品花紋經縮絨后不露底為基本要求。受到提花工藝的限制,織物經密要依據提花機的裝造工藝參數確定。本文開發織物的經密為800 根/(10cm),緯密需結合織物產品風格特征和成本選定,經過實踐,選用總緯密為300 根/(10 cm)。
1.3 織物紋樣設計
考慮到織物色彩隨市場需求而定以及成本,因此在進行大批量加工時,經紗選用白色,毛紗選擇本白色。因產品主要銷往歐洲,需要符合當地市場需求,在考慮織物紋樣設計時,結合粗紡產品的特點,按客戶提供的基本花紋素材,設計成滿地花。由于設計開發的粗紡提花織物用于服裝面料,在現有180 cm幅寬、3花電子提花機上直接進行加工,所加工服裝面料的花紋會偏大,不太適合服裝面料的效果,因此在180 cm幅寬內設計成6花進行加工,使得面料表面花紋尺寸縮小一半,更符合服裝面料的特征。織物產品一個花圍寬度為30 cm,花高為40 cm。織物紋樣如圖1所示,其中白色為紋樣地部、黑色為紋樣小花紋部分、灰色為紋樣小菱形花紋部分。

圖1 織物紋樣Fig.1 Fabric pattern
1.4 組織結構設計
組織結構設計是大提花織物設計的靈魂,緯起花組織要盡可能簡化,更好地突出花紋。在圖1所示織物紋樣中,為便于織物成品色彩盡可能一致,在起花部分(織物紋樣中黑色小花紋與灰色小菱形花紋部分)設計循環數相同的緯二重組織,其中表組織采用全緯浮長線來呈現花紋效果,里組織選用平紋組織。由此既達到織物背面緊密和堅固的效果,又可以在表面形成較松散的毛紗浮長結構,為后續縮絨、拉毛創造條件。起花以外的部分(織物紋樣中白色地部),采用6枚緞紋組織,平整簡單,且交織平衡。由于全緯浮長線會使織物表面過于松軟,因此在黑色小花紋與灰色小菱形花紋部分,根據經緯浮長線長短不同,采用大量間距不同的間絲點(用來限制過長的經紗或緯紗浮長線的組織點稱為間絲點[9])進行改善。當經紗浮長過長時加緯間絲點,反之緯紗浮長過長時加經間絲點,以增強織物牢度,同時提高花紋的明暗效果[10]。本文設計粗紡提花毛/滌織物基礎組織結構如圖2所示,織物部分紋樣組織圖如圖3所示。
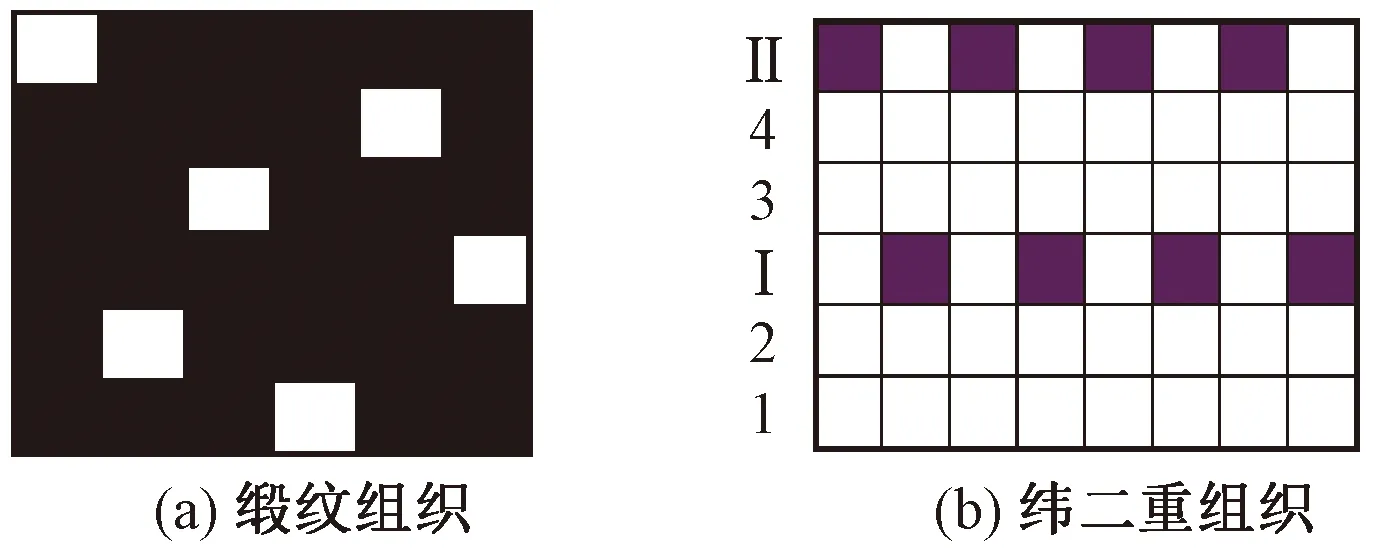
圖2 粗紡提花毛/滌織物組織結構Fig.2 Weave structure of jacquard woollen/polyester fabric.(a)Satin weave;(b)Weft backed weave

圖3 織物部分紋樣組織圖Fig.3 Partial pattern structure of fabric
2 織物上機織造
2.1 織造準備工藝流程
粗紡提花織物的織造準備流程:經紗主要經過整經、穿經及穿筘(已有的提花機裝造結構上)。緯紗主要經過絡筒、儲緯、選緯過程。
2.2 提花機裝造工藝參數
織造使用R9000-190型劍桿提花織機,配SH5376-Y電子提花龍頭。織造粗紡提花織物的提花機裝造工藝參數如表1 所示。
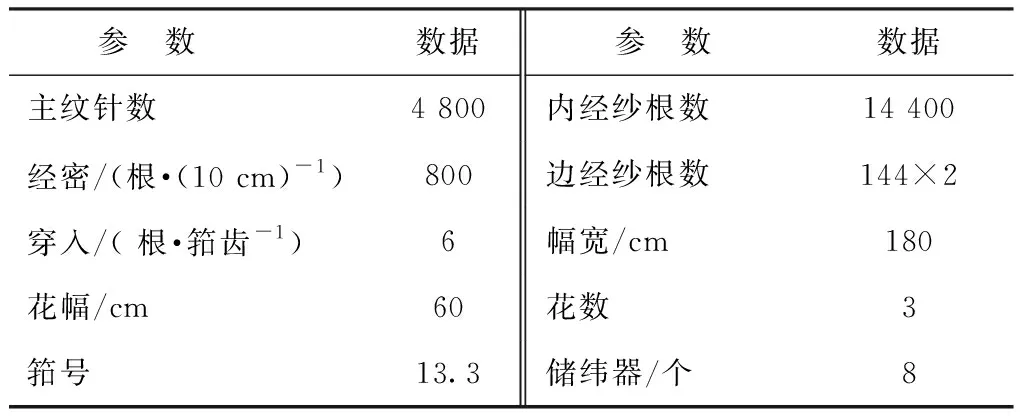
表1 劍桿提花機裝造工藝參數Tab.1 Assembly process parameters of rapier jacquard machine
2.3 紋織CAD工藝處理
本文產品圖案紋樣設計以及提花工藝處理采用紋織CAD軟件。根據產品用途及風格特點,繪制設計了滿地花的織物紋樣,通過鋪入相應的組織,形成意匠文件。設計與織物組織相對應的6上6下經重平邊組織,根據總針數為5 376針電子提花龍頭主紋針和輔助針的位置設計樣卡。選緯針位置在第l針至第8針(共8針),停撬針位置在第9針(共l針),左邊針位置在第193至第336針(共144針),主紋針位置在第337針至第5 136針(共4 800針),右邊針位置在第5 137至第5 280針(共144針)。建立樣卡文件后,通過紋織CAD處理,形成電子提花機可識別的電子紋板文件,部分樣卡如圖4所示。
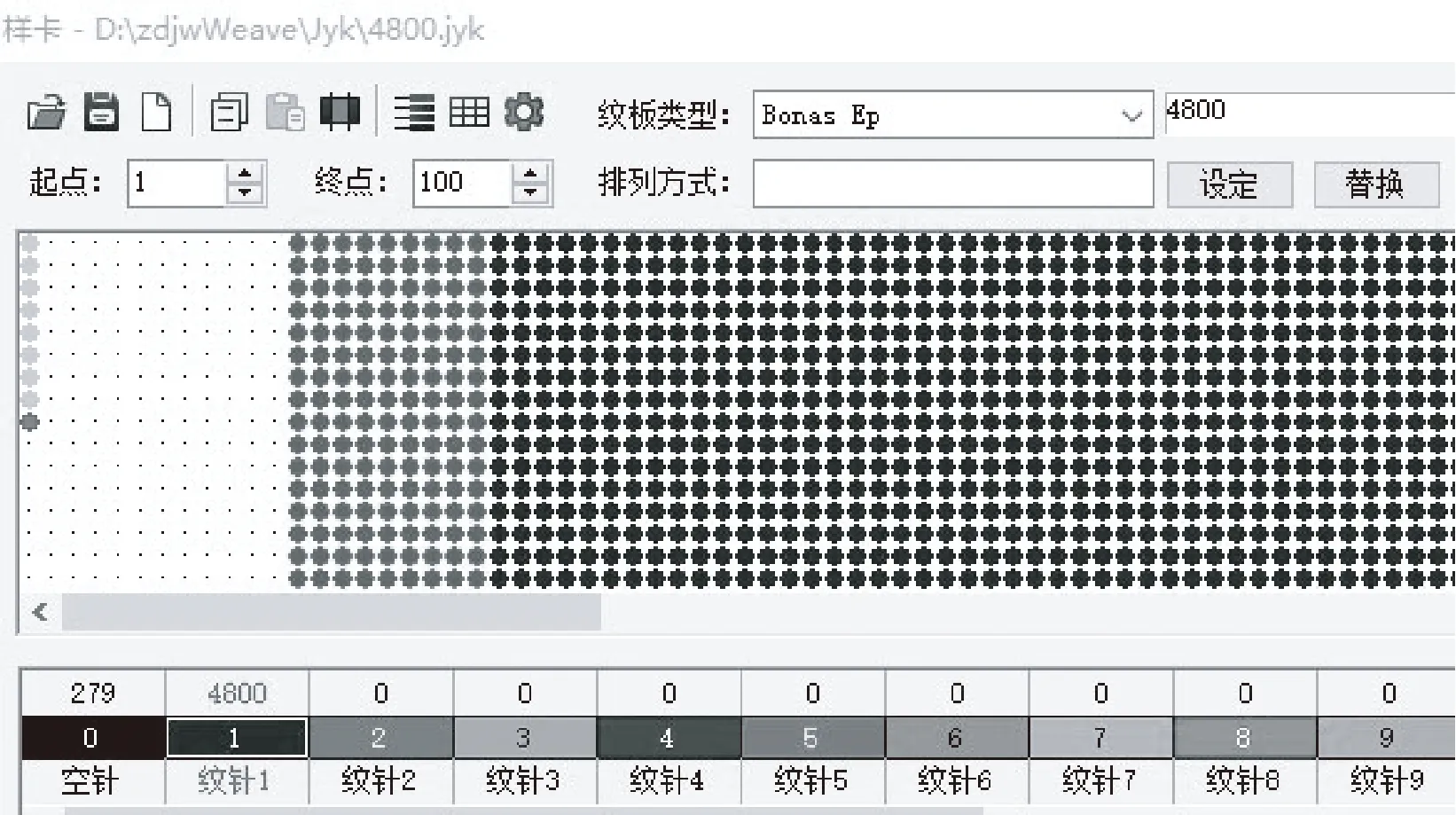
圖4 部分樣卡圖Fig.4 Part of the sample card
2.4 上機工藝參數
劍桿織機的生產效率以及產品質量的檔次很大程度上取決于上機工藝參數的優化設置。紋樣組織設計簡單,但不同組織處的花紋、底部辨識度卻要清晰,所選用的緯紗結構復雜,其技術和織造難度較高。為便于上機操作,容易檢查疵點,采用織物正面上機織造。在上機時根據織物設計,調節好總緯密300 根/(10 cm)。車速不宜過快,選用織機主軸轉速為350 r/min左右為宜。經紗張力設置為15 cN,以滿足織造加工的順利進行。劍桿引緯主要應考慮經紗對送緯劍、接緯劍頭、劍帶以及導劍鉤的擠壓,因此開口時間通過試織選定320°。由于該產品采用了毛紗和雙包金銀絲線作緯紗,緯紗結構差異大,第一選緯指與其后面緯紗校平器之間距離在原來15 mm基礎上調整到20 mm,以利于2組不同緯紗順利引緯。送緯劍與接緯劍需要實現準確平穩的交接緯紗,送緯劍進梭口時間在65°(55°~75°),接緯劍出梭口時間為298°(290°~305°),利于引緯,緯紗保持一定的張力,從而增加接緯的可靠性。所織得的織物坯布如圖5所示。

圖5 織物坯布Fig.5 Grey fabric
3 坯布后整理工藝
粗紡織物用紗較粗,織物經緯緊度或充實率小。要求經后整理使織物具有厚實緊密、彈性好、表面絨毛整齊,色彩靚麗,光澤好等特征。然而基于該產品經緯密差異較大,且只有一組緯紗屬于毛紗,另一組緯紗為金銀絲線,纖維不具有縮絨性,因此應制定合理的后整理工藝。后整理加工包括輕度起毛、剪毛,縮絨工序。其主要工序的工藝措施如下。
洗呢。采用溫和洗呢,以不損傷羊毛纖維為前提,提高織物的鮮艷度和染色牢度。合理選擇洗呢劑、洗呢溫度、時間、洗液pH值、浴比及機械壓力等參數。
起毛。起毛工序應在縮絨工序之前完成,這樣可大大降低對毛紗結構的破壞,對織物的身骨、彈性、手感具有較好的保護,同時又滿足纖維自由端暴露在織物紗線表面,使得纖維相互穿插氈化,形成粗紡織物特有的絨毛特征,呢面趨于飽滿平整,達到毛類粗紡產品的內在質量和外觀風格特征要求。
縮絨。根據產品組織結構特點,花紋地部是金銀絲線與經紗以6枚變化組織交織,不需要縮絨,縮呢時間不宜過長。而凸出在織物表面花紋部分是由羊毛紗呈現,為了形成粗紡毛織物的絨面效果,充分發揮羊毛纖維的縮絨性,縮絨時間需要適當延長。
4 結束語
粗紡提花毛織物在保留傳統粗紡織物呢面豐滿、手感柔軟、富有彈性等特征外,還可通過提花工藝,在織物表面增加具有非常立體感的大花紋,達到地部織紋清晰,紋部覆蓋絨毛的效果。這類織物的開發在選擇原料和設計織物組織結構、經緯密度等參數時,有別于傳統的粗紡毛織物。特別是形成粗紡毛織物表面絨毛效果的緯紗,其紗線線密度、捻度參數一定要合適,否則紗線松軟,打緯時纖維容易進入吸風裝置,導致機器不能持續正常開動。此外,根據原料種類及織物結構特點,后整理需要先經過起毛、剪毛工序,再進行輕縮絨處理,充分發揮毛纖維鱗片的作用,使其相互穿插形成緊密絨毛,在確保織物產品風格特征的同時,更少地損害織物產品的內在質量。該粗紡提花產品的開發,擴展了毛織物設計空間,豐富了毛織物花色品種,有利于增強企業市場競爭力。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
流行色(2019年7期)2019-09-27 09:33:08
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
西藏藝術研究(2018年1期)2018-07-10 08:33:54
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
湖南包裝(2016年2期)2016-03-11 15:53:17
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年10期)2015-10-19 15:03:24