漸變色腈綸/棉/山麻桿韌皮纖維陰影緞紋面料開發
2022-10-31 03:56:54韋亞洲張圣忠姜為青李桂付蔡莉莉
毛紡科技 2022年10期
關鍵詞:工藝
韋亞洲,趙 磊,張圣忠,姜為青,李桂付,蔡莉莉
(1.鹽城工業職業技術學院,江蘇 鹽城 224005; 2.江蘇悅達家紡有限公司,江蘇 鹽城 224000)
漸變色是一種獨特的流行色調,其采用2種或多種不同的顏色變化形成新的元素,最終呈現或淺或深的不規則變色,有時甚至不能辨別出所選的是哪種顏色[1-2]。受漸變色啟發,本文依據織物組織變化提出一種開發陰影紋面料的方法,讓織物表面從經面組織逐步變化到緯面組織,或從緯面組織逐步變化到經面組織,從而呈現漸變色效果,織物基礎組織可以是斜紋或者緞紋,此方法未涉及染色工藝,具有環保節能的特點。
1 漸變色的應用
漸變色在生活中多個領域均有應用廣泛,如圖1所示的手機外殼、宣傳海報、漸變太陽眼鏡等。近幾年,漸變色在服裝面料中的應用開始受到關注,例如品牌范思哲(Versace)近些年推出的春夏系列高級定制漸變服裝,以及品牌CK設計的漸變格紋男生長袖襯衫。漸變色在雪紡類服飾上的應用主要有漸變色襯衫、漸變色裙裝、漸變色絲巾等,具有透薄、爽滑、易洗快干等特點,整體懸垂性良好、舒適,圖2為漸變色裙裝。牛仔服飾一直在市場中占領著舉足親重的地位,單一色彩的漸變緊追潮流,如圖3所示。

圖2 漸變色裙裝Fig.2 Gradient Skirt. (a)Chiffon skirt;(b)Womens long skirt

圖3 漸變色牛仔服Fig.3 Gradient jeans.(a)Penim jacket; (b)Jeans
2 陰影紋面料的模擬設計開發
陰影紋面料工藝設計的靈感之一來自于陰影斜紋,即以1/5左斜紋為基礎組織,每段的組織逐一遞增1個經組織點,1個循環經紗數Rj=R基×(R基-1)=6×5=30,Rw=R基=5(緯面陰影斜紋與其相反),圖4為陰影斜紋組織圖,圖5為陰影斜紋模擬效果圖。

圖4 陰影斜紋組織圖Fig.4 Weave diagram of shadow twill
陰影紋面料工藝設計的靈感之二來自于陰影緞紋。同陰影斜紋類似,陰影緞紋是由經面緞紋逐漸過渡到緯面緞紋或者由緯面緞紋逐漸過渡到經面緞紋的一種變化緞紋組織。圖6以五枚三飛緯面緞紋為基礎組織,每段的組織逐一遞增1個經組織點。其構作方法同陰影斜紋相同,五枚緞紋過渡段為4,所以1個循環經紗數Rj=R基×(R基-1)=5×4=20,Rw=R基=5(緯面陰影緞紋與其相反),圖7為陰影緞紋模擬效果圖。陰影緞紋組織在表現光影效果等方面較陰影斜紋更加明顯與形象,常應用于提花組織。因此本次產品開發選用陰影緞紋作為陰影紋漸變面料設計的織物組織。
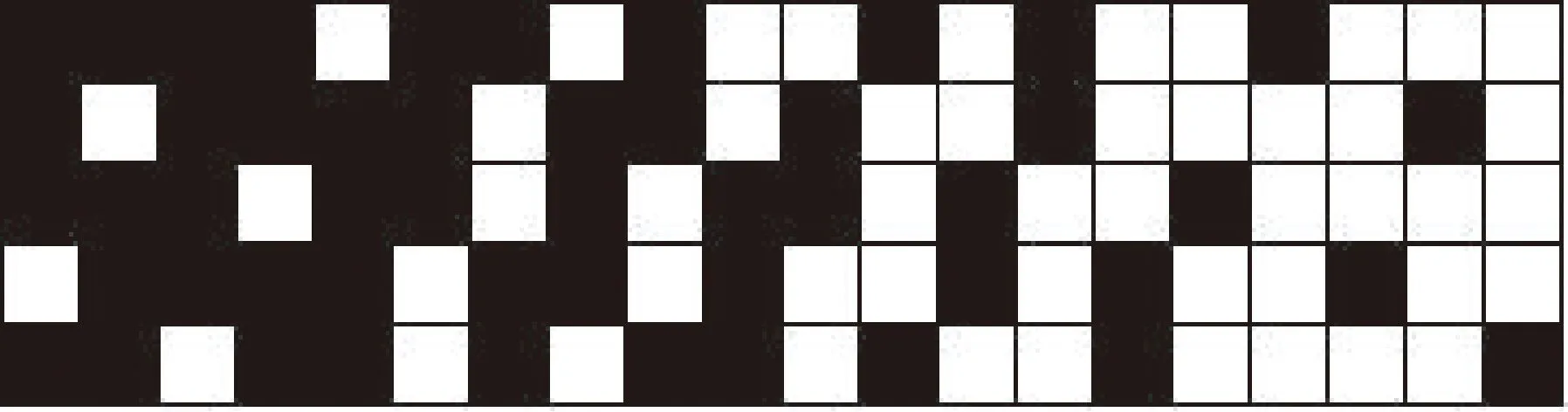
圖6 陰影緞紋組織圖Fig.6 Weave diagram of shadow satin

圖7 陰影緞紋模擬圖Fig.7 Simulation of shadow satin weave
3 漸變色陰影緞紋面料的生產實踐
3.1 基礎設計
本文產品設計為八枚五飛的陰影緞紋漸變織物。經重平組織的經緯紗每間隔2根紗線進行1次交織,紗線在織物中的交織較疏松,屈曲較少,能使織物挺括、堅牢,因此采用經重平組織作為布邊紗線的組織結構,選擇 2入/筘的形式。本文設計方案選用邊經紗為20×2根。色彩的表現形式由上而下、由淺到深,給人一種成熟穩重之感。
在色紗的選擇上,選擇紫色系列紗線作為經紗,緯紗為白色,經紗與緯紗循環Rj=Rw=40,織物組織圖如圖8所示,呈現白色到紫色的不規則漸變效果。紫色代表高貴神秘與冷艷,和白色搭配淡化了它的鋒利,使之更加優雅動人、美麗端莊,其效果如圖9所示,織物實樣見圖10。
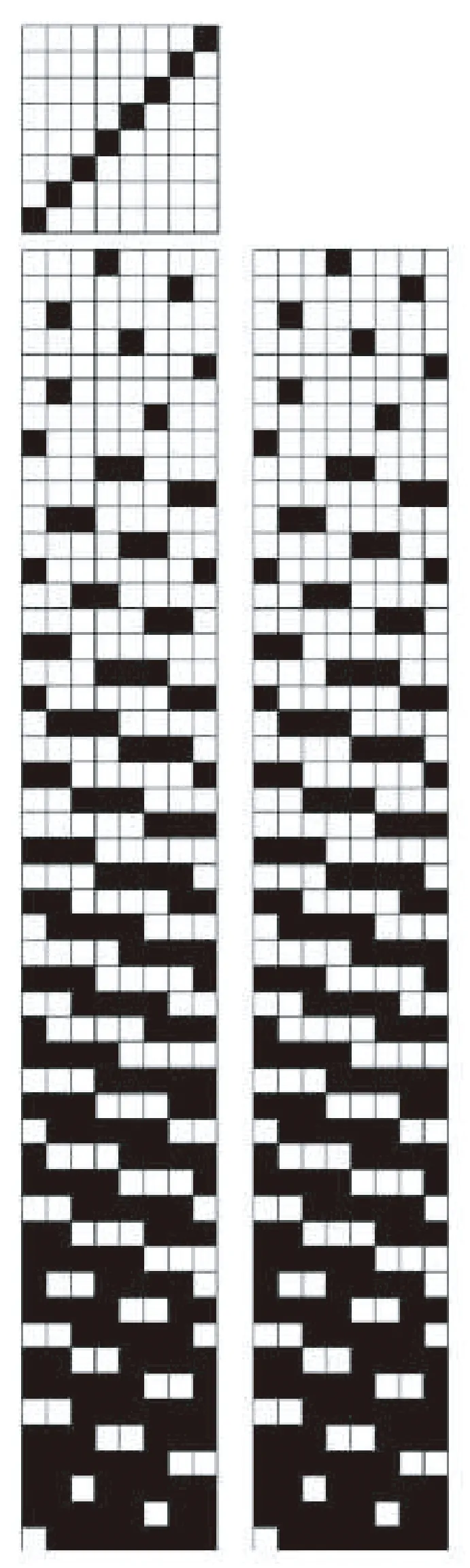
圖8 組織圖Fig.8 Weave diagram
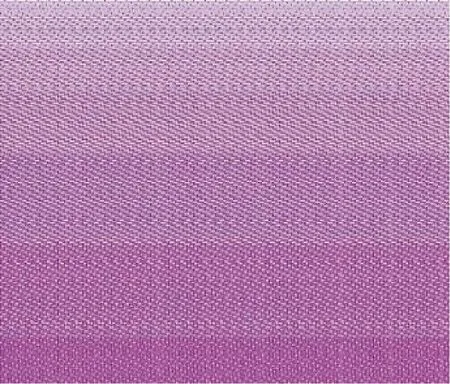
圖9 漸變效果圖Fig.9 Design sketch of gradient

圖10 陰影緞紋小樣圖Fig.10 Detail drawing of shadow satin fabric
3.2 原料選用及服裝效果
為使漸變色與紡織新材料相結合,經、緯紗使用腈綸、棉纖維、山麻桿韌皮纖維三組分新型混紡紗,混紡比為50∶30∶20,線密度為20.3 tex。該混紡紗在干、濕情況下彈性和耐磨性都較好,規格穩定,縮水率低,具有挺拔、不易皺折、易洗、快干、抗菌、防輻射、抗靜電等優點[3]。圖11是以腈綸、棉纖維、山麻桿韌皮纖維混紡紗為主要原料織造的面料制成的男士休閑西裝效果圖,體現了腈綸、棉、山麻桿韌皮纖維纖維混紡后挺拔、透氣干爽、不易褶皺的特點。與單一深色西裝不同,本文設計方案大膽采用了深紫色漸變色彩。深紫到白色的漸變顯現出年輕朝氣且又不失穩重的特點。圖12是以腈綸、棉纖維、山麻桿韌皮纖維混紡紗為主要原料制作的漸變色陰影鍛紋面料女士套裝裙效果圖,套裝裙體現了女性的溫柔和知性美,上衣是簡約顯瘦的上寬下窄型輪廓休閑西裝,下身是稍寬松款式半身裙,再配上不規則漸變紫色、整體搭配新穎獨特、溫柔端莊。

圖11 男士西裝效果圖Fig.11 Effect drawing of men’s suit
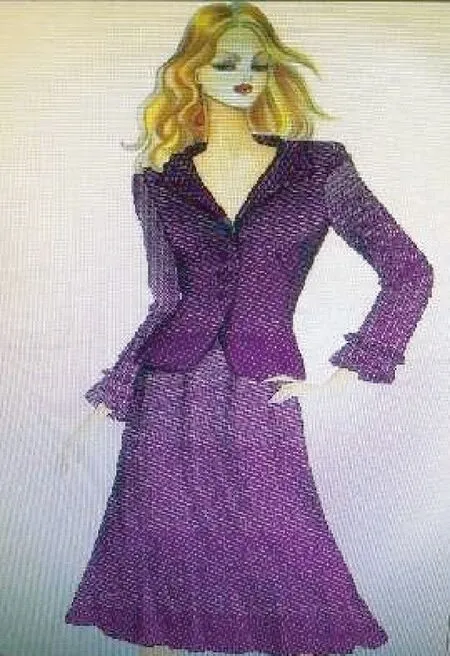
圖12 女士套裝裙效果圖Fig.12 Effect drawing of women’s swit skirt
3.3 陰影緞紋織物主要工藝要點
3.3.1 筒紗染色
筒紗染色分松式絡筒、筒子紗染色和緊式絡筒3步。
①松式絡筒。選用意式FAST型絡筒機(山東碩澤紡織機械有限公司)進行松式絡筒,為了保證后續染色過程中染液能順利滲透進入紗線及纖維內部,絡筒堅持“張力小、車速低、卷繞疏”的準則[4-5],主要工藝參數設置為:絡筒速度780 m/min,筒紗卷繞密度0.34 g/cm3,絡筒張力14 cN。電子清紗主要工藝參數為:棉結180%、短粗節250%×2.3 cm、長粗節30%×35 cm、長細節-30%×35 cm。
②筒子紗染色。開發的陰影緞紋織物使用的是由腈綸、棉纖維、山麻桿韌皮纖維三組分混紡而成的新型紗線,強力適中。為了降低紗線強力損失,減少染色步驟、降低染色成本,保證染色一步完成,筒子紗染色采用分散染料與活性染料一浴一步法染色工藝。染化料需要分散紫(HFRL)和活性紫2(8063-57-8)2種染料之外,還需要添加適量的穩定劑、精練乳化劑等助劑。
采用ALLWIA 高溫高壓筒子染紗機(無錫東慶染整設備有限公司)進行染色,染色工藝處方:分散紫0.55%(owf),活性紫0.46%(owf),乳化劑0.8g/L,元明粉118g/L,穩定劑2.8g/L,pH值控制在9左右,浴比1.0∶3.5,染色溫度在125 ℃以上(最好在130℃),蒸氣壓力約190kPa,染色時間為45min,為提高色紗染色牢度,先對筒子紗進行熱水洗,洗后用酸中和,最后采用R-還原皂洗劑對染色筒子紗進行還原皂洗,R-還原皂洗劑的用量為3.8 g/L。
③緊式絡筒。絡筒工序選用奧拓康(Autoconer)138-II自動絡筒機(德國賜來福公司),改善筒子紗紗線質量,同時為增加絡筒后卷裝量,絡筒以低速為宜,在絡筒時保證絡筒過道光滑、清潔(避免飛花雜質殘留),絡筒速度設定為980 m/min,筒子卷繞密度為0.46 g/cm3。
3.3.2 整經工藝
采用的整經方式為分條整經,選用ZDA 型整經機(瑞士貝寧格公司),選用的筒子架容量為720。因筒紗經染色后強力有所損失,且總經根數較多,整經速度以中速為宜,同時為了保證呈現陰影效果,片紗張力以及經紗卷繞要均勻[6-7]。主要整經工藝為:整經速度為610 m/min,整經張力以分段調整為好,在6~9 cN范圍內調節,經軸卷繞密度設為0.56 g/cm3。
3.3.3 上漿工藝
漿料配方具體規格參數如表1所示。依據經緯紗所選用的纖維原料,漿料配合的種類以少為好,采用變性淀粉和聚丙烯酸酯的混合漿料,同時添加必要的助劑,保證各組分之間不發生化學反應。

表1 漿料配方Tab.1 Main sizing process parameters
漿紗機采用GA301型雙漿槽聯合式式漿紗機(鹽城華特紡織機械有限公司),單層并列式經軸架,雙浸雙壓漿槽形式,熱風烘筒聯合式烘燥。為避免在織造過程中因經紗之間的摩擦過度造成陰影效果降低,上漿過程中應保持“大壓力、低車速、高滲透、大上漿率”的工藝原則[8],使經紗上漿后毛羽覆蓋率高,經紗耐磨性、延伸性和強力均有大幅度提高。主要上漿工藝參數:前壓漿輥壓力24 kN,后壓漿輥壓力8 kN,入口張力250 N,濕區張力 280 N,卷繞張力1 800 N,托紗張力2 400 N,干區烘筒溫度120 ℃,濕區烘筒溫度150 ℃,漿槽溫度95 ℃,漿液含固率11.5%,漿槽黏度9 Pa·s,漿液pH值7,后上蠟0.4%,漿紗伸長率0.9%,上漿后經紗增強率40%,毛羽降低率在78%以上[4-5]。
3.3.4 穿結經工藝
穿結經采用G177-280型三自動穿經機(無錫市金太陽新紡織機配套有限公司)進行,公稱筘幅為2 800 mm,鋼筘高度為120 mm,速度為90 根/min。穿經工藝如下:地經穿綜按照1、2、3、4、5、6、7、8順穿,地穿入數為 2入∕齒,邊紗根數為20×2,邊穿綜為9、10,邊穿入數為 2入∕齒,停經片為11、22、33、44(順穿)。
3.3.5 織造工藝
織軸定形20 h后置于GA747劍桿織機(無錫市第四紡織機械有限公司)上進行織造,車間溫度保持在28 ℃左右,相對濕度控制80%左右。為提高織造生產效率(減少斷頭),采用“張力宜低、開口宜早、引緯宜遲、車速宜慢”的工藝原則。陰影緞紋織物對布面紋路清晰度要求較高,生產有較高的難度,因此后梁高度設計為110 mm,后梁深度設計為30 mm,停經架高度設計為60 mm,停經架深度設計為10 mm,達到合理的經線位置,以防止出現筘痕和條影疵點。此外,陰影緞紋織物在織造時織機開口時間設計為310°~330°,車速為設計為430 r/min,上機張力設計為9 kN。
3.3.6 陰影緞紋織物主要規格設計
為了獲得漸變色效果,西服面料的地組織采用8枚陰影緞紋。陰影緞紋織物的主要規格設計:面料成品幅寬158~160 cm,成品經、緯密為340根/(10 cm)×252根/(10 cm),織物邊組織為2上2下重平組織,總經根數為5440根,邊紗根數為40根,經向緊度56.68%,緯向緊度42.01%,地經筘入數2根。經、緯紗回絲率均為4%,經向織縮率8%,緯向織縮率6%,織物百米經紗用量12.67 kg,百米緯紗用量9.2 kg。
3.3.7 后整理工藝
本文加工的面料屬于中高檔面料,主要用于男式西服或女式套裙,因此后整理采取燒毛、退漿、防縮3道工序以達到較好的服用效果。燒毛工序使用四火口環保式燒毛機,燒毛速度快,布面絨毛去除效率高;陰影緞紋面料對色紗的色澤要求較高,因此為避免退漿影響掉色,采用變性淀粉酶對織物進行退漿,溫度為酶的活性溫度,pH值7左右;陰影緞紋面料對布面的平整度要求高,因此退漿后需要對面料進行防縮定形整理,采用方法為液氨整理,整理溫度為85 ℃。
3.3.8 性能測試
開發的新型漸變色陰影緞紋面料依據GB/T 8628—2013《紡織品 測定尺寸變化的試驗中織物試樣和服裝的準備、標記及測量》、GB/T 23329—2009《紡織品 織物懸垂性的測定》、GB/T 3819—1997《紡織品 織物折痕回復性的測定 回復角法》、GB/T 22583—2009《防輻射針織品檢測》、GB/T 12703.1—2021《紡織品 靜電性能的評定 第1部分:靜電壓半衰期》、GB/T 20944—2007《紡織品 抗菌性能的評價》等標準進行測試,具體測試結果為:面料縮水率為2.1%,動態懸垂系數為70.3%,急彈性回復角350.0°,面料防輻射屏蔽效能達到81%,抗靜電半衰期為4.2 s,面料對金黃色葡萄球菌的抑菌率達到75%,可見,面料的各項指標均達到較高水平。
4 結束語
受漸變色啟發,以陰影緞紋作為陰影紋漸變面料設計的織物組織,從基礎設計、原料選用,到筒紗染色、整漿工藝、穿結經工藝、織造工藝、后整理工藝等詳細闡述了陰影緞紋面料的生產實踐過程,成功開發了腈綸/棉/山麻桿韌皮纖維陰影緞紋面料,其各項服用性能指標均達到較高的水平。在追求時尚的時代,陰影緞紋面料服裝產品必將會受到人們的重視,在新零售背景下及疫情常態化的推動下,將聯合生產企業充分運用互聯網,努力提升消費者對開發的陰影緞紋面料服裝產品的滿意度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52