定位剪切控制在智能制造中的應(yīng)用研究
2022-10-28 04:26:46金萍
機(jī)械工程與自動(dòng)化 2022年5期
關(guān)鍵詞:系統(tǒng)
金 萍
(太原學(xué)院 機(jī)電與車輛工程系,山西 太原 030032)
0 引言
國(guó)內(nèi)橫切定位剪切系統(tǒng)多為剪切質(zhì)軟、比重小的板材(如鋁板),或厚度變化小、品種規(guī)格少的板材(如硅鋼),這些板材容易實(shí)現(xiàn)剪切控制。控制方法大都采用固定降速點(diǎn)、速度分擋切換的思想,沒有自動(dòng)定位控制模型,很難進(jìn)一步提高剪切精度和剪切效率[1]。開卷機(jī)板材卷拆除捆帶和拾取回收捆帶的工作,大都由人工完成,勞動(dòng)強(qiáng)度大、工作效率低且風(fēng)險(xiǎn)較高[2]。
以上方法難以適應(yīng)材質(zhì)硬、比重大的不銹鋼板、碳鋼板等,尤其是不銹鋼板,其表面光潔度高,只有將測(cè)長(zhǎng)輥的壓力控制在合適范圍,才能既保證不銹鋼板表面不受損,又保證測(cè)長(zhǎng)精度高。某廠生產(chǎn)的不銹鋼板材的厚度從0.1 mm~5 mm,多品種、多規(guī)格[3],因此,其轉(zhuǎn)動(dòng)慣量變化大,負(fù)載變化大,對(duì)自動(dòng)定位控制系統(tǒng)要求高[4]。為此,本文建立了自動(dòng)定位模型,采用雙閉環(huán)控制系統(tǒng),研究改進(jìn)了自動(dòng)定位控制模型和降速點(diǎn)模型[5],對(duì)于板材材質(zhì)硬度變化、厚度變化、負(fù)載變化、轉(zhuǎn)動(dòng)慣量變化均可以自適應(yīng)[6];采用機(jī)器人自動(dòng)拆捆帶并回收系統(tǒng),從而增強(qiáng)產(chǎn)線智能化,提高生產(chǎn)效率,減少消除安全隱患[7]。本文研究的定位剪切控制充分發(fā)揮了傳動(dòng)系統(tǒng)和設(shè)備的能力,剪切速度與開卷機(jī)速度自動(dòng)適應(yīng),提高了剪切效率和剪切精度,具有智能制造示范作用。
1 橫切定位剪切系統(tǒng)主要設(shè)備及工藝
某廠板材橫切定位剪切線如圖1所示,生產(chǎn)過程包括上卷、機(jī)器人拆捆帶、開卷、直頭矯、活套高度檢測(cè)、夾輥、測(cè)長(zhǎng)輥和編碼器PG測(cè)長(zhǎng)、電機(jī)帶動(dòng)減速機(jī)和夾送輥使板材運(yùn)行、剪機(jī)、矯直和垛板等環(huán)節(jié)。需剪切的鋼卷由天車吊到鋼卷入口鞍座上,上卷小車將鋼卷從鞍座送到開卷機(jī),開卷機(jī)對(duì)中,卷筒漲開,壓輥壓住鋼卷,將鋼卷固定,上卷小車下降退回原位。該橫切定位剪切線用于將大卷切成各種尺寸的板,能剪切碳鋼、硅鋼、不銹鋼等板材。
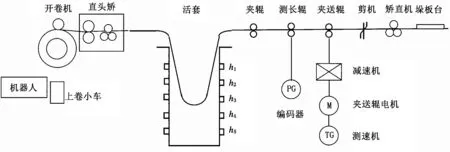
圖1 板材橫切定位剪切系統(tǒng)設(shè)備及工藝簡(jiǎn)圖
鋼卷拆捆帶機(jī)器人系統(tǒng)安裝在開卷機(jī)前端,用于鋼卷上卷作業(yè)前捆帶的自動(dòng)拆除和回收作業(yè)[8],如圖2所示。拆捆帶系統(tǒng)由一臺(tái)六軸工業(yè)機(jī)器人、拆捆頭、捆帶卷取裝置、輸送裝置、回收料斗、安全圍欄和安全門和控制系統(tǒng)組成。各部分的具體功能如下:
(1) 工業(yè)機(jī)器人:采用負(fù)載150 kg、回轉(zhuǎn)半徑3.2 m機(jī)器人,用于攜帶拆捆頭,并將剪切完畢的捆帶夾送至捆帶卷取裝置。
(2) 拆捆頭:拆捆頭為機(jī)電一體化產(chǎn)品,在拆捆頭上集成了剪刃、液壓動(dòng)力元件和檢測(cè)元件等。
(3) 捆帶卷取裝置:捆帶卷曲裝置采用液壓馬達(dá)驅(qū)動(dòng)相應(yīng)的卷曲機(jī)構(gòu),對(duì)拆解的捆帶進(jìn)行卷曲作業(yè),形成一個(gè)小卷,便于回收運(yùn)輸。
(4) 捆帶輸送裝置:放在卷取裝置的下方,接收并輸送卷取成小卷的捆帶,將其輸送至回收料斗內(nèi);回收料斗為焊接結(jié)構(gòu)件。
(5) 電氣控制系統(tǒng):控制系統(tǒng)由機(jī)器人電控柜和主電控柜組成。機(jī)器人電控柜用于機(jī)器人的控制。主電控柜用于整個(gè)機(jī)器人系統(tǒng)的控制,由西門子S7-1500PLC等電氣元件及觸摸屏柜體等組成。
通過機(jī)器人機(jī)械手左右移動(dòng)機(jī)頭,激光傳感器尋帶及定位鋼卷外徑,使夾帶剪切機(jī)構(gòu)對(duì)準(zhǔn)鋼卷周向上的捆帶進(jìn)行抓帶剪切,并經(jīng)機(jī)器人牽至自動(dòng)卷帶裝置卷曲后回收。實(shí)現(xiàn)了機(jī)器人代替人工作業(yè),從控制系統(tǒng)接收指令,自動(dòng)完成識(shí)別、定位、剪切、回收等操作。
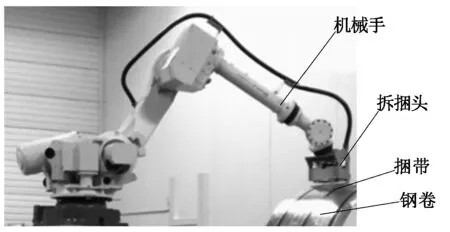
圖2 攜帶拆捆頭的機(jī)器人
2 自動(dòng)定位剪切控制系統(tǒng)
2.1 雙閉環(huán)定位剪切控制系統(tǒng)
定位剪切控制系統(tǒng)為雙閉環(huán)控制系統(tǒng),如圖3所示,內(nèi)環(huán)是PWM調(diào)速環(huán),外環(huán)為定尺位置環(huán)。位置控制具體如下:由PLC讀入鋼板定尺剪切長(zhǎng)度設(shè)定值L0后,定時(shí)掃描測(cè)長(zhǎng)L,計(jì)算偏差ΔL,通過定位控制模型計(jì)算,輸出作為速度內(nèi)環(huán)給定值;通過PLC的D/A模板輸出電壓控制信號(hào)U,控制PWM調(diào)速系統(tǒng)和電機(jī),通過減速箱和夾送輥使鋼帶運(yùn)行,直到ΔL減少到零時(shí)為止,使得剪切的鋼板達(dá)到設(shè)定長(zhǎng)度,完成一張板材的自動(dòng)定位剪切控制,如此循環(huán)。
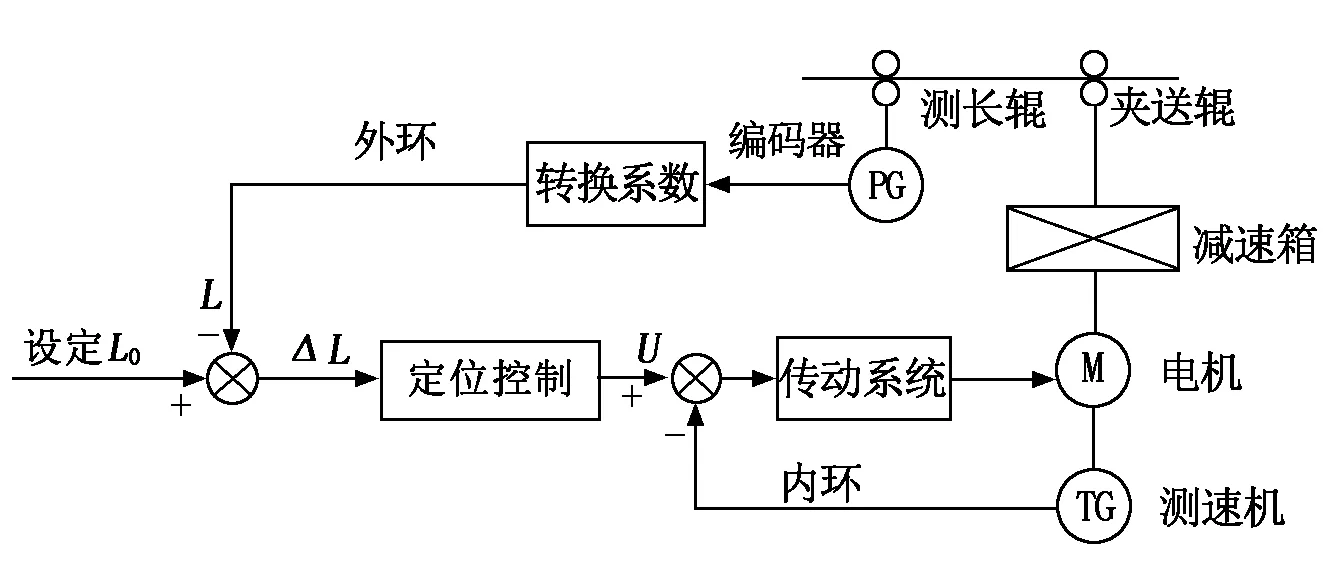
圖3 雙閉環(huán)定位剪切控制系統(tǒng)
2.2 自動(dòng)定位控制模型
自動(dòng)定位控制簡(jiǎn)稱APC,每個(gè)剪切周期(1,2,3,…,i,…,n)分三段:第一段是加速段;第二段是恒速段;第三段是減速段。加速段采取電機(jī)和機(jī)械限定允許的最大加速度升速,然后以恒速vim運(yùn)行。降速過程是實(shí)現(xiàn)快且準(zhǔn)剪切的關(guān)鍵,圖4(a)為板材升速—恒速—自由減速—停止運(yùn)行過程,τ為時(shí)間常數(shù),vim為第i個(gè)剪切周期夾送輥?zhàn)畲笏俣取T撨^程存在著阻尼減速過程不會(huì)無限長(zhǎng),但比較慢的特點(diǎn)。圖4(b)為板材升速—恒速—最大減速度直線降速—停止,該過程具有板材理想的降速—停止運(yùn)行特性。
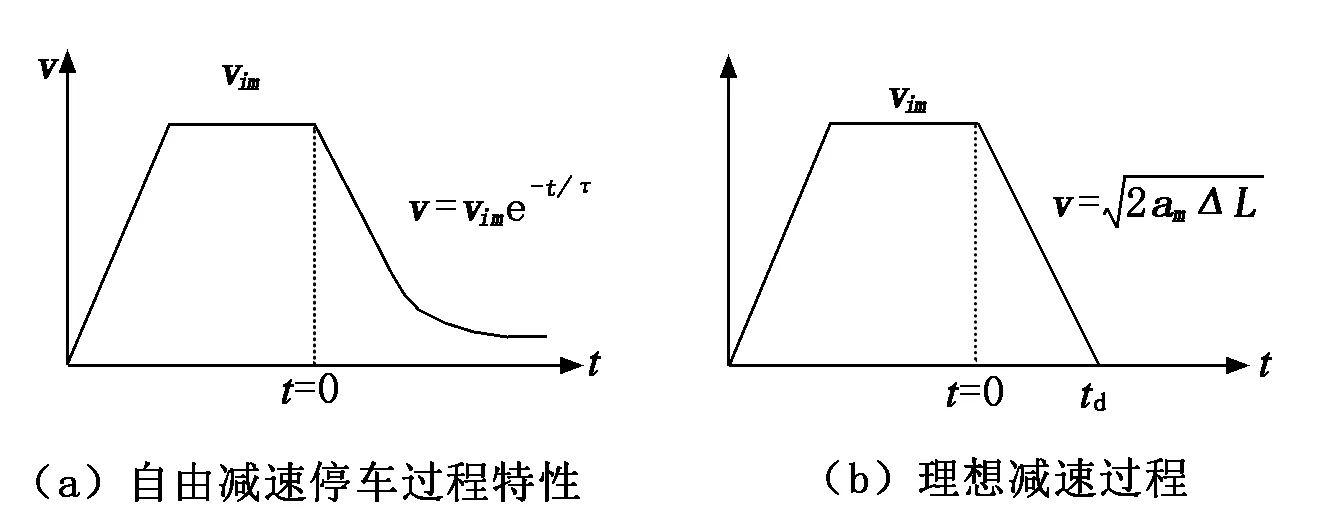
圖4 一個(gè)剪切周期的速度圖
設(shè)每個(gè)剪切周期降速點(diǎn)Di(1,2,3,…,i,…,n)的開始點(diǎn)時(shí)間為t=0,速度v=vim;結(jié)束點(diǎn)時(shí)間為t=td,速度v=0。設(shè)L為td時(shí)間段板材運(yùn)行長(zhǎng)度,則有:
(1)
因此,每個(gè)剪切周期從降速點(diǎn)開始的減速過程中,速度v和偏差ΔL在t(0~td)時(shí)刻的關(guān)系為:
v=vim-amt.
偏差為td時(shí)段板材運(yùn)行長(zhǎng)度減去t時(shí)段板材運(yùn)行的長(zhǎng)度,即:
(2)
由公式(2)求得:
(3)

公式(3)是理想的減速曲線,當(dāng)位置趨于設(shè)定值時(shí),ΔL→0、v→0,有:
(4)
按公式(3)定位在實(shí)際系統(tǒng)上是有缺陷的,系統(tǒng)將出現(xiàn)不穩(wěn)定狀態(tài),不能實(shí)現(xiàn)高效率剪切和高精度。因此,通過理論分析和實(shí)際試驗(yàn)進(jìn)行如下改進(jìn):
(5)
(6)
其中:K為速度給定系數(shù),K=KaUmax/vmax,Umax=8v,vmax=60 m/min;Lr為板材慣性滑行裕量。
在降速曲線中,當(dāng)偏差降至ΔL≤Pr(Pr為發(fā)剪機(jī)啟動(dòng)信號(hào)的提前量,略大于Lr,依據(jù)調(diào)速范圍,調(diào)試確定)時(shí),U=0,啟動(dòng)橫切剪機(jī)。由于開卷機(jī)的速度是變化的,因此每個(gè)剪切周期vim(1,2,3,…,i,…,n)也是變化的,減速段按最大減速度降速,運(yùn)行同一條降速曲線,減速點(diǎn)長(zhǎng)度Di計(jì)算公式如下:
(7)
Ka在vim=vmax,Dmax=360 mm時(shí),經(jīng)理論計(jì)算后現(xiàn)場(chǎng)調(diào)試確定。
vim=α1vk,α1=f1(hi)。由此可見,vim與開卷機(jī)速度vk和活套高度hi有關(guān)。
3 系統(tǒng)實(shí)現(xiàn)
3.1 硬件組成
計(jì)算機(jī)控制系統(tǒng)采用西門子S7-1500 PLC及HMI[9],傳動(dòng)系統(tǒng)采用PWM調(diào)速系統(tǒng),采用低慣量電機(jī)。PLC硬件主要由CPU模板、開關(guān)量輸入模板、開關(guān)量輸出模板、模擬量輸入模板、模擬量輸出模板和高速計(jì)數(shù)模板等組成。操作站與S7之間通過MPI網(wǎng)連接,保證數(shù)據(jù)的高速傳輸。遠(yuǎn)程I/O以及傳動(dòng)系統(tǒng)通過ProfiBus現(xiàn)場(chǎng)總線接至PLC[10]。
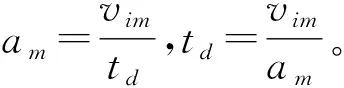
3.2 控制程序框圖
控制軟件包括初始化程序、自動(dòng)定位剪切控制程序,程序框圖如圖5所示。每張板材分加速段、恒速段、減速段,到降速點(diǎn),減速段按照APC定位模型控制,剪機(jī)剪完開始降落未落地前給出一個(gè)信號(hào),PLC收到此信號(hào)清零,重新啟動(dòng)下一張板材剪切周期,直到剪夠Z0張停止。
3.3 系統(tǒng)技術(shù)指標(biāo)
開卷機(jī)機(jī)器人系統(tǒng)拆捆帶,鋼板厚度0.1 mm~5 mm,開卷機(jī)鋼板送料速度0 m/min~40 m/min連續(xù)可調(diào),剪切速度自動(dòng)適應(yīng)。脈沖當(dāng)量為0.05 mm/脈沖,定尺設(shè)定長(zhǎng)度600 mm~6 000 mm,由HMI給定。定尺精度±0.5 mm。
4 結(jié)束語(yǔ)
本文研究改進(jìn)的自動(dòng)定位剪切控制模型、降速點(diǎn)計(jì)算模型,能充分發(fā)揮傳動(dòng)設(shè)備的能力,剪切速度與開卷機(jī)自動(dòng)適應(yīng),提高了全線速度和剪切效率。運(yùn)行結(jié)果表明:剪切精度由原來的±2 mm提高到±0.5 mm。提高了板材剪切線的智能制造水平,具有示范作用。
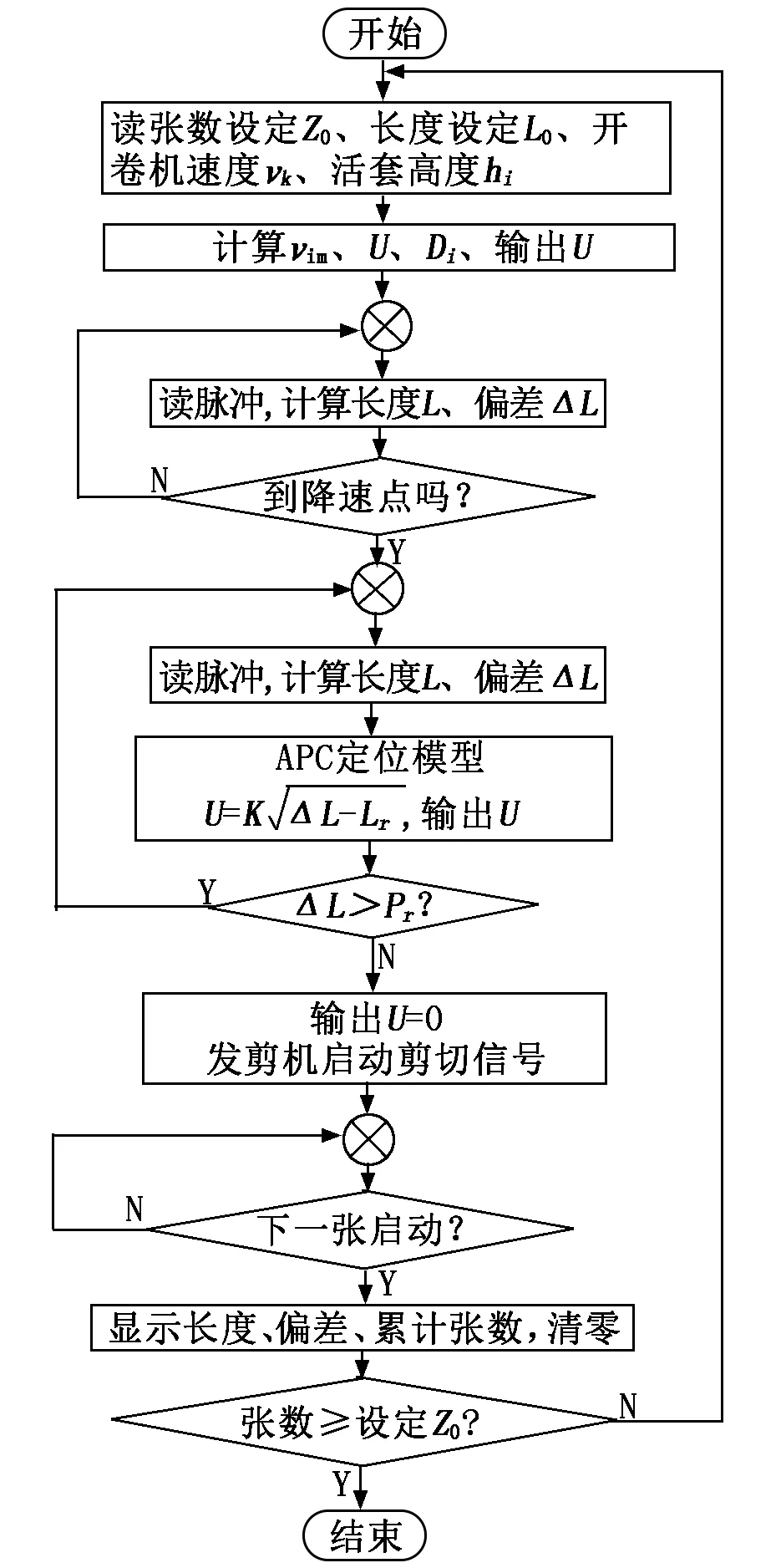
圖5 自動(dòng)定位剪切控制程序框圖
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32