超長跨距起重機主梁制造工藝研究
2022-10-28 04:26:42董志偉王凌云高天龍郅有勇
機械工程與自動化 2022年5期
董志偉,王凌云,高天龍,郅有勇
(太原重工股份有限公司,山西 太原 030024)
0 引言
超長跨距起重機一般指主梁跨距超過40 m的起重機,隨著我國國民經濟的不斷發展,各種大型基建工程不斷涌現,對超大型設備的需求也越來越大,超大型設備對生產商的制造能力提出了更高的要求,本文以太原重工股份有限公司為某核電站制造的超長跨距橋式起重機為例,研究一種超長跨距起重機主梁的制造工藝。
常規起重機的制造工藝為:首先由結構車間焊接成型,轉運到后處理車間整體噴砂;接著轉運到涂裝車間噴涂底漆;最后轉運到裝配車間進行機構及電氣裝配、調試、面漆涂裝等,需要綜合考慮各個車間的生產條件,以及各工序間主梁的轉運。此次制造的350 t-49.8 m橋式起重機,超長的跨距加上大的起重量,帶來的主梁超重以及大截面尺寸,導致其無法整體運出結構車間,無法整體進入噴砂車間和涂裝車間。通常可以采用螺栓連接將主梁分段,以解決制造場地、運輸、安裝等條件的限制,控制制造成本,但此次基于主梁起重量大、使用場合特殊等因素,不允許采用此種結構,因此,需要開發一種新的超長跨距主梁制造工藝。
1 工藝方案
1.1 初步方案確定
超長跨距起重機主梁制造的根本難點在于解決部分工序的場地條件滿足不了超長尺寸結構的需求這一問題,主要有兩種方案:
(1) 主梁分段焊接成型,經噴砂、涂裝后在裝配車間拼焊成整體。
(2) 主梁整體焊接成型后分成兩段,經噴砂、涂裝后在裝配車間拼焊成整體。
第一種方案的優點是將整根主梁分成兩段制作,更具靈活性,起吊、翻身容易,缺點是兩段主梁接口部位的數據一致性不易控制,可能導致接口處應力集中。第二種方案的優點是可以保證接口數據的一致性,但主梁整體制造周期較長。出于對產品更高質量的要求,我們采取第二種方案。
1.2 關鍵工藝研究
1.2.1 主體板下料尺寸
主體板包括主梁翼緣板、腹板、承軌T型鋼。由于跨距越長,主梁翼緣板、腹板的對接焊縫數量越多,因此鋼板的下料尺寸直接決定了對接焊縫在主梁上的位置分布,需提前進行精確配置,確保能夠滿足以下要求:
(1) 對接焊縫應避開主梁跨中高應力區域(跨中S/10的范圍,S為主梁跨距)。
(2) 對接焊縫不宜在同一截面,相鄰焊縫錯開≥200 mm,焊縫與大隔板錯開≥150 mm。
(3) 主梁分段位置應盡量與各主體板的對接位置一致,以減少對接焊縫的數量,避免焊縫密集分布。
(4) 分段位置預定在同一主梁隔間內,不要跨越大隔板,以減小主梁分段和拼接的難度。
(5) 斷開處應預留一定工藝余量,其目的在于:①補償火焰切割、坡口制備的損耗;②避免斷開處母材重復切割、焊接造成焊縫性能下降;③有利于控制主梁跨距及整體尺寸。
主梁主體板下料尺寸配置方案如圖1所示。圖1中,虛線所示為大隔板位置,實線所示為對接焊縫位置,主梁的分段位置預定在距跨端約S/4的隔間內,另一根主梁可按圖1對稱布置,避免大量焊縫集中在同一截面內。

圖1 主梁主體板下料尺寸配置方案
1.2.2 主梁上拱的預制
超長跨距主梁上拱的預制一直是一個難點,隨著跨距變長,主梁自重、焊接變形等因素對上拱的影響愈加明顯。因此,預制合理的上拱值尤為重要。
腹板上拱按正弦曲線公式預制,任一點A處的上拱值h計算公式為:
(1)
其中:S1為主梁上某點A到跨端的距離;H為跨中最大上拱值,見圖2。
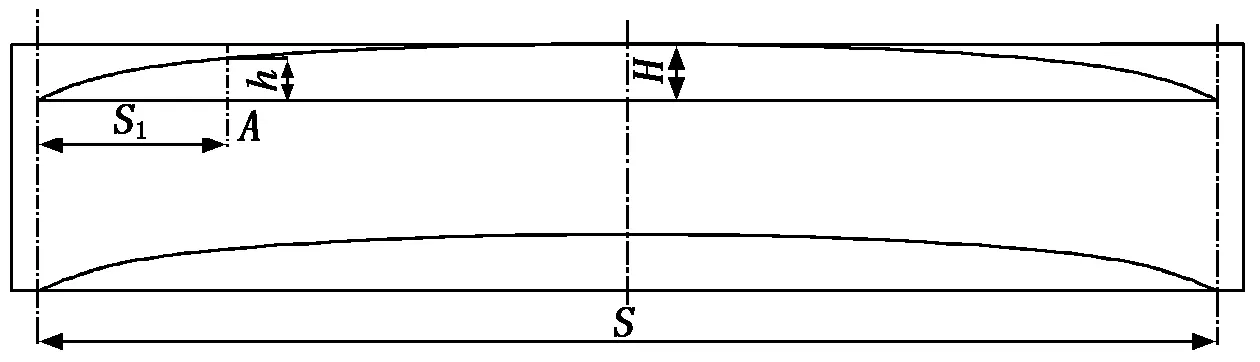
圖2 主梁上拱示意圖
接著是最大上拱值H的確定,H取決于主梁的各項參數(見表1),同時還與制作過程中的焊接順序、焊接變形息息相關,在此,基于本公司的焊接工藝來研究其上拱的預制。
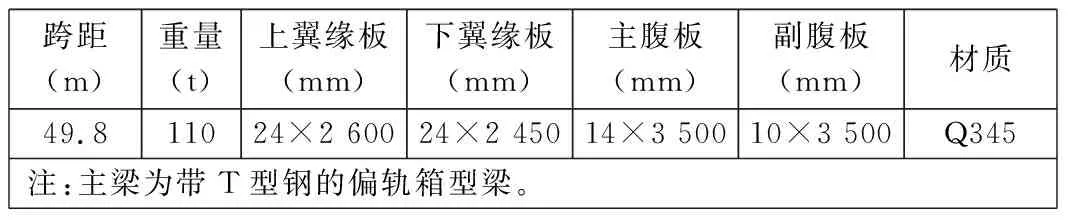
表1 主梁參數
按兩端支墊計算主梁自重引起的理論撓度f(mm):
(2)
其中:q為自重產生的載荷,按均布載荷考慮,q=22 kN/m;E為材料彈性模量,Q345取206 GPa;I為主梁截面慣性矩,I=0.462 m4。
根據以上參數及公式(2)計算出主梁自重理論引起的撓度約為18 mm。
一般情況下,要求主梁成型后的上拱控制在(0.9~1.4)S/1 000,對于長跨距主梁,一般將上拱控制在靠上限的范圍內,即(1.2~1.4)S/1 000(約60 mm~70 mm);對于超長跨距主梁,此次基于主梁分段的工藝以及將來的載荷試驗(靜載1.25倍的額定起重量,動載1.1倍的額定起重量)后會有2次集中的應力釋放,最大上拱值會有較為明顯的下降,我們預估在5 mm左右。焊接變形對上拱的影響較為復雜,但其特點是大部分焊接變形可以通過合理的工藝來相互抵消,因此只考慮主腹板與承軌T型鋼對接及T型鋼上方焊接軌道壓板的影響,基于一些經驗數據,主腹板上拱高出副腹板8 mm左右。
最終確定了主梁最大上拱值H主腹板=96 mm,H副腹板=88 mm,以主梁大隔板為節點預制出主梁的上拱曲線,如圖3所示。

圖3 主梁上拱預制曲線
1.2.3 主梁分段及坡口制備
主梁整體焊接完成后,檢測主梁上拱、旁彎、垂直均符合要求,重點檢查預分段區間的蓋板傾斜、腹板垂直度,確認無明顯的扭曲。切割前在梁內側對分段位置兩側的翼緣板、腹板加工藝框架進行支撐,防止焊接應力釋放而引起截面變形。
將工藝余量平均分布到兩側,劃出分段線及兩側的坡口切割線。注意檢查坡口切割線的平行度,以保證組對間隙。坡口的制備需考慮拼接焊縫的焊接方法、焊接變形控制、焊接操作性,并保證焊縫探傷合格率。
由于腹板較薄,因此其對接接頭開V型坡口,坡口朝梁內側,采用混合氣體保護焊焊接。上、下翼緣板較厚為24 mm,則開K型坡口,外側采用混合氣體保護焊打底、填充,采用埋弧自動焊蓋面。圖4為拼接接頭坡口制備。

圖4 拼接接頭坡口制備
1.2.4 主梁拼接
主梁的拼接是整個工藝方案的重中之重。主梁完成了噴砂、底漆涂裝后轉至裝配車間進行拼接。按照分段前的檢測數據找正主梁,由于斷開處兩側需要支墊,使斷開區間處于自由狀態,因此拼接時應將此處的上拱值墊高2 mm~3 mm。調整對接接頭的錯邊量≤1 mm、對接間隙2 mm~5 mm,檢查傾斜、垂直、不平度,點焊固定。圖5為主梁拼接示意圖。
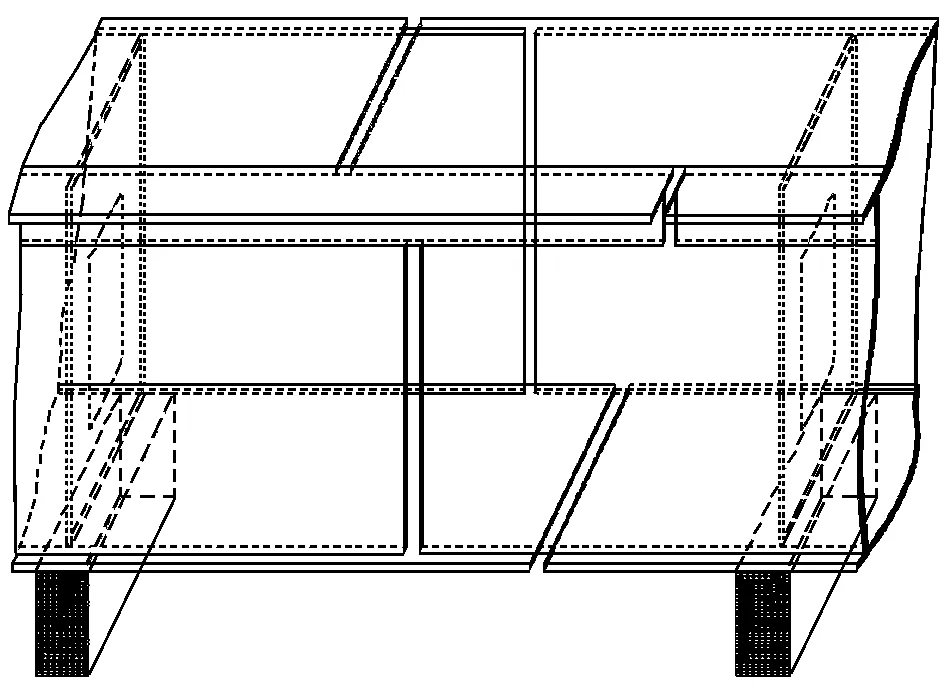
圖5 主梁拼接示意圖
腹板對接焊縫、主腹板與T型鋼對接焊縫需要采用單面焊雙面成型的焊接方法,雙面焊的評定無法覆蓋單面焊,需通過焊接工藝評定試驗來制定合理的焊接工藝。工藝評定根據GB/T19869.1的規定來進行,評定內容及試驗結果詳見表2、表3、表4和圖6。
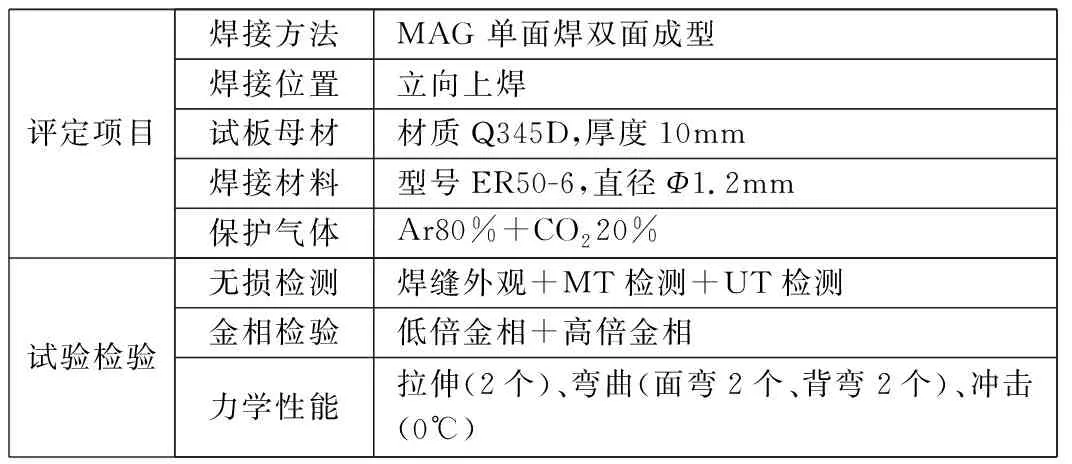
表2 工藝評定內容
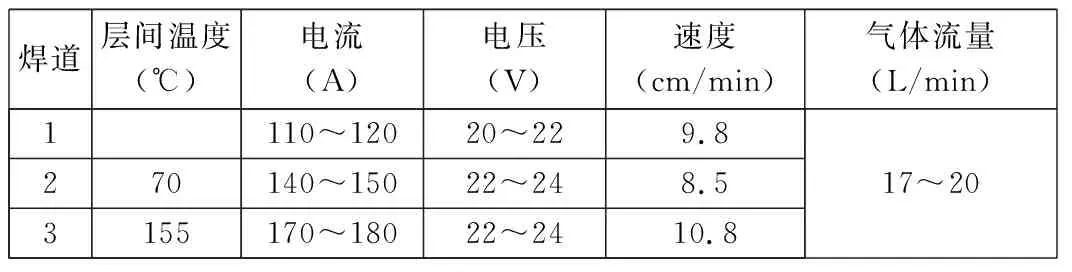
表3 工藝評定焊接記錄
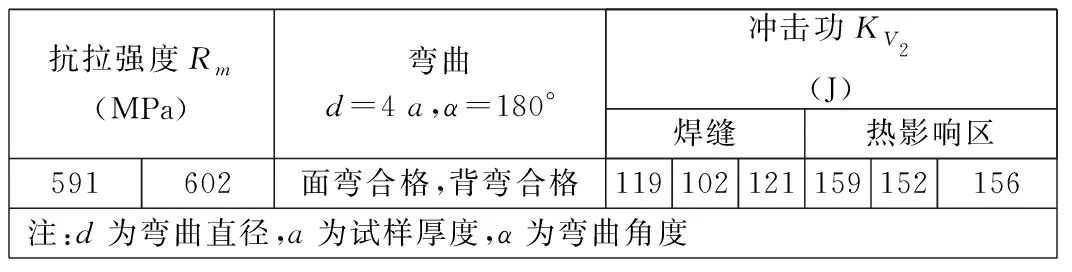
表4 力學性能試驗結果
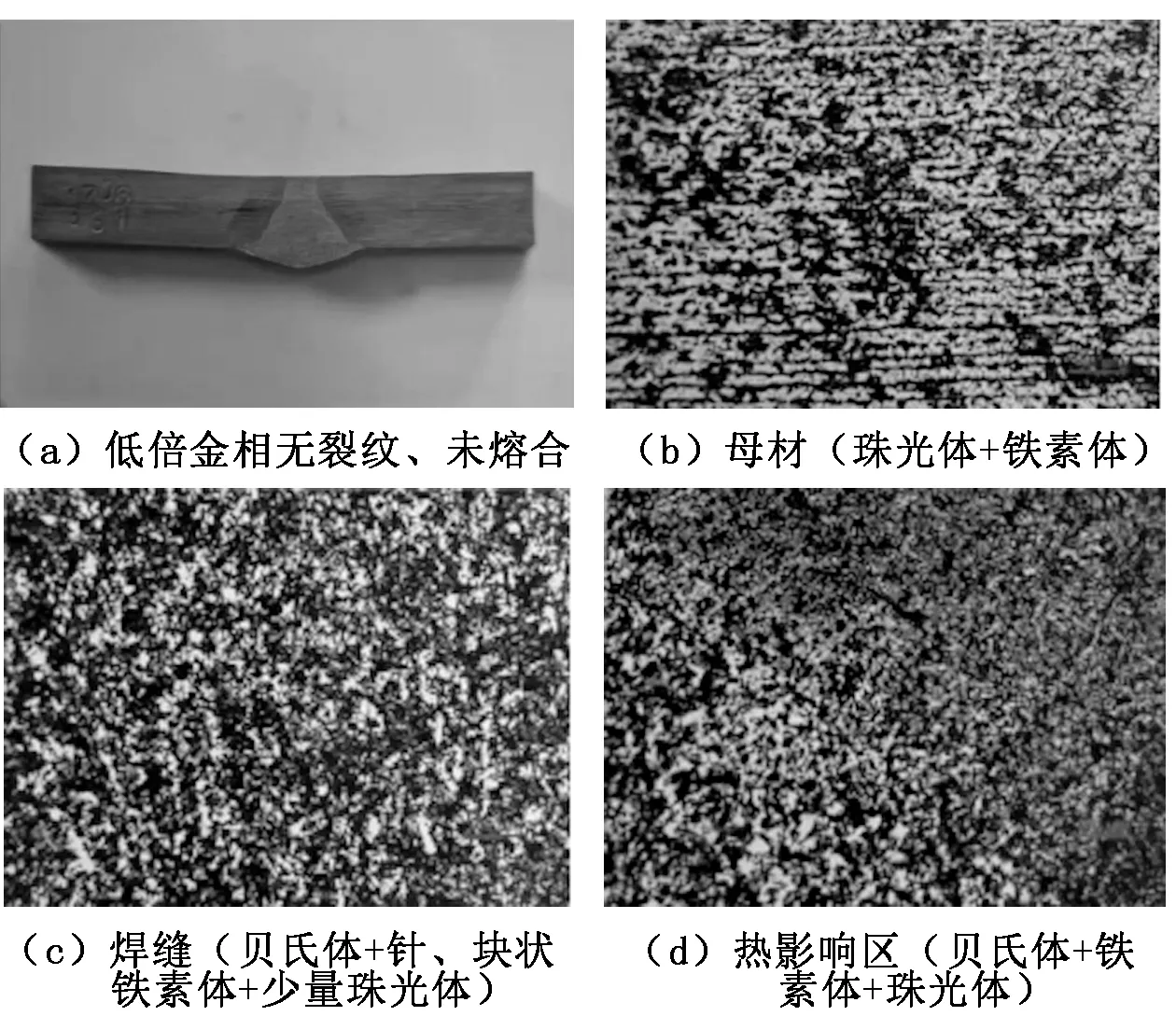
圖6 金相檢驗結果
按照表5的焊接工藝規程完成腹板、主腹板與T型鋼對接焊縫的焊接。接下來將平焊(包括平角焊)位置的翼緣板對接焊縫、上翼緣板與T型鋼對接焊縫以及腹板與翼緣板的對接焊縫施焊完畢,剩余焊縫可以將主梁翻轉至平焊位置進行清根后施焊。根據實際情況,對單面焊雙面成型的焊縫背面(即腹板外側)進行打磨清根,采用了埋弧自動焊增加了蓋面焊道,改善了根部熔合情況。通過采用這樣的焊接工藝,不僅得到了良好的外觀質量,而且焊縫一次探傷合格率達到了99%。
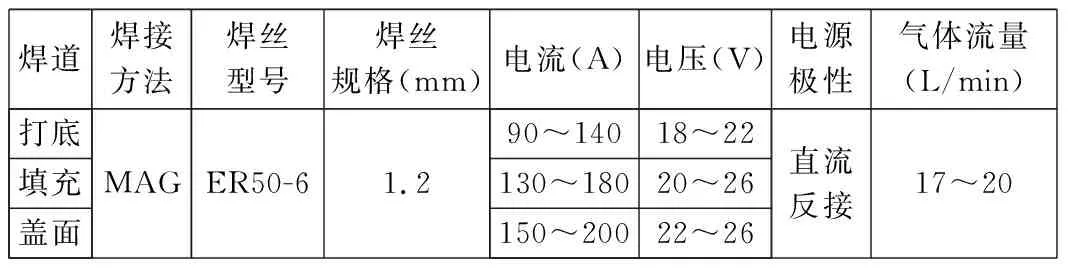
表5 焊接工藝規程
2 結束語
通過對以上工藝環節的改進、創新,圓滿完成了超長跨距起重機主梁的制造,主梁的各項數據均達到了標準的要求,焊縫一次探傷合格率也保持了高水平,證明了新工藝的可行性、實用性。同時也為超長跨距起重機的制造提供了一種新的思路,啟發我們去進一步探索,最大限度地降低超大型設備對生產能力、運輸條件等的特殊要求,為制造商和用戶創造更大的經濟效益。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24