雙金屬帶鋸條的修補工藝分析
2022-10-28 05:21:36劉燕鵬
山西焦煤科技 2022年9期
劉燕鵬
(山西焦煤 汾西礦業集團設備修造廠, 山西 介休 032000)
雙金屬帶鋸條是將高速鋼或其他高性能鋼材制備的齒尖塊與彈簧鋼鋼帶焊結在一起,然后對鋸齒進行整形加工,最終通過淬火和回火改善材料性能,從而制成的金屬切割帶鋸條,具有高效、低耗、節能、節材等特點,在機械行業中應用廣泛[1]. 但是雙金屬帶鋸條在長時間的超高溫狀態下鋸切材料時,作45°~90°的扭轉環形運動,經過頻繁的拉伸、壓縮和剪切的作用,帶鋸條上本身因加工、熱處理時形成的微觀裂紋會在應力最大的鋸背及齒槽處擴展,隨著鋸切循環次數的不斷增加,斷裂也就不可避免了。此外,還處在鋸床切削乳化液中,工作環境惡劣[2],再加上操作不當等各種因素,極易發生斷帶。一種是更換鋸條,但采購成本增加;另外一種是修補,而雙金屬帶鋸條焊接屬于異種金屬焊接[3],焊接難度大。
國內現有技術中,焊接工藝主要有電子束焊、電阻對焊和激光焊,其中電子束焊需在真空環境下進行,每次開機后都需要抽真空,對生產效率影響較大,且設備價格昂貴,維修及保養成本都較高;電阻對焊雖設備便宜,但其焊接后的熱影響區較大,且焊接質量不易控制[4];激光焊接對于鋸條的焊接也有它的局限性,焊件位置需非常精確,務必在激光束的聚焦范圍內,焊件需使用夾具時必須確保焊件的最終位置需與激光束將沖擊的焊點對準,且能量轉換效率太低,通常低于10%,設備也比較昂貴。以上焊接方法都不利于帶鋸條的修補。文中利用鎢極氬弧焊焊接技術,通過分析各焊接接頭組織、塑性和韌性的特性,研究出了性能指標最高的焊后熱處理工藝,節約了采購和修補成本,具有一定的應用前景。
1 試驗材料與方法
1.1 試驗材料
試驗中焊接基體材料為M42雙金屬帶鋸條,背材為超高強度彈簧鋼RM80、齒材為高速鋼M42,尺寸為400 mm×41 mm×1.3 mm,母材的化學成分見表1,2,焊接材料為ER60-G焊絲,焊絲的化學成分見表3. 母材厚度較薄,其焊接坡口為I形。

表1 M42的化學成分表 質量分數/%

表2 RM80的化學成分表 質量分數/%

表3 THQ-60C的化學成分表 質量分數/%

1.2 試驗方法
焊接設備為手工鎢極氬弧焊WS-400A,在焊接之前,對斷口以及兩側進行清理。在正式焊接之前,首先要制作夾緊工裝(圖1),保證焊后的鋸條不變形。
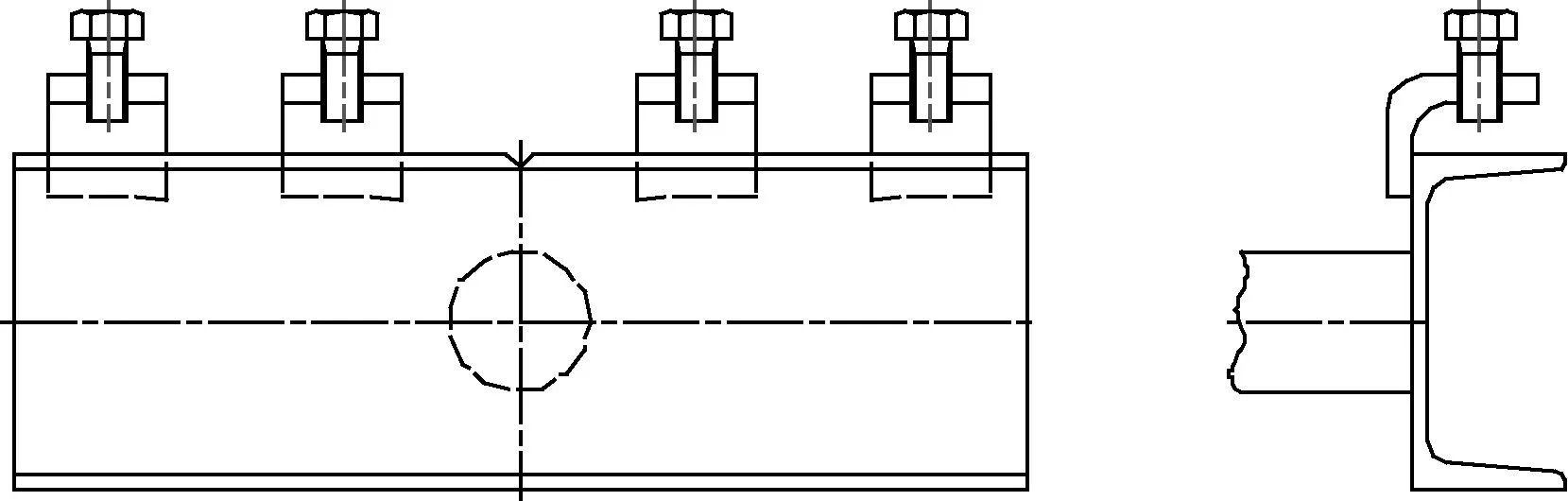
圖1 夾緊工裝圖
根據前期多次試驗得到的焊接工藝參數(表4)進行焊接,對其焊后的帶鋸條采用不同工藝參數進行熱處理試驗,對其進行硬度以及彎曲試驗,分析試驗結果,得出比較理想的焊后熱處理工藝參數,最后通過接頭顯微組織觀察進行分析。
表4 焊接工藝參數表
焊接及回火后鋸條的表面成形和顏色見圖2,兩側為焊縫的熱影響區的寬度,將焊縫打磨平后進行硬度和力學性能試驗。
2 試驗結果及分析
2.1 拉伸試驗及數據分析
根據中溫回火的特性以及國內外雙金屬帶鋸條閃光焊接焊后熱處理工藝[5],設定了A、B、C3個不同的熱處理參數,保溫冷卻至室溫狀態,并對此進行拉伸試驗。其對應的試驗結果見表5.
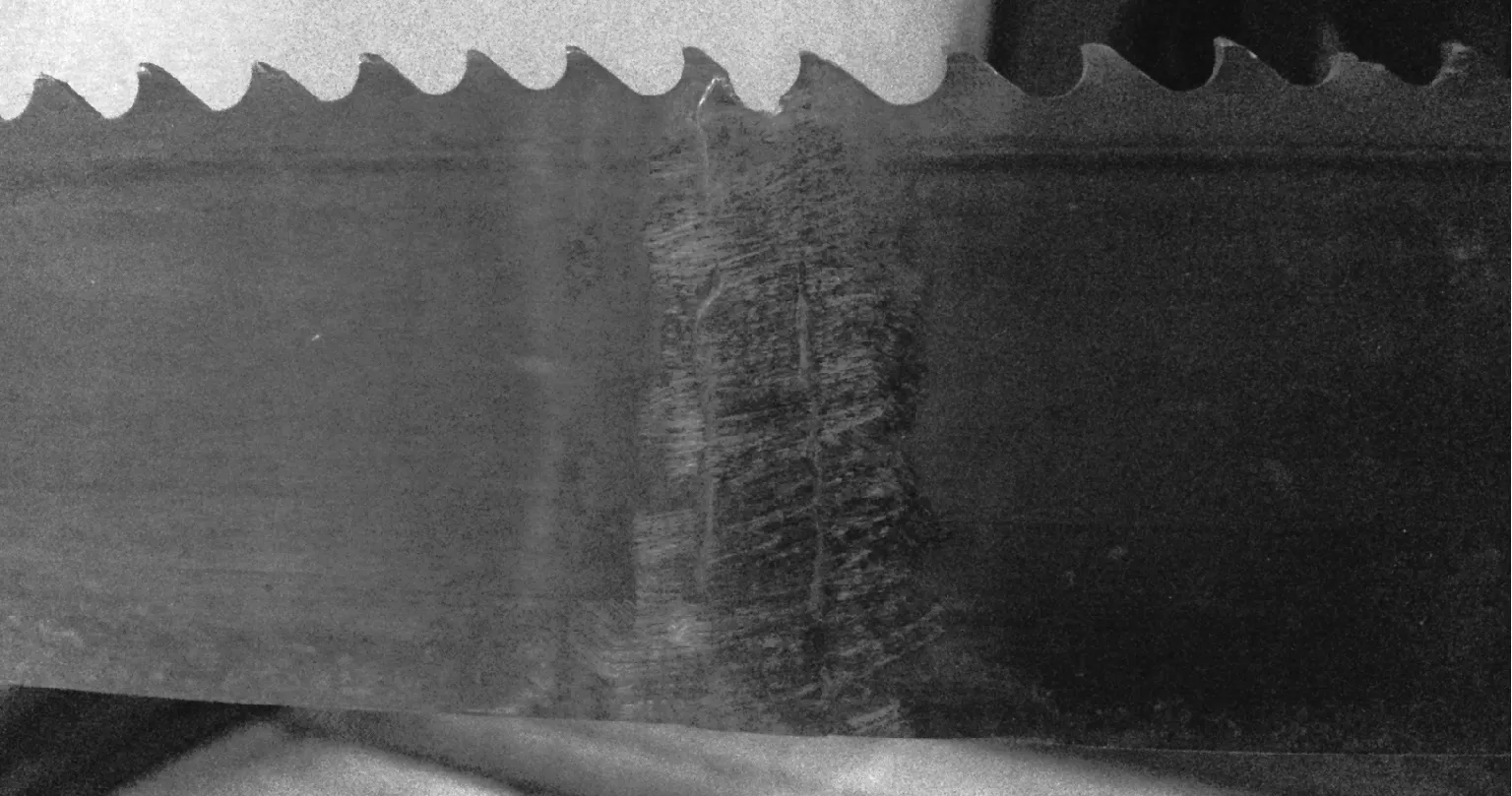
圖2 焊接接頭宏觀形貌圖
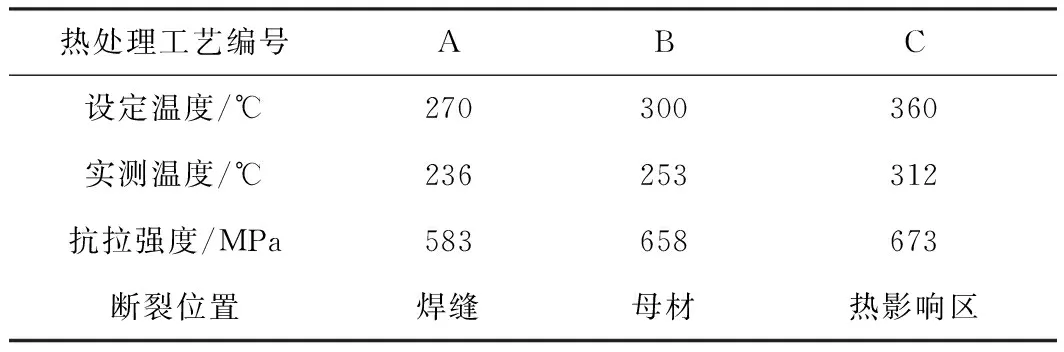
表5 拉伸試驗結果表
綜合以上拉伸試驗結果分析,A工藝的抗拉強度較低,不能滿足使用要求,B、C工藝的抗拉強度適中,都比母材的抗拉強度低,保證了焊縫以及熱影響區的塑性和韌性。
2.2 硬度試驗及數據分析
用洛氏硬度計對試件進行測量,A、B、C3種熱處理工藝下,對應焊縫、母材以及熱影響區的硬度值見表6.

表6 硬度試驗結果表 /HRC
綜合以上硬度結果分析,3種熱處理工藝都能使焊縫的硬度值低于母材。通過比較,A工藝熱影響區的硬度值明顯高于其余兩種工藝,而熱影響區的最高硬度是反映接頭淬硬傾向的一個力學性能指標。所以A工藝不符合要求,B、C熱處理工藝使接頭的韌性得到了顯著提升,增加了帶鋸條的工作穩定性與使用壽命。
2.3 金相組織分析
焊后熱處理主要是對焊接后的未熔碳化物進行球化處理,來改善焊縫的顯微組織,同時降低焊縫的硬度。不同熱處理參數對焊縫進行熱處理后的焊縫顯微組織見圖3.

圖3 不同熱處理參數下焊縫的顯微組織圖
由圖3可知,經 270 ℃焊后熱處理,組織呈等軸晶與柱狀晶。隨著熱處理溫度的升高,淬火馬氏體及殘留奧氏體得到分解,焊縫碳化物組織得到球化,組織中的二次滲碳體及珠光體中的滲碳體都變成顆粒狀。圖3b)中均勻而分散的細小粒狀組織為粒狀滲碳體+回火托氏體。焊縫中的碳化物顆粒呈點狀分布,且碳化物分布均勻。柱狀晶組織也變得細化密集,使得焊縫硬度下降,減少了淬硬傾向,提升了焊縫的韌性。隨著溫度的升高,焊縫中的碳化物形狀顆粒變大,碳化物分布均勻性下降,使得焊縫韌性有所降低。
因此,綜合拉伸實驗、硬度和顯微組織觀察,通過B工藝的熱處理參數,既滿足了生產過程中抗拉強度的要求,也降低了焊縫的硬度,保證了帶鋸條的韌性,驗證了此工藝的可行性,也為企業節約了采購升本。
3 結 語
1) 當采用鎢極氬弧焊焊后,立即將焊縫及熱影響區緩慢加熱到253 ℃后,保溫緩慢冷卻至室溫狀態,焊縫組織為粒狀滲碳體+回火托氏體,組織細化且分布均勻。
2) 在最佳熱處理狀態下,焊接接頭的抗拉強度接近670 MPa,焊縫洛氏硬度為41 HRC,焊接接頭的韌性滿足了重復使用要求。
3) 可以利用鎢極氬弧焊焊接技術和中溫回火熱處理工藝,保證帶鋸條的力學性能和重復使用的可行性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
